Изобретение относится к области машиностроения и может быть использовано при изготовлении трубопроводов, в том числе непосредственно на месте монтажа.
Известна машина для изготовления трубопровода, содержащая подвижную оправку, основные и резервные обоймы для рулонной стали и формующие устройства, при этом число основных и резервных обойм и формующих устройств равно числу слоев трубопровода (SU 588707 A1, 30.11.1993, B 23 K 20/00).
Недостатком известной машины является невозможность изготовления труб на месте монтажа трубопровода, в связи с чем возникает необходимость их транспортировки. При этом трубы вынужденно изготавливаются ограниченной длины (6-12 м) и возникает проблема их соединения, требующая больших материальных и энергетических затрат.
Технической задачей, на решение которой направлено заявленное изобретение, является обеспечение возможности изготовления труб непосредственно на месте монтажа трубопровода.
Поставленная задача решается тем, что известная машина для изготовления трубопровода, содержащая подвижную оправку, основные и резервные обоймы для рулонной стали и формующие устройства, при этом число основных и резервных обойм и формующих устройств равно числу слоев трубопровода, согласно изобретению снабжена платформами, установленными на шасси на гусеничном или колесном ходу, а также грузоподъемными механизмами, емкостями для топлива и связующего, нагревательными устройствами и насосами, оправка снабжена приводом в виде основного вращающегося вала и механизма передачи движения от основного вращающегося вала, а подвижная оправка, основные обоймы и формующие устройства последовательно размещены на платформах с параллельно им установленными резервными обоймами.
Каждая основная обойма для рулонной стали выполнена в виде гильзы, установленной с возможностью вращения и связанной с основным вращающимся валом посредством механизма передачи движения, и корпуса с прорезью для подачи стальной ленты от рулона, установленного с опорой на ролики роликовой опоры, расположенные по окружности корпуса, и с возможностью вращения вокруг гильзы.
Каждое формующее устройство выполнено в виде установленного с возможностью вращения корпуса, обкатывающих роликов, оснащенных пружинными опорами, и расположенных по обе стороны относительно упомянутых пружинных опор автономных регулирующих устройств, а нагревательные устройства и емкости для топлива размещены в корпусах формующих устройств.
Оправка состоит из двух частей, одна из которых выполнена в виде каркаса из стрингеров и закрепленных вдоль них бочкообразных роликов, образующая которых имеет радиус кривизны, равный радиусу наружной поверхности оправки, а вторая часть оправки выполнена в виде цилиндрического корпуса с канавками и отверстиями, расположенной в корпусе с кольцевым зазором обечайки и емкостей для антифрикционной жидкости, при этом упомянутые емкости для антифрикционной жидкости, а также насосы и емкости для связующего расположены в цилиндрическом корпусе.
Сущность изобретения поясняется чертежами. На фиг. 1 представлена принципиальная схема машины для изготовления трубопровода, вид сверху и вид сбоку; на фиг. 2 - конструкция обоймы для рулонной стали, вид сбоку; на фиг. 3 - то же, вид сзади; на фиг. 4 -конструкция формующего устройства, вид сбоку; на фиг. 5 - то же, вид сзади; на фиг. 6 - конструкция подвижной оправки, вид в разрезе сбоку; на фиг. 7 - разрез A-A на фиг. 6.
Машина для изготовления трубопровода состоит из следующих основных узлов (фиг. 1):
- шасси 1 на базе транспортера грузоподъемностью 30-40 тонн;
- платформа 2 с колесным или гусеничным ходом 3;
- обоймы 4 для размещения рулонной стали 5;
- резервные обоймы 6 для запасных рулонов 7;
- выдвижная оправка 8;
- формующие обоймы 9;
- устройство для нанесения связующего 10;
- емкости 12 для связующего;
- грузоподъемные механизмы 13;
- пульт управления 14;
- механизм укладки трубы в траншею 15;
- направляющее устройство 16;
- механизмы передачи движения.
Машина в зависимости от количества навиваемых слоев может состоять из двух, трех или более самоходных платформ. При этом выдвижная оправка имеется только на первой платформе, а остальные платформы производят навивку на трубу, изготовленную первой платформой.
