1
Изобретение относится к станкостроению, может быть использовано при создании оборудования для чистовой обработки деталей с криволинейными поверхностями и является усовершенствованием известного устройства по авт. св. № 1351757.
Цель изобретения - повышение качества обработки путем обеспечения возможности оперативной подстройки чувствительности следящей системы.
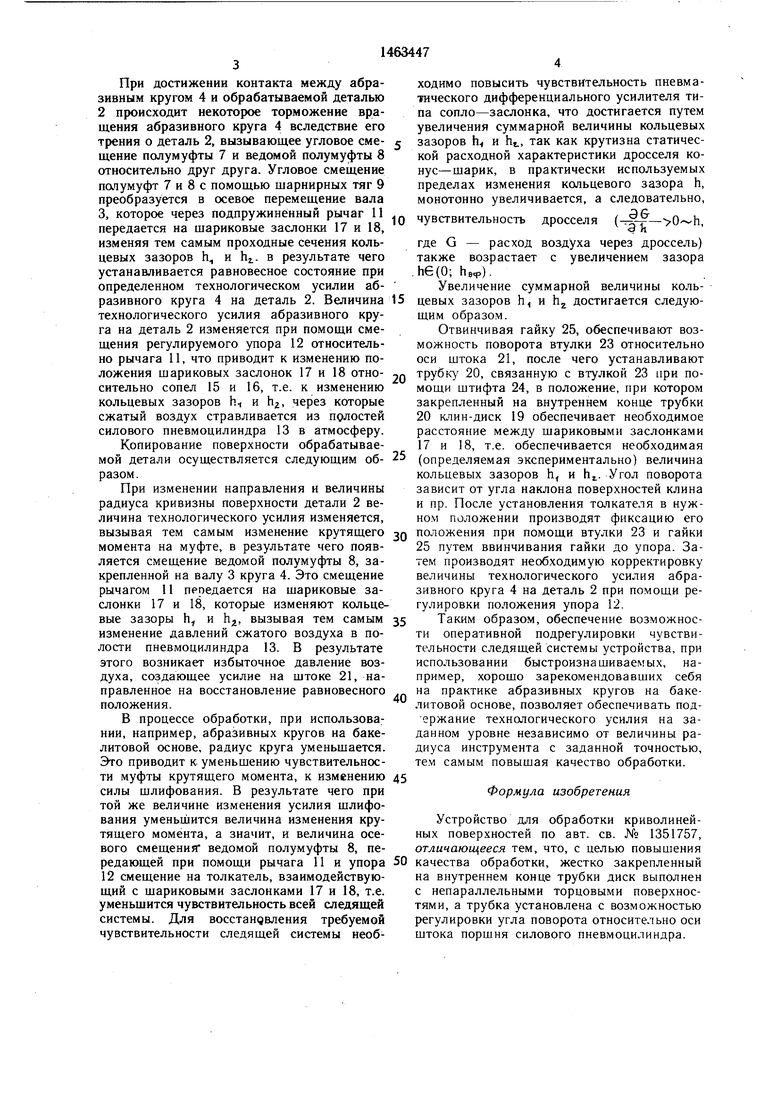
На чертеже изображена схема устройства.
Устройство состоит из стойки 1 для закрепления детали 2, шпиндельного узла, включающего вал 3, абразивного круга 4, установленного на траверсе 5 при помощи игольчатых подшипников 6, из ведущей полумуфты 7, передаюшей крутящий момент на ведомую полумуфту 8 с помощью шарнирных тяг 9 и пружины 10 сжатия, рычага, 11, снабженного регулируемым упором 12, силового цилиндра 13, закрепленного шарнирно к станине и траверсе 5. Поршень 14 силового цилиндра 13 выполнен полым и внутри его установлены сопла 15 и 16 дифференциального пневмоусилителя типа сопло-заслонка, шариковые заслонки 17 и 18 которого при помощи толкателя, состоящего из диска-клинка 19, т.е. с непараллельными торцовыми поверхностями, закрепленного на трубке 20, кинематически связаны с рычагом 11. При этом трубка 20 установлена в полом штоке 21 при помощи направляющих втулок 22 и 23 с обеспечением возможности осевого перемещения, а при помощи, например, штифта 24, связанного с втулкой 23, при помоши выполненных в ней продольных пазов, а также накидной гайки 25, предназначенной для фиксации втулки 23 от поворота относительно штока 21, толкатель (труба 20 и клин-диск 19) устанавливаются в требуемом угловом положении относительно оси штока 21 поршня 1 1. Сжатый воздух подается в пневмо- цилиндр 13 из сети через калиброванные отверстия жиклеров 26 и 27. Привод шпиндельного узла осуществляется от электродвигателя 28. Пружина 29 предназначена для обеспечения надежного контакта толкателя и рычага 11 с ведомой полумуфтой 8. Траверса 5 со всеми установленными на ней узлами должна быть уравновешена с помощью противовеса 30. Ведущая полумуф- та 7 установлена на траверсе на радиально- упорных подшипниках 31.
