(5Ю СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения ресурса пластичности материала тонкостенных элементов конструкций | 1981 |
|
SU1010526A1 |
| Способ рентгенографического контроля ресурса пластичности мартенситностареющих сталей | 1986 |
|
SU1396024A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ СТЕПЕНИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ В МЕТАЛЛИЧЕСКИХ СПЛАВАХ | 1997 |
|
RU2133027C1 |
| РЕНТГЕНОГРАФИЧЕСКИЙ СПОСОБ КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ ДОЛИ ХРУПКОГО РАЗРУШЕНИЯ КРУПНОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1994 |
|
RU2090869C1 |
| Способ контроля качества изделий алмаза и алмазоподобных материалов | 1974 |
|
SU498889A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕСУРСА РАБОТОСПОСОБНОСТИ МЕТАЛЛОВ | 2004 |
|
RU2261436C1 |
| СПОСОБ РЕНТГЕНОСТРУКТУРНОГО КОНТРОЛЯ ДЕТАЛИ | 2011 |
|
RU2488099C1 |
| Способ рентгенографического контроля термической обработки мартенситностареющих сталей | 1982 |
|
SU1062578A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙ | 2013 |
|
RU2537105C2 |
| Способ торможения растущих трещин в металлических изделиях | 1986 |
|
SU1353833A1 |
Изобретение относится к технике измерения механических свойств материала тонкостенных элементов оболочечного типа и может быть использовано в различных областях машиностроения, авиастроении, ракето- и судостроении, где широко применяются указанные элементы конструкций.
Известен способ оценки деформативной способности и допустимого предела пластичности металлов при штамповке и обработке давлением, основанный на измерений их структурных и физических характеристик, включающих данные об изменении интегральной интенсивности рентгеновских интерференции 1П.
Указанный способ определения ресурса пластичности металлов не является достаточна точным, так как не позволяет разделить эффекты влияния на их деформативную способность спо- I соба нагружения и плотности структур ных дефектов, а поэтому может быть
применен только в жесткой .привязке к определенному виду напряженндго состояния. В то же время известно, что различным способам обработки металла давлением соответствуют различные виды напряженного состояния, а степень приближения материала при пластической деформации к предразрушающему состоянию, характеризующая его ресурс пластичности,.суще10ственно зависит от вида напряженного состояния.
Наиболее близким по технической сущности и достигаемому положительному эффекту к изобретению является
15 способ определения качества материалов при пластической деформации, включающий снятие рентгенограмм эталонных образцов для различного вида напряженного состояния и различной
20 величины пластической деформации и рентгенограммы исследуемого образца, измерение ширины,дифракционных линий исследуемого образца и сравнение ее значений с предварительно составленной по эталонным пробам шкалой значений ширин дифракционных линий металла в зависимости от вида штампуемости 2.
Недостатком указанного способа бпределения штампуемости является невозможность по данным измерения ширины дифракционных пиний основной фазы металла однозначно определить деформативную способность материала при различных видах штамповки по следующим причинам: в указанном способе не учитывается, что различные виды штамповки тонколистовой стали соответствуют различным видам напряженного состояния, оцениваемым по величине отношения компонентов главных напряжений п 6/6Г1. этом темп изменения ширины рентгеновских линий основной фазы металла в ,зависимости от интенсивности пл стических деформаций
г, )H r«/H4- i)
I
Е г
где Ь , tr и fe-j - соответственно продольная, поперечная и радиальная составляющие деформации определяется характеристикой его напряженного сое тояния п Т п , существенно возрастая при переходе от одноосногок двухосному растяжению.
Интенсивность накопления структурных дефектов в материале при пластической деформации зависит от величины соотношения главных напряжений при двухосном растяжении и обуславливает соответствующее снижение максимальной равномер1ной пластичности материала (Е.)... , а следовательно, и его ресурса пластичности при п 0,5 и 1.
Кроме того не учитывается предель.ный структурный критерий материала (например, предельное значение ширины ренгеновских интерференции), характеризующий его предразрушающее состояние, что не позволяет количественно оценить для определенного способа штамповки допустимую пластическую деформацию при изготовлении детали из листового металла.
Целью изобретения является повышение точности определения ресурса пласти1Тности при двухосном растяжении на основе учета вида и уровня напряженного состояния, соответствующих процессу изготовления элемента конструкции и их влияния на ресурс пластичности материала.
