Предложенное решение относится к области исследования прочностных свойств металлов и касается оценки их деформационно-прочностных характеристик путем приложения к ним растягивающих (сжимающих) статических нагрузок и определения возникающих при этом повреждений методом рентгеноструктурного анализа.
Проблема достоверного определения ресурса работоспособности технических изделий вообще и металлических материалов в частности становится все более актуальной, учитывая постоянное расширение ассортимента этих материалов, ужесточение режимов их эксплуатации, совместное воздействие на них силовых, технологических, химических и пр. факторов.
В 60-х годах широкое развитие получила механика разрушения материалов и конструкций, ведущая свое начало с классических работ А.Гриффитса (1920 г.). Традиционный расчет на прочность конкретной конструкции или детали базируется на том, что конструкция (деталь) разрушается, когда в опасном ее сечении достигается уровень напряжения, равный пределу прочности материала (или некоторая предельная деформация). Однако практика свидетельствует, что разрушающая нагрузка зачастую оказывается значительно меньше, чем предсказывает теория. Это связано с наличием в элементах конструкций технологических или эксплуатационных дефектов. Наиболее опасны из них трещины. Пользуясь критериями механики разрушения, можно оценить размеры трещин, допустимых в различных зонах конструкций при эксплуатационных нагрузках. На таких расчетах базируются нормы дефектности, регламентирующие допустимые размеры трещин и трещиноподобных дефектов для конкретных типов конструкций в условиях статического, циклического и динамического нагружений.
Критерии прочности, работоспособности металла для этих видов нагружения различны. Однако до сих пор в конструкторских и технологических расчетах, оценках долговечности и надежности используются лишь традиционные статистические данные по пределу упругости, пределу текучести и временному сопротивлению. Это связано в основном с удобством применения хорошо разработанных законов механики сплошной среды. При рассмотрении вопросов пластичности и конечных деформаций в теории механики исходят обычно из того, что эффекты предыстории не являются важными, а наличие микродефектов в поверхностных слоях и равномерно рассеянных по объему материала вовсе не принимается во внимание. В настоящее время хорошо известно, что разрушение твердых тел, работоспособность деталей машин и конструкций (их долговечность) зависят, а в ряде случаев определяются свойствами поверхностных слоев - наличием в них микротрещин. Особое влияние состояние поверхностных слоев оказывает на усталостные процессы, которые сопровождают эксплуатацию всех движущихся в наземной, воздушной и водной средах объектов, стационарных энергетических установок, станочного оборудования, изделий орг- и бытовой техники. Ведущая роль принадлежит поверхностным слоям при фрикционном взаимодействии металлов, когда поверхностные слои являются основным рабочим объемом и подвергаются воздействию различных сред (смазок).
Согласно требованиям современной техники, очевидно, что без оценки физического состояния поверхностных слоев, особенно с точки зрения их деструкции (степени микроразрушений), нельзя оценить качество материала, его конструкционные и технологические возможности, а также ресурс его работоспособности.
При решении задач по определению ресурса работоспособности металлических материалов различают три кинетических стадии развития процесса разрушения, каждой из которых соответствует свой масштаб, определяемый толщиной слоя металла, в котором локализуются процессы деформирования (см., например, Н.Ф.Голубев и др. Прогнозирование износостойкости и долговечности материалов и деталей машин, Новосибирск, 1997, с.7). 1-я стадия повреждаемости - стадия накопления дефектов и микроразрушений имеет микромасштаб порядка 0,01...0,3 мкм. 2-я - стадия развития трещин протекает в масштабе 0,1...20 мкм, который позволяет применять положения и критерии линейной механики. 3-я - стадия разрушения имеет макромасштаб порядка 10...104 мкм.