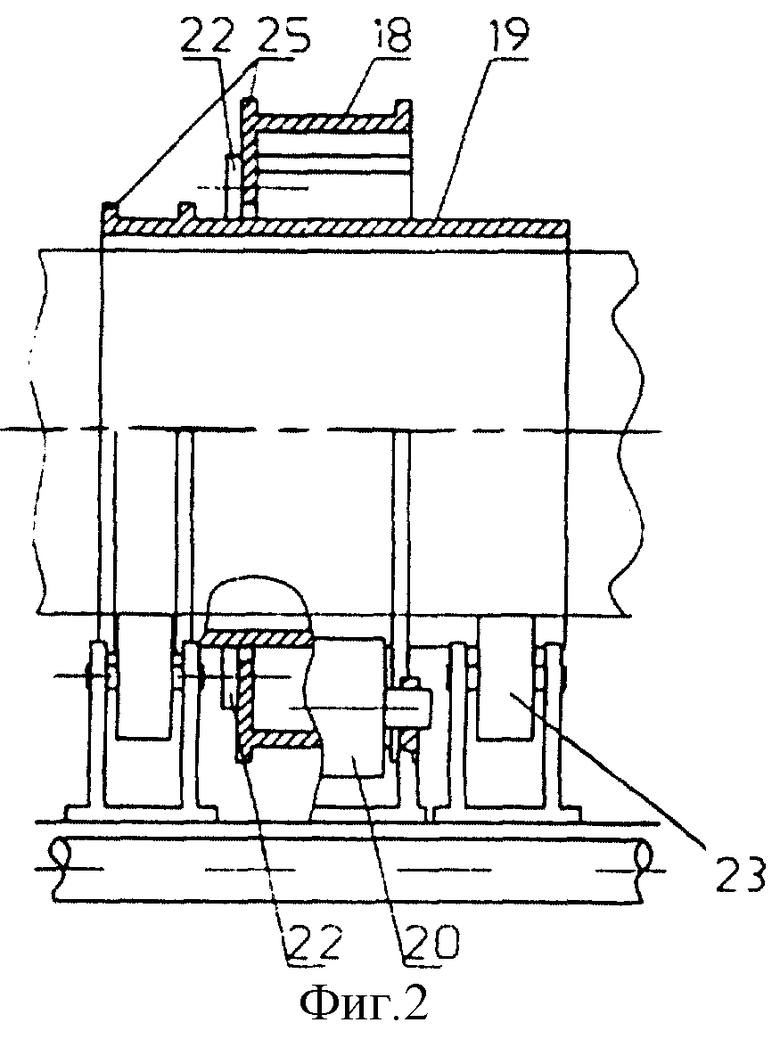
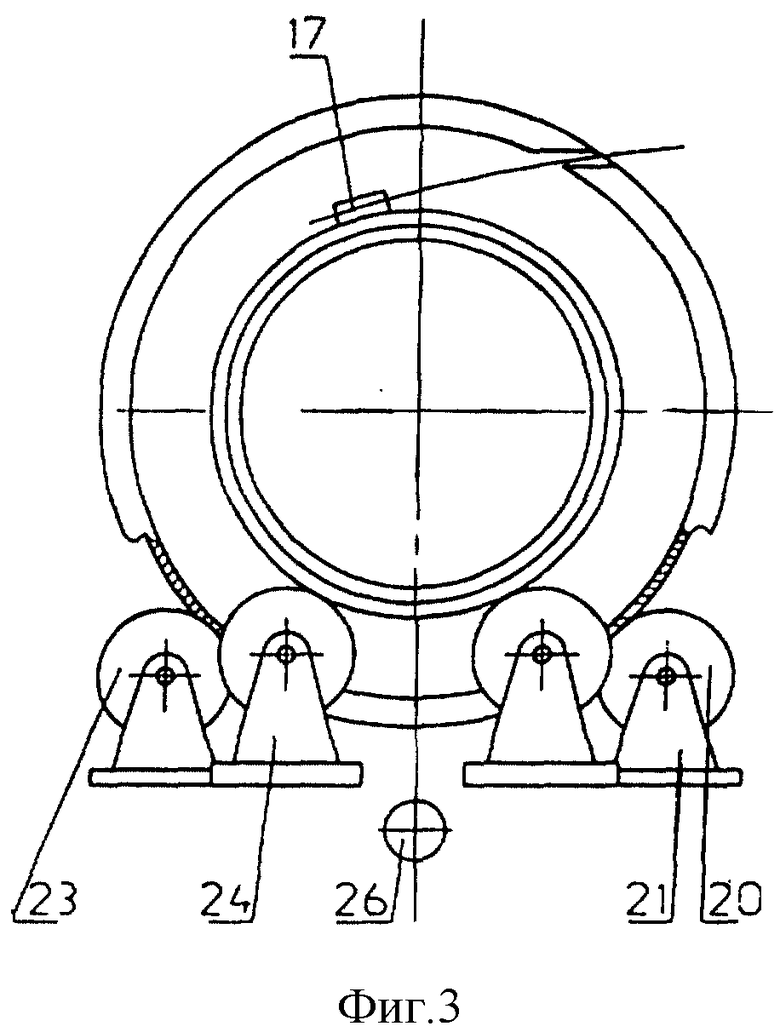
На фиг. 2 и 3 изображена основная обойма 4, которая состоит из подвижного корпуса 18 и вращающейся гильзы 19. Корпус 18 опирается на вращающиеся ролики 20 роликовой опоры 21 и на ролики 22, расположенные по окружности корпуса 18. Вращающаяся