Поставленная цель достигается тем что согласно способу определения качества материалов при пластической деформации, включающему снятие рентгенограмм, эталонных образцов для различного вида напряженного состояния и различной величины пластической, деформации и рентгенограммы исследуемого образца, измерение ширины дифракционных линий основной фазы материала, вид напряженного состояния определяют по измерениям количества кристалллитов, формирующих ограниченную и аксиальную текстуру, угла рассеяния последней, построению полюсных фигур для исследуемого образца и сопоставлению этих данных с градуировочными кривыми, построенными для эталонных образцов при различных значениях соотношения компонентов главных напряжений, определяют ширину дифракционной линии образца, подвергнутого максимальной равномерной пластической деформации, и по, отклонению от этого значения ширины дифракционной линии образца для определенного вида напряженного состояния судят о ресурсе пластичности.
Отличительной особенностью предлагаемого способа .определения ресурса пластичности материала тонкостенных элементов конструкций является оценка вида и уровня напряженного состояния при пластическом деформировании и их влияния на, степень приближения структурного состояния материала к предразрушающему.
Предлагаемый способ базируется на установленных зависимостяхосновных характеристик кристаллографической текстуры от вида напряженного состояния и инвариантности к виду напряженного состояния предельного значения ширины дифракционных линий, соответствующего ( тах
Показано, что каждому виду напряженного состояния соответствуют определенные типы кристаллографических плоскостей и направлений - идеалные ориентировки ограниченной текстуры, располагаются параллельно . фиксирова нным плоскостям и направлениям внешней.поверхности исследуемого элемента.
Так, для тонкостенного трубчатого элемента из аустенитной стали при
действии продольного осевого напряжения ( так , :;t 0,.a(3() самыми идеальными ориентировками ограниченной текстуры являются (135 211 110}- 001 и {112} 4 111 в случае одновременного действия двух компонентов напряжений - продольного 6 и поперечного 6 при п 0,5 наиболее интенсивными становятся ориентировки {110} 111 и 110J 112 , а при п 1 - llOi 001 и {110 112 . Дополнительным текстурным показателем вида напряженного состояния является количество кристаллов, формирующих ограниченную и аксиальную текстуру. Для сталей аустенитного и мартенситного классов показано, что при одноосном растяжении развивается преимущественно ограниченная текстура, а при двухосном - аксиальная текстура сжатия (с осью ПЮ для сталей аустенитного класса и ППЗ для сталей мартенситного класса, параллельной нормали к поверхности исследуемого тонкостенного элемента) . Усиление аксиальной текстуры при двухосном растяжении проявляется в увеличении объемной доли кристаллитов Qeформирующих указанный компонент текстуры, и в уменьшении угла его рассеяния dL с ростом величины интенсивност,и деформации .
Из изложенного следует, что рентгеновский анализ кристаллографической текстуры позволяет определить вид напряженного состояния, а также качественно оценить величину пластической деформации, соответствующие процессу формообразования. Более точное определение « проводится по результатам измерения ширины дифракционных линий основной фазы исследуемой стали (i(S;j), отнесенной к найденному виду напряженного состояния. Принимая во внимание, что предельное значение ширинь дифракционных линий соответствующее максимальной равномерной пластической деформации, является инвариантнь1м к виду напряженного состояния и используя эталонные кривые для соответствующих значений п по разности значений ( и |Ь (.,-) , отнесенной к определенному способу нагружения, можно определить ресурс пластичности материала.
Как видно из приведенных данных, для фиксированных значений ((g;;) вид напряженного состояния оказывает существенное влияние на темп достижения Р пр I а следовательно, и на ресурс пластичности материала, оцениваемый как разность значений (,) и Е,- соответствующи) и ft (Ч-,)..
