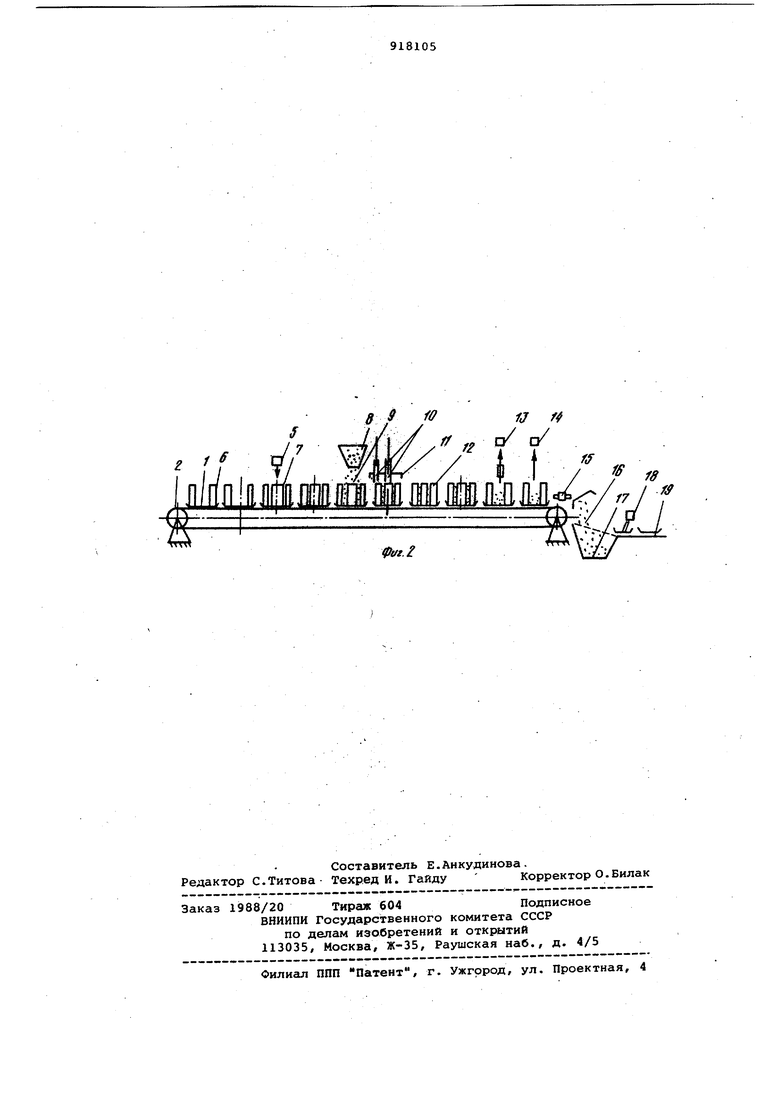
Изобретение относи ся к изготовле нию пористых труб с антикоррозионной защитой, предназначенных Ьля использовдиия в мелиоративном строительстве и химическом производстве. По основному авт. ев, №755564 известен способ изготовления строительных дренажных труб, заключающийся в; том, что перед заполнением форм сыпучим материалом устанавливают коаксиально цилиндрические пористые ко такты, между которыми засыпают графитовый порошок, а спекание производят в среде инертного газа посредс вом нагрева графитового порошка toком промышленной частоты до температуры плавления контактов и создания на их поверхности вокруг пор слоя аморфного железа Г1. Такое выполнение способа обеспечи вает повышение качества пористых,тру разных сечений путем создания на наТружной и внутренней поверхностях антикоррозионного покрытия. . На фиг.1 изображен поддон с поста ленными в него пористыми металличес кими трубами, зазор между которыми засыпан графитовым порошком; на фиг.2 - технологическая линия для осуществления способа изготовления металлических труб с антикоррозионной защитой. Способ заключается в следующем. Перед заполнением форм сыпучим материалом в огнеупорные формы 1 ленточного транспортера 2 устанавливают коаксиально цилиндрические пористые контакты 3, между которыми засыпают графитовый порошок 4, а спекание производят в среде инертного газа посредством нагрева графитового порошка током промышленной частоты до температуры плавления пористых контактов и создания на их поверхности и вокруг пор слоя аморфного железа. Пример. На ленточный транспортер (см. фиг.2), на огнеупорную форму - диэлектрический поддон - устанавливают механизмом 5 вертикально и коаксиально две металлические, например стальные, тонкостенные пористые трубы 6 и 7 диаметром, например, 500 и 400 мм и длиной б000 мм. В зазор между трубами из бункера 8 свободно засьтают графитовый порошок 9. К трубам, служащим контактами, подводят с помощью проводов 10 электроэнергию от понижающего трансформатора напряжением 60 В и силой iOOO A. При прохождении электрического тока графитовый порошок нагревается до температуры плавления металлических труб, затем ток отключа ется, и трубы и порошок остывают. Нагрев производится устройством 11 в атмосфере инертного газа. Остывшие трубы имеют слой амс рфного железа 12 толщиной от 0,02 до 2 мм, противостоящий действию кислот и ще лочей . На ленточном транспортере 2 (см. фиг.2) установлены огнеупорные поддоны и пористая металлическая труба б, механизмом 5 на поддон коакси ально с трубой б устанавливается по ристая металлическая труба 7 меньше диаметра, чем наружная. Из бункера в зазор между трубами засыпёиот гра Фитовый порошок 9, к трубам, служащим контактами, подводят провода 10 от понижающего трансформатора, чере которые подают электроэнергию для нагрева графитового порошка и труб. Нагрев производят в атмосфере инерт ного газа, который подают устройством 11. После нагрева трубы остывают на рабочем участке конвейера и в это время на их поверхности и вокру пор образуется слой аморфного железа 12, затем механизмами 13 и 14 трубы снимаются с поддонов, поддоны механизмом 15 переворачиваются на стенку 16, графитовый порошок высыпается в бункер 17 и снова идет в производство, поддоны механизмом 18 переносятся на площадку 19, откуда снова поступают на конвейер. Технико-экономический эффект изобретения заключается в повыиении качества пористых труб разных сечений путем создания на наружной и внутренней поверхностях антикоррозионного покрытия. Формула изобретения Способ изготовления строительных дренажных труб по авт. св. 755564, отличающийся тем, что, с целью повьанения качества пористых труб разных сечений путем создания на наружной и внутренней поверхностях антикоррозионного покрытия, перед заполнением форм сыпучим материалом устанавливают коаксиальио цилиндрические пористые контакты, между которьФли засыпают графитовый порошок, а спекание производят в среде инертного газа посредством нагрева графитового порошка током пролшшленной частоты до температуры плавления контактов и создания на их поверхностях и вокруг пор слоя г№юрфного железа. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 755564, кл. В 28 В 5/02, 1978 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления строительных изделий | 1979 |
|
SU850389A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ получения высокопористых металлических материалов на основе полых наноструктурированных микросфер металлов | 2020 |
|
RU2765970C1 |
| Устройство для получения металлических порошков | 1981 |
|
SU1020186A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО НИКЕЛИДА ТИТАНА | 2008 |
|
RU2394112C2 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ТИТАНА | 2009 |
|
RU2407817C2 |
| Способ изготовления самонесущего керамического композита | 1988 |
|
SU1838279A3 |
| Способ нагревания печи или другого промышленного технологического устройства | 2017 |
|
RU2710698C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПЫЛЯЕМОЙ КОМПОЗИТНОЙ МИШЕНИ ИЗ СПЛАВА ГЕЙСЛЕРА CoFeSi | 2016 |
|
RU2644223C1 |