гильза 19 опирается на ролики 23 роликовой опоры 24. Роликовые опоры 21 и 24 могут сводиться и разводиться с помощью винтовых устройств. Фиксация обоймы в осевом направлении достигается с помощью бортиков 25 корпуса 18 и гильзы 19. Вращение гильзы передается от вала 26.
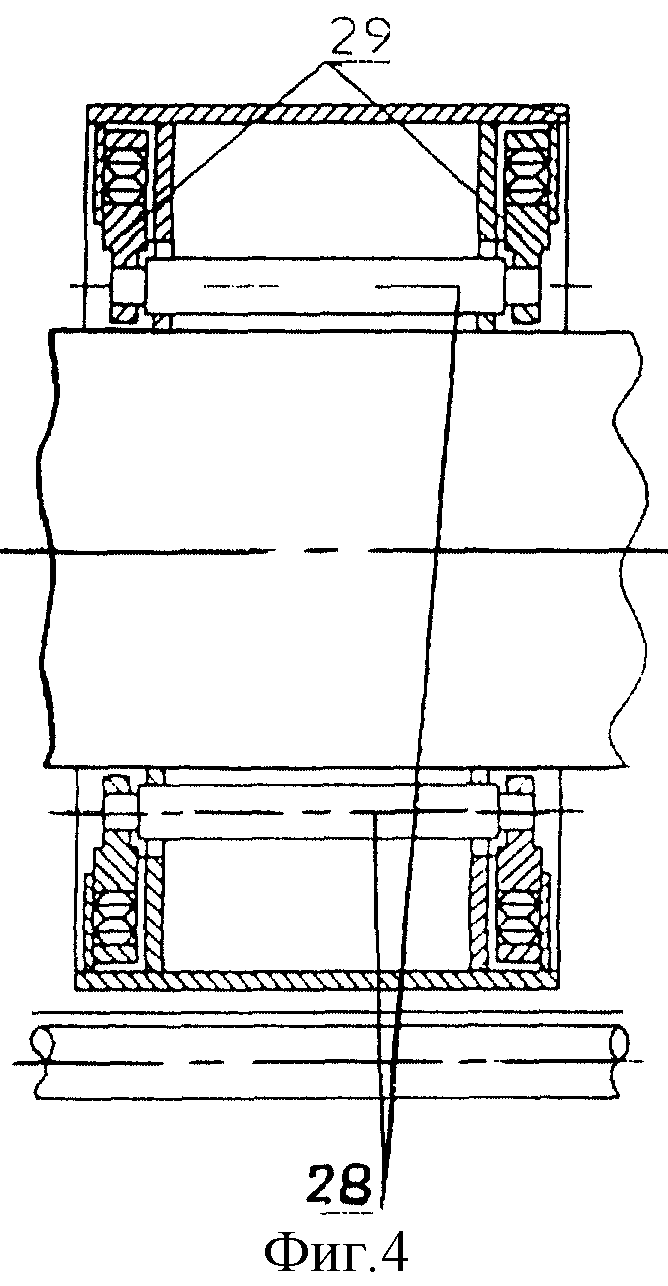