Устройство работает следующим образом.
0 В исходном положении регулируемый упор 12 полностью вывернут, вследствие чего сопло 16 полностью закрыто, а сопло 15 открыто. Под действием избыточного давления воздуха в штоковой полости силового пневмоцилиндра 13 поршень 14 вместе с
5 траверсой 5 находится в крайнем верхнем положении. В этом положении производится смена обрабатываемой детали 2 и абразивного инструмента 4. После смены обра- оатываемой детали 2 и установки нового
Q абразивного инструмента 4, например, с максимальным диаметром производится регулировка чувствительности дифференциального пневматического усилителя, в результате которой клин-диск 19 устанавливается в положение, обеспечивающее минимальный
5 рабочий ход толкателя, т.е. h,-|-hi. m,- п. Для этого отвинчивают накидную гайку 25 до обеспечения возможности свободного поворота втулки 23, связанной с трубой 20 при помощи штифта 24, и вращением трубки 20
„ устанавливают клин-днск 19 в требуемом положении, после чего завинчивают гайку 25 до упора, ограничивая втулку 23, а вместе с ней и толкатель, от проворота относительно оси штока 21. После этого включают электродвигатель 28, ввинчивая регулируе5 мый упор 12, открывают сопло 16 и прикрывают сопло 15, в результате чего в силовом пневмоцнлиндре устанавливается определенный перепад давлений, который создает усилие на штоке 21, направленное
.Q на деталь 2. Величина усилия зависит от взаимного положения сопел 15 и 16 и шариковых заслонок 17 и 18, образующих кольцевые проходные сечения, через которые сжатый воздух стравливается в атмосферу, проходя внутреннюю
5 полость трубки 20 и радиальные отверстия.
При достижении контакта между абразивным кругом 4 и обрабатываемой деталью 2 происходит некоторое торможение вращения абразивного круга 4 вследствие его трения о деталь 2, вызывающее угловое сме- щеиие полумуфты 7 и ведомой полумуфты 8 относительно друг друга. Угловое смещение полумуфт 7 и 8 с помощью щарнирных тяг 9 преобразуется в осевое перемещение вала
ходимо повысить чувствительность пневматического дифференциального усилителя типа сопло-заслонка, что достигается путем увеличения суммарной величины кольцевых зазоров h и ht, так как крутизна статической расходной характеристики дросселя конус-шарик, в практически используемых пределах изменения кольцевого зазора h, монотонно увеличивается, а следовательно,
3, которое через подпружиненный рычаг 11 чувствительность дросселя ( 3& Q
-ij-4 ir тт л Т1 tTTO о о/ Tl/ m/ TJ l/Tjlx О Ъ.
ait
где G - расход воздуха через дроссель) также возрастает с увеличением зазора Н6(0; heq).
Увеличение суммарной величины кольОтвинчивая гайку 25, обеспечивают возможность поворота втулки 23 относительно оси штока 21, после чего устанавливают
передается на шариковые заслонки 17 и 18, изменяя тем самым проходные сечения кольцевых зазоров h, и hj.. в результате чего устанавливается равновесное состояние при определенном технологическом усилии аб-
разивного круга 4 на деталь 2. Величина 15 цевых зазоров h, и h достигается следую- технологического усилия абразивного кру- щим образом, га на деталь 2 изменяется при помощи смещения регулируемого упора 12 относительно рычага 11, что приводит к изменению положения шариковых заслонок 17 и 18 отно- 2Q трубк} 20, связанную с втулкой 23 при по- сительно сопел 15 и 16, т.е. к изменению моши штифта 24, в положение, при котором кольцевых зазоров h и h, через которые закрепленный на внутреннем конце трубки сжатый воздух стравливается из полостей 20 клин-диск 19 обеспечивает необходимое силового пневмоцилиндра 13 в атмосферу. расстояние между шариковыми заслонками Копирование поверхности обрабатывае- 17 и 18, т.е. обеспечивается необходимая мой детали осуществляется следующим об- 25 (определяемая экспериментально) величина разом.кольцевых зазоров h, и hj. Угол поворота
При изменении направления и величины зависит от угла наклона поверхностей клина радиуса кривизны поверхности детали 2 ве- и пр. После установления толкателя в нуж- личина технологического усилия изменяется, ном положении производят фиксацию его вызывая тем самым изменение крутящего о положения при помощи втулки 23 и гайки момента на муфте, в результате чего появ- 25 путем ввинчивания гайки до упора. Затем производят необходимую корректировку величины технологического усилия абразивного круга 4 на деталь 2 при помоши регулировки положения упора 12.
Таким образом, обеспечение возможности оперативной подрегулировки чувствительности следящей системы устройства, при использовании быстроизнашиваемых, например, хорошо зарекомендовавших себя на практике абразивных кругов на бакелитовой основе, позволяет обеспечивать под- ержание технологического усилия на заляется смещение ведомой полумуфты 8, закрепленной на валу 3 круга 4. Это смещение рычагом 11 передается на шариковые заслонки 17 и 18, которые изменяют кольцевые зазоры h и hj, вызывая тем самым 35 изменение давлений сжатого воздуха в полости пневмоцилиндра 13. В результате этого возникает избыточное давление воздуха, создающее усилие на штоке 21, направленное на восстановление равновесного положения.