Поскольку процесс разрушения начинается (как правило) с поверхности, естественно, что к его изучению привлекаются методы оценки структурно-чувствительных параметров кристаллической решетки исследуемого металла, в частности, метод рентгеноструктурного анализа, одним из преимуществ которого является тот факт, что регистрируемые параметры структурного состояния являются усредненными по объему и обеспечивают хорошую корреляцию с физическими свойствами материалов. Экспериментальной основой рентгенографического выявления структурных изменений исследуемого металла служат параметры дифракционной картины на рентгенограмме или дифрактограмме. Регистрируемым параметром при этом может быть расстояние между соседними параллельными плоскостями кристаллической решетки (d), которое несет в себе информацию об упругих напряжениях 1-го рода, связанных с упругой деформацией исследуемого металла. Другим параметром является ширина интерференционной линии на рентгенограмме (β), которая является критерием оценки напряжений 2-го рода, обусловленных не только микродеформацией кристаллической решетки, но и плотностью дислокации, характеризующей разрушение кристаллов (изгиб, сжатие, их дробление) и наличием дисперсных элементов субструктуры металла.
Одним из известных вариантов использования рентгенографического метода применительно к задачам исследования деформации металлов является метод «скользящего пучка рентгеновских лучей», который дает возможность получить информацию об их состоянии на различной глубине в пределах 0,1...20 мкм (в зависимости от длины волны излучения и угла падения рентгеновского луча к поверхности образца), т.е. в пределах первых двух вышеупомянутых стадий разрушения, которые представляют наибольший практический интерес.
Решением, наиболее близким к предложенному по своей технической сущности и принятому за прототип, является реализованный в известном устройстве (а.с. РФ №2115901, кл. G 01 L 1/25) способ определения остаточных напряжений в реальных металлоконструкциях, в частности, в трубопроводе, по изменению структурно-чувствительного параметра кристаллической решетки исследуемого металла.
Способ состоит в том, что методом рентгеноструктурного анализа определяют значение структурно-чувствительного параметра кристаллической решетки металла трубопровода в его исходном и постдеформационном (после сварки) состояниях. В качестве структурно-чувствительного параметра металла используется расстояние между плоскостями кристалла - d, полученное на металле в исходном состоянии (do) и после различного вида воздействия (деформация, упрочнение, технология и т.д.) - d.
Сравнивая полученные значения d и do, расчетным путем определяют деформационно-прочностные характеристики металла, обусловленные силовыми или технологическими факторами. В частности, зная d и do, можно определить удлинение Δd=d-do в направлении, перпендикулярном к отражающей поверхности кристалла. Затем в соответствии с законом Гука определяют остаточные напряжения σост в металле согласно зависимости  .
.
Зная σост, сравнивают его σтр - пределом текучести при растяжении данного металла и тем самым определяют запас прочности, т.е. ресурс его работоспособности.
Недостаток данного способа состоит в том, что он не позволяет оценивать зависимость ресурса прочности, работоспособности металла от степени его дефектности (микроразрушений) в поверхностных слоях, неизбежно возникающих как при обработке технологическими методами, так и в условиях эксплуатации.
Таким образом, задача состоит в устранении этого недостатка путем учета степени повреждаемости поверхностных слоев.
В соответствии с поставленной задачей предложенный способ определения ресурса работоспособности металла по изменению структурно-чувствительного параметра его кристаллической решетки, как и прототип, состоит в том, что методом рентгеноструктурного анализа определяют значения структурно-чувствительного параметра кристаллической решетки исследуемого металла в его исходном и постдеформационном состояниях, по изменению этого параметра расчетньм путем определяют деформационно-прочностные характеристики металла, обусловленные эксплуатационными нагрузками и/или конкретньми видами его технологической обработки, а о ресурсе его работоспособности судят путем сравнения фактически полученных деформационно-прочностных характеристик с допустимыми.