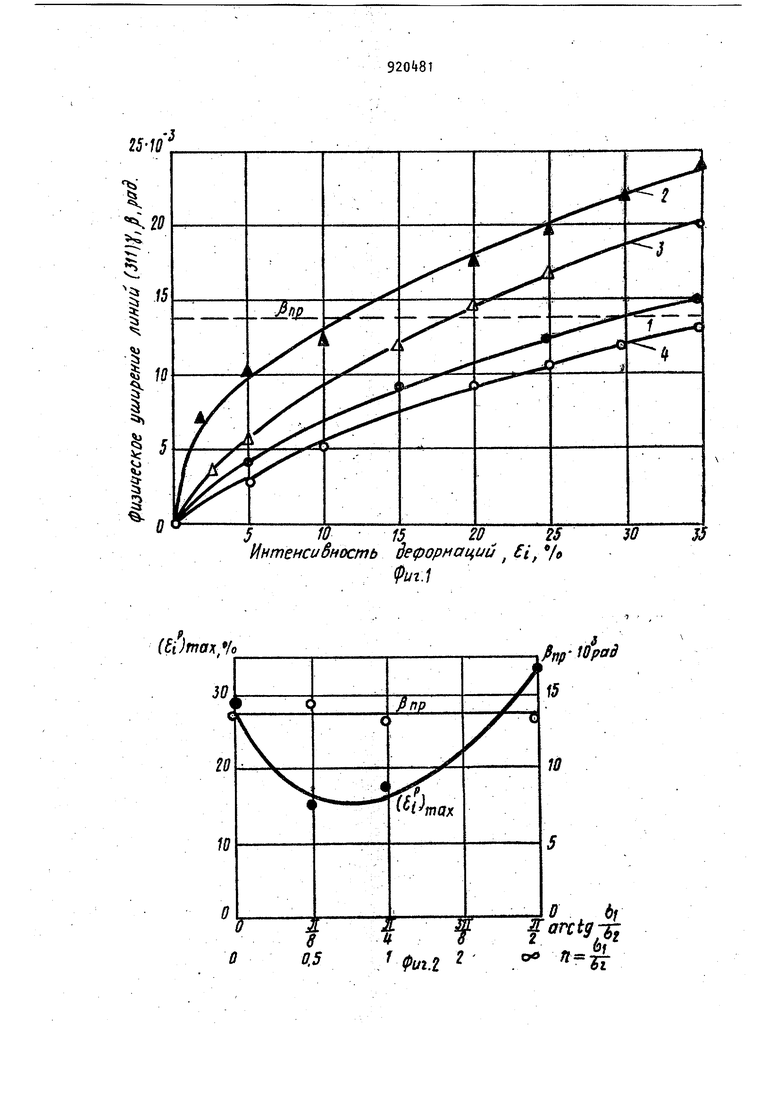
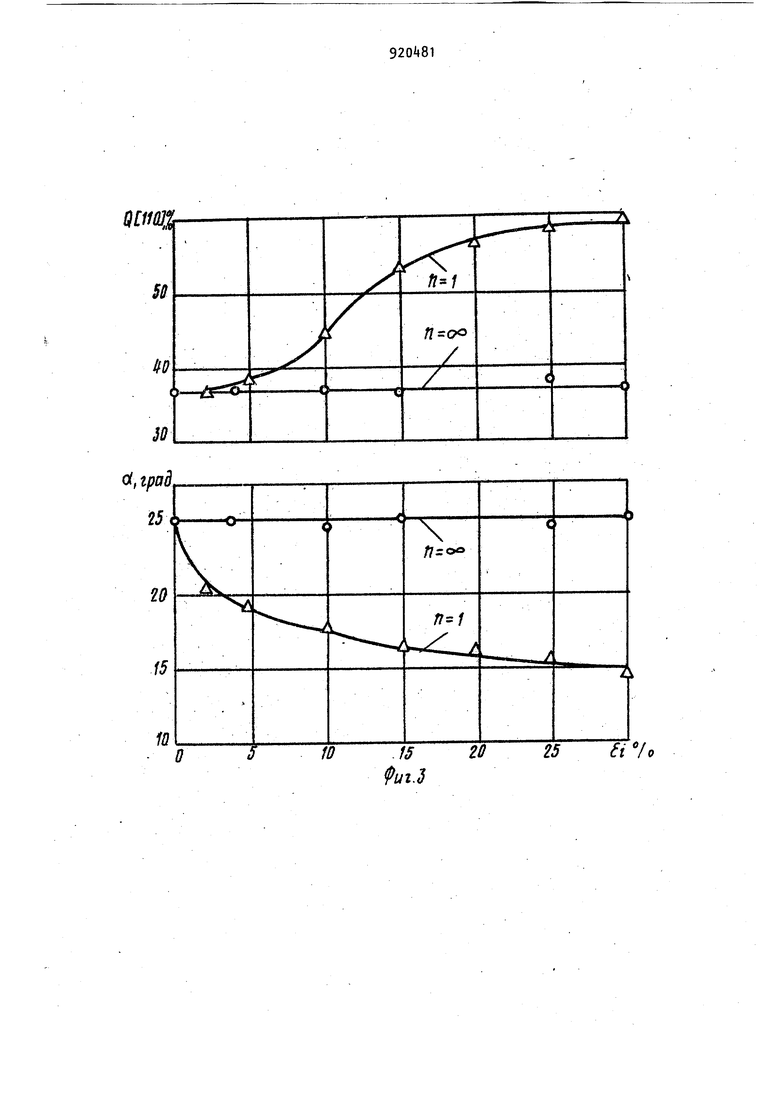
На фиг.1 показано изменение физи0ческого уширения дифракционной линии (311) -фазы стали Х18Н10Т при пластической деформации в. условиях П 0; 0,5; 1 и 00 (кривые -k соответственно); на фиг. 2 - .завйЬи5мость максимальной равномерной пластичности стали Х18Н10Т и предельного значения физического уширения дифракционной линии (311) -фазы от величины соотношения главных напря0жений; на фиг. 3 - изменение количества кристаллитов, формирующих