В процессе обработки, при использова иии, например, абразивных кругов на бакелитовой основе, радиус круга уменьшается. Это приводит к уменьшению чувствительности муфты крутящего момента, к изменению 45 силы шлифования. В результате чего при той же величине изменения усилия шлифования уменьшится величина изменения крутящего момента, а значит, и величина осевого смещения ведомой полумуфты 8, педанном уровне независимо от величины радиуса инструмента с заданной точностью, тем самым повышая качество обработки.
Формула изобретения
Устройство для обработки криволинейных поверхностей по авт. св. № 1351757, отличающееся тем, что, с целью повышения
редающей при помощи рычага 11 и упора50 качества обработки, жестко закрепленный
12 смещение на толкатель, взаимодействую-на внутреннем конце трубки диск выполнен
щий с щариковыми заслонками 17 и 18, т.е.с непараллельными торцовыми поверхносуменьщится чувствительность всей следящейтями, а трубка установлена с возможностью
системы. Для восстандвления требуемойрегулировки угла поворота относительно оси
чувствительности следящей системы иеоб-штока поршня силового пневмоцилиндра.
ходимо повысить чувствительность пневматического дифференциального усилителя типа сопло-заслонка, что достигается путем увеличения суммарной величины кольцевых зазоров h и ht, так как крутизна статической расходной характеристики дросселя конус-шарик, в практически используемых пределах изменения кольцевого зазора h, монотонно увеличивается, а следовательно,
чувствительность дросселя ( 3& Q
3&
О Ъ.
ait
где G - расход воздуха через дроссель) также возрастает с увеличением зазора Н6(0; heq).
Увеличение суммарной величины кольцевых зазоров h, и h достигается следую- щим образом, трубк} 20, связанную с втулкой 23 при по- моши штифта 24, в положение, при котором закрепленный на внутреннем конце трубки 20 клин-диск 19 обеспечивает необходимое расстояние между шариковыми заслонками 17 и 18, т.е. обеспечивается необходимая (определяемая экспериментально) величина кольцевых зазоров h, и hj. Угол поворота
Отвинчивая гайку 25, обеспечивают возможность поворота втулки 23 относительно оси штока 21, после чего устанавливают
цевых зазоров h, и h достигается следую- щим образом, трубк} 20, связанную с втулкой 23 при по- моши штифта 24, в положение, при котором закрепленный на внутреннем конце трубки 20 клин-диск 19 обеспечивает необходимое расстояние между шариковыми заслонками 17 и 18, т.е. обеспечивается необходимая (определяемая экспериментально) величина кольцевых зазоров h, и hj. Угол поворота
данном уровне независимо от величины радиуса инструмента с заданной точностью, тем самым повышая качество обработки.
Формула изобретения
Устройство для обработки криволинейных поверхностей по авт. св. № 1351757, отличающееся тем, что, с целью повышения
качества обработки, жестко закрепленный
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки криволинейной поверхности | 1986 |
|
SU1351757A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1984 |
|
SU1268384A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1984 |
|
SU1196233A1 |
| Пневматический следящий привод | 1985 |
|
SU1321564A1 |
| Устройство для обработки криволинейных поверхностей | 1986 |
|
SU1335430A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1703402A2 |
| Устройство для финишной обработки криволинейных поверхностей | 1984 |
|
SU1187964A2 |
| Устройство для финишной обработки криволинейных поверхностей | 1981 |
|
SU1007938A1 |
| Устройство для шлифования криволинейных поверхностей | 1982 |
|
SU1050854A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1980 |
|
SU876382A1 |
Изобретение относится к станкостроению и предназначено для безразмерного шлифования деталей, имеющих сложный пространственный профиль с постоянным технологическим усилием. Цель - повышение качества обработки путем обеспечения возможности оперативной поднастройки чувствительности следяш,ей системы. При изменении направления и величины радиуса кривизны поверхности обрабатываемой детали величина технологического усилия изменяется, тем самым вызывая изменение крутящего момента на муфте, в результате чего появляется осевое смещение на ведомой полумуфте 8, закрепленной на валу 3 абразивного круга 4. Это смещение передается на шариковые заслонки 17 и 18 при помощи регулируемого упора 12, рычага 11 и толкателя. Смещение заслонок приводит к изменению величины кольцевых зазоров h и h,, что ведет к возникновению избыточного давления воздуха, создающего усилие на штоке 21, направленное на восстановление равновесного положения. При уменьшении радиуса абразивного круга 4 (по причине его износа), уменьшается чувствительность моментной муфты. Потерю чувствительности моментной муфты компенсируют повышением чувствительности пневматического дифференциального усилителя (О (Л
| Устройство для обработки криволинейной поверхности | 1986 |
|
SU1351757A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