Способ отличается от прототипа тем, что в качестве структурно-чувствительного параметра используют ширину рентгеновской линии (β), в процессе испытания регистрируют усилие деформирования (Р), обусловленную им деформацию (Δl) и соответствующие им значения структурно-чувствительного параметра (β), по которым затем расчетным путем определяют зависимости истинных напряжений (S) и структурно-чувствительного параметра (β) от степени относительной остаточной деформации (δ), строят деструкционную диаграмму (S-δ1/2) и линеаризованную диаграмму (β1/2-δ1/2) с регистрацией на них точек перегиба, обусловленных переходом упругопластической стадии деформирования в пластически-деструкционную стадию, а деформационно-прочностные характеристики SD и δD, соответствующие точке перегиба на деструкционной диаграмме (точке деструкции D), принимают за критерий допустимой поверхностной прочности, обеспечивающий максимальную работоспособность материала.
При этом о качестве материала можно судить по коэффициенту добротности η=δр/δ или по коэффициенту деструкции Δ=δd/δp, где δ - полная относительная остаточная деформация материала; δр - упругопластическая составляющая в полной относительной остаточной деформации; δd - пластически-деструкционная составляющая в полной относительной остаточной деформации.
Предложенный способ иллюстрируется нижеприведенными чертежами.
На фиг.1(а, б) представлены типичные диаграммы растяжения металла в координатах «нагрузка - удлинение» (Р-Δl)(а) и «истинные напряжения - остаточная деформация» (S-δ1/2)(б), где т. D - точка деструкции.
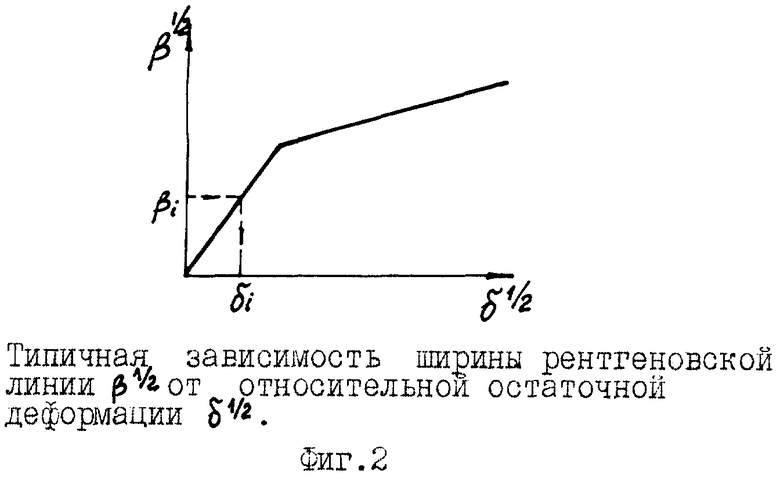
На фиг.2 - типичная линеаризованная диаграмма зависимости ширины рентгеновской линии от полной относительной остаточной деформации (β1/2-δ1/2).
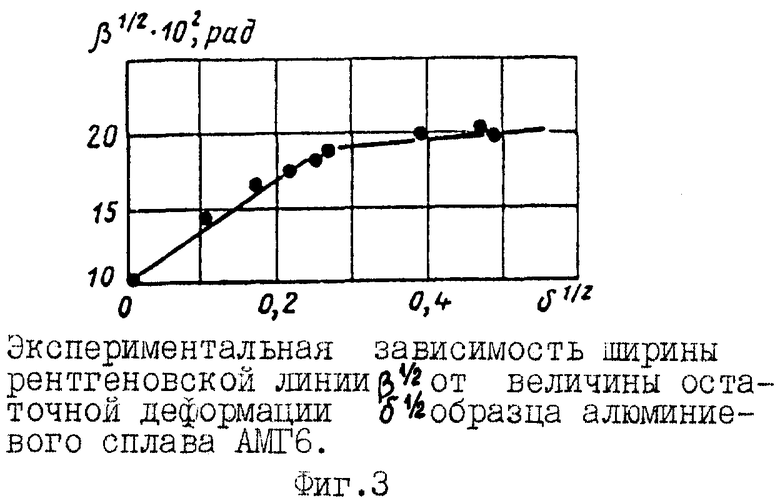
На фиг.3 - экспериментальная зависимость ширины рентгеновской линии (β1/2) от величины полной относительной остаточной деформации (δ1/2) образца алюминиевого сплава Амг6.