аксиальную текстуру сжатия , и yi ла ее рассеяния cL при пластическом деформировании стали Х18Н10Т в услф
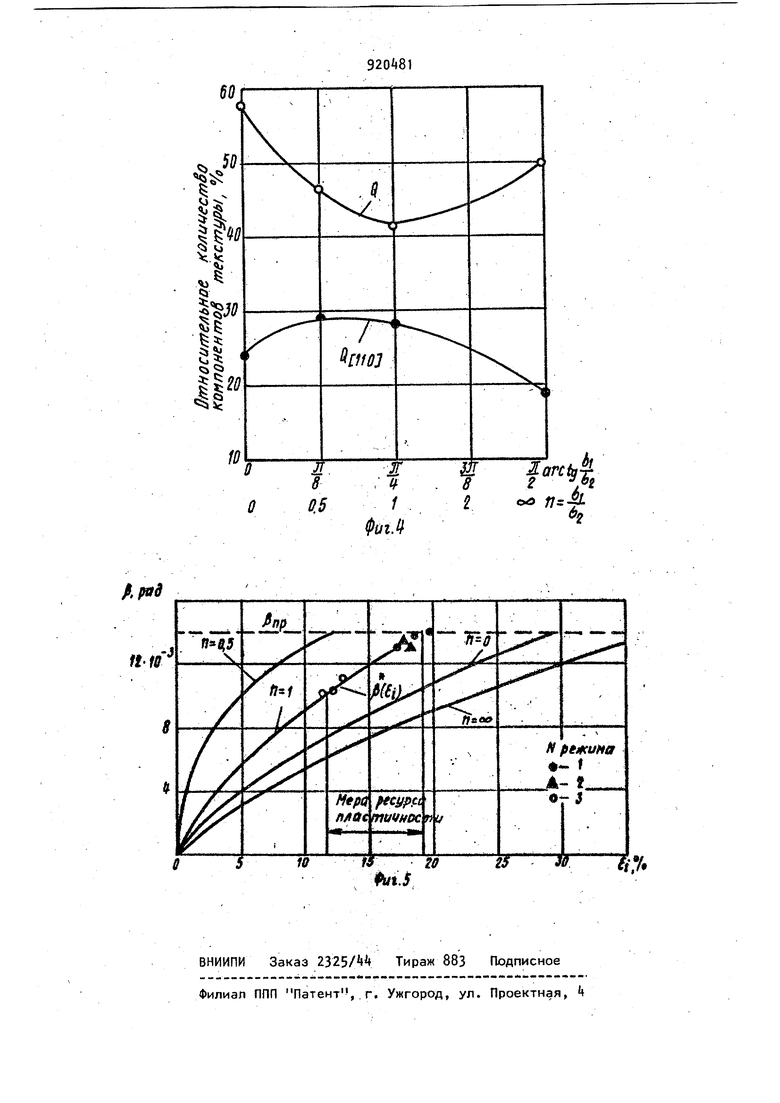
5 ВИЯХ п «о и п 1; на фиг. «влияние вида напряженного состояния на количество кристаллитов,формирующих ограниченную Q и аксиальную текстуру сжатия Gl л-ю стали
0 Х18Н10Т при 1 15%;на фиг. 5 влияние режима магнитно-импульсной обработки на физическое уширение дифракционных линий j -фазы и степень его отклонения от предель5ного значения для найденного значения п.