Следует заметить, что линеаризовать представленные зависимости можно и другими известными методами, в частности, в логарифмических или полулогарифмических координатах или же представив их соответственно в табулированном виде. Местоположение точки D при этом сохраняется.
Способ реализуют следующим образом.
Механические испытания проводятся деформированием образца из исследуемого металла известным образом на разрывной машине, например, типа «Инстрон», с записью традиционной диаграммы растяжения (сжатия) в координатах «нагрузка - удлинение» (Р-Δl (см. фиг.1а). По полученным данным определяют истинные напряжения (S=P/Fi) и соответствующие им значения относительной остаточной деформации (δ), имея которые, можно построить теперь деструкционную диаграмму (S-δ1/2) (фиг.1б).
На полученной диаграмме явным образом обнаруживается точка перегиба (t.D.), которая, как показали исследования, находится между пределом текучести (SТ) и пределом прочности (SВ) и соответствует переходу упругопластической стадии деформирования в пластически-деструкционную стадию, что обусловлено появлением и накоплением микроповреждений в материале.
Деформационно-прочностные характеристики, соответствующие точке перегиба на деструкционной диаграмме, соответственно SD и δD принимают за критерий допустимой поверхностной прочности, обеспечивающей максимальную работоспособность исследуемого металла.
Параллельно с этим, на том же или другом образце, идентичном исследуемому (т.е. с такой же технологической наследственностью) и подвергнутому заданной деформации, проводят рентгеноструктурный анализ поверхностных слоев с регистрацией ширины интерференционной линии (β) и определяют ее зависимость от степени относительной остаточной деформации образца β-f(δ). Связь параметра (β) с относительной остаточной деформацией также представляют в линеаризованном виде, например, в виде 
Затем после или в процессе эксплуатации исследуемого материала (если это деталь натурного узла) или обработки материала технологическими методами (прокатка, штамповка, точение, шлифование, термообработка и т.п.) определяют в поверхностном слое исследуемого материала значение структурно-чувствительного параметра βi, с помощью которого можно судить о степени фактической дефектности анализируемого слоя.
Имея конкретное значение βi и пользуясь ранее полученной для этого материала зависимостью β1/2-δ1/2 (см. фиг.2), находят конкретное значение степени относительной остаточной деформации поверхностного слоя δi, обусловленной предыдущей эксплуатацией или какого-либо вида обработкой. Далее сопоставляют полученные значения δi с координатой δ на деструкционной диаграмме материала (см. фиг.1б). Пока фактические деформации δi в поверхностном слое не превысили деформации, характерной для точки деструкции D, можно быть уверенным, что материал полностью работоспособен, так как степень его повреждения невелика и близка к своему исходному состоянию.
При заданной или фактически достигнутой полной относительной остаточной деформации δ, которая всегда равна сумме упругопластической δр и деструкционной δd составляющих (δ=δp+δd), степень ожидаемой или фактической деструкции материала можно оценивать по так называемому «коэффициенту деструкции» Δ=δd/δр или же по «коэффициенту добротности» η=δp/δ, которые легко находятся по линеаризованной зависимости - деструкционной диаграмме S-δ1/2 (фиг.1б). Между собой они связаны выражениями η=1/1+Δ или Δ=1/η-1. Очевидно, что пока текущая деформация δi не превышает значения, характерного для точки D, вся полная деформация определяется в основном ее упругопластической составляющей δ=δр, деструкционная же составляющая δd близка к 0.
По мере эксплуатации детали (изделия) или обработки материала технологическими методами фактическая деформация в поверхностном слое δi в конце концов превышает δd, и тогда соответственно коэффициент добротности (η) становится меньше 1, а коэффициент деструкции (Δ) не равен нулю.