П р и м е р. Проводится рентгеновский текстурный и структурный анализ материала тонкостенных оболо0чек, изготовленных из трубчатых заготовок стали Х18Н10Т при трех режимах магнитно-импульсной обработки, характеризующихся различной энергией и и числом импульсов N. Для
5 первого режима обработки U 1,63,3 кдж, N 5; для второго режима U t кдж, N 3; для третьего .режима О 1,6 кдж, N 6.
Для определения ресурса пластичности материала тонкостенных оболочек и выявления режима магнитно-импульсной обработки, обеспечивающего его максимальное значение, определяют ширину рентгеновских интер5ференции -фазы материала указанных оболочек изготовленных по различным режимам, количество кристаллитов, формирующих ограниченную и аксимальную текстуру, углы рассеяния последне, а также строили полюсные фигуры, из которых определяли наиболее интенсивные идеальные ориентировки ограниченной текстуры. Полученные результаты сопоставляю с соответствующими эталонными данными для различных соотношений главных напряжений (см.фиг. 1 и 3).. На основе сопоставления данных , текстурного анализа установлено,что при всех рассматриваемых режимах маг нитно-импульсной обработки в материа ле тонкостенных оболочек создается плоское напряженное состояние, соответствующее отношению главных напряжений п 1. На основе сопоставления характера изменения ширины дифракционных линий -jr -фазы.стали X18HIOT при пластической деформации в условиях д 1 и предельного значения ширины рентгеновских интерференции, соответствующего (.(см. фиг.1, кривая 3, фиг.2), с шири ной соответствующих дифракционных линий - фазы материала тонкостенных оболочек, изготовленных .по различным режимам магнитно-импульсной обработки (фиг.5)л получено, что плотность структурных дефектов в материале тонкостенных оболочек (оцениваемая по ширине его дифракционных линий), при первых двух режимах магнитнд-импульсной обработки практически достигает предельного значения, и ресурс пластичности материала стремится к нулю. При третьем режиме магнитно-импульсной обработки, ширина дифракционных линий -фазы существенно .ниже ее предельного значения и ресурс пластичности материала возрастает, составляя по критерию(бП - Л 5% Без учета вида напряженного состояния .ресурс пласти ности материала по данным ширины его дифракционных линий определить невозможно, так как для фиксирован.Р() ного значения неизвестными являются-и (} g. соответствующие (Ь. Использование предлагаемого способа определения качества материалов при пластической деформации обеспечивает, по сравнению с существующими способами, определение вида и уровня напряженного состояния, соответствующего процессу формообразования тонкостенных элементов конструкций, и учет влияния найденных«параметров указанного .процесса на деформативную способность материала, что позволяет более точно определить допустимую пластическую деформацию, предшествую щую разрушению элемента конструкции, а следовательно, повысить надежность его работы за счет рационального выбрра способа нагружения в процессе формообразования. Формула изобретения Способ определения качества материалов при пластической деформации, включающий снятие рентгенограмм эталонных образцов для различных видов напряженного состояния и различных величин пластической деформации и рентгенограммы исследуемого образца , измерение ширины дифракционных линий основной фазы материала, отличающийся тем, что, с целью повышения точности определения ресурса пластичности при двухосном растяжени.и, вид напряженного состояния определяют по количеству кристаллитов , формирующих ограниченную и аксиальную текстуру, углу рассеяния последней и построению полюсных фигур для исследуемого образца, причем полученные данные сопоставляют с градуироеочными кривыми, построеннь1ми для эталонных образцов при различных соотношениях компонентов главных напряжений, определяют ширину дифракционной линии образца, подвергнутого максимальной равномерной плас1ической деформации, и по отклонению от этого значения ширины дифракционной линии образца для определенного вида напряженного состояния судят о ресурсе пластичности. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР , кл. С 01 N 3/28, 1970. 2.Автсэрское свидетельство СССР К 21920, кл. G 01 N 23/20, 1972 (прототип), Ж Интенсионость f5202S деформаций f/, /
DLlWSr
5S
lfl
F±6$:i
-€5 of, e/jflf 5
/7ГОЮ /
z ft V(