Строго говоря, после точки деструкции D материал нельзя считать сплошным. Это свидетельствует о том, что материал работает уже в пластически-деструкционной стадии. С точки зрения концепции безопасной повреждаемости (Прочность, ресурс и безопасность машин и конструкций /Под ред. Н.А.Махутова и М.М.Гаденина, Москва, 2000 г., с.530) дальнейшая эксплуатация детали (узла, изделия), хотя еще и возможна, однако уже следует иметь в виду, что это сопряжено с потерей надежности, с риском, степень которого тем выше, чем ответственнее деталь и чем больше фактическая деформация поверхностного слоя.
Таким образом, упругопластически-деструкционный анализ поведения металлического материала и его поверхностных слоев при деформировании, базирующийся на деструкционных диаграммах одноосного растяжения (сжатия), является чувствительным способом оценки механического состояния - степени деструкции (микроповрежденности) материала и его поверхностных слоев (покрытий) в результате эксплуатации, обработки технологическими методами и т.д., учет которой в механике деформированных твердых тел позволяет повысить достоверность прогнозирования работоспособности промышленных изделий, оценку качества используемого материала, а также предотвратить возможные аварийные ситуации - внезапное разрушение, поломки деталей машин и конструкций.
Применительно к обработке металлических материалов технологическими методами предложенный критерий позволяет обоснованно назначать режимы обработки, обеспечивающие в итоге оптимальное состояние поверхностного слоя с точки зрения его долговечности.
Преимущество анализа материала с использованием деструкционной диаграммы, т.е. с позиций развития и накопления микроповреждений в процессе деформирования, иллюстрируется результатами отработки технологии штамповки алюминиевого сплава Амг6. Сплав подвергался штамповке статическим и динамическим (импульсным магнитным полем - ИМП) методами при одинаковых степенях осадки - 7,15 и 25%. Если традиционные механические характеристики НВ, σт, σв при последующих испытаниях образцов на растяжение оказались практически одинаковыми (разброс экспериментальных данных по этим показателям находился в пределах 0,3-4%), то степень деструкции сплавов - существенно различной. Экспериментально установлено, что переход в пластически-деструкционную область при последующем растяжении наступил для статически штампованного образца раньше (δ=6,9%), чем для динамически штампованного (δ=10,8%). Коэффициенты добротности при этом оказались соответственно равны ηстат=0,6 и ηдин=0,8, что обусловило увеличение на два порядка долговечности при циклических испытаниях - от 2·103 до 1·105 циклов при σmax=1 МПа.
Коэффициент добротности сплава после ИМП даже при утонении детали на 25% имеет достаточно высокое значение (η=0,7), в то время как при статической штамповке такая же деталь разрушается. Это свидетельствует о том, что при деформировании ИМП в структуре сплава образуется значительно меньше микроповреждений и, следовательно, можно сократить количество переходов при изготовлении деталей - многоступенчатый процесс статической штамповки заменить на одно-, двухступенчатый процесс динамической штамповки и тем самым существенно повысить производительность труда и качество конечного продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ РЕСУРСА ТРУБНЫХ ИЗДЕЛИЙ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ | 2014 |
|
RU2555202C1 |
| СПОСОБ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ ДЕФЕКТОВ ПРИ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ МАТЕРИАЛОВ В ПРОЦЕССЕ СИЛОВОГО ВОЗДЕЙСТВИЯ | 2004 |
|
RU2298785C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТЕРИЯ СОПРОТИВЛЕНИЯ МЕТАЛЛОВ И СПЛАВОВ ХРУПКОМУ РАЗРУШЕНИЮ | 2008 |
|
RU2383006C1 |
| Способ обработки металлических материалов | 1987 |
|
SU1553565A1 |
| Способ определения ресурса стальных изделий | 2019 |
|
RU2706106C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432221C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛА ДЛИТЕЛЬНО ЭКСПЛУАТИРУЕМЫХ СТАЛЬНЫХ ТРУБ | 2007 |
|
RU2339018C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2002 |
|
RU2221231C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ ИЗДЕЛИЙ | 1989 |
|
RU2297616C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИОННЫХ И ПРОЧНОСТНЫХ СВОЙСТВ МАТЕРИАЛОВ ПРИ БОЛЬШИХ ДЕФОРМАЦИЯХ И НЕОДНОРОДНОМ НАПРЯЖЕННО-ДЕФОРМИРОВАННОМ СОСТОЯНИИ | 2006 |
|
RU2324162C2 |
Изобретение относится к области исследования прочностных свойств металлов, в частности к оценке их деформационно-прочностных характеристик, путем приложения к ним нагрузок и определения возникающих при этом повреждений методом рентгеноструктурного анализа. Способ состоит в том, что методом рентгеноструктурного анализа определяют значения структурно-чувствительного параметра кристаллической решетки исследуемого металла в его исходном и постдеформационном состояниях, по изменению этого параметра расчетным путем определяют деформационно-прочностные характеристики металла, о ресурсе его работоспособности судят путем сравнения фактически полученных характеристик с допустимьми. При этом в качестве структурно-чувствительного параметра используют ширину рентгеновской линии (β), в процессе испытаний регистрируют усилие деформирования (Р), обусловленную им деформацию (Δl) и соответствующие им значения структурно-чувствительного параметра (β), по которым затем расчетным путем определяют зависимости истинных напряжений (S) и структурно-чувствительного параметра (β) от степени относительной остаточной деформации (δ), строят деструкционную диаграмму (S-δ1/2) и линеаризованную диаграмму (β1/2-δ1/2) с регистрацией на них точек перегиба, деформационно-прочностные характеристики SD и δD, соответствующие точке перегиба на деструкционной диаграмме (точке деструкции D), принимают за критерий допустимой поверхностной прочности, обеспечивающей максимальную работоспособность металла. Также в качестве критерия работоспособности металла можно использовать коэффициент его добротности (η) или коэффициент деструкции (Δ). Технический результат - повышение точности оценки ресурса работоспособности материала. 2 з.п. ф-лы, 3 ил.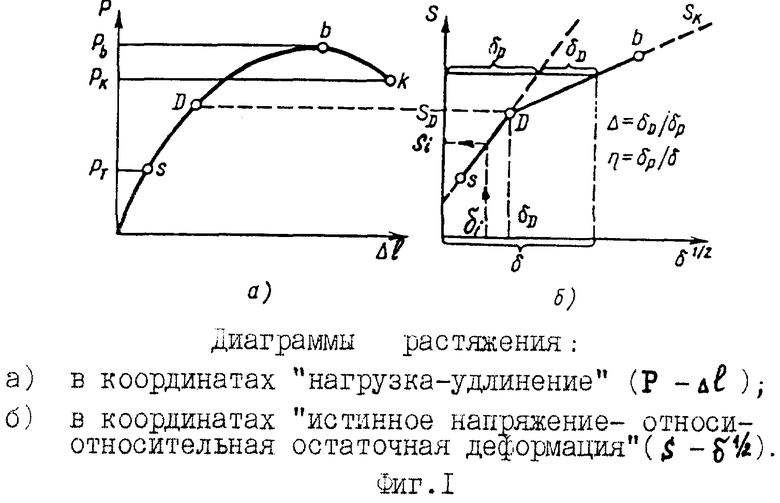
η=δр/δ,
где δ - полная относительная остаточная деформация исследуемого образца;
δр - упругопластическая составляющая в полной относительной остаточной деформации образца.
Δ=δd/δр,
где δd - деструкционная составляющая в полной относительной остаточной деформации образца.
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 1996 |
|
RU2115901C1 |
| СПОСОБ ОЦЕНКИ ОСТАТОЧНОГО РЕСУРСА ДЕТАЛЕЙ | 2002 |
|
RU2215280C1 |
| Способ определения усталостной долговечности конструкции | 1979 |
|
SU918816A1 |
| US 5490195 А, 06.02.1996 | |||
| ЛЕЙКА ДЛЯ ДУША С МОЙКОЙ | 2019 |
|
RU2742478C1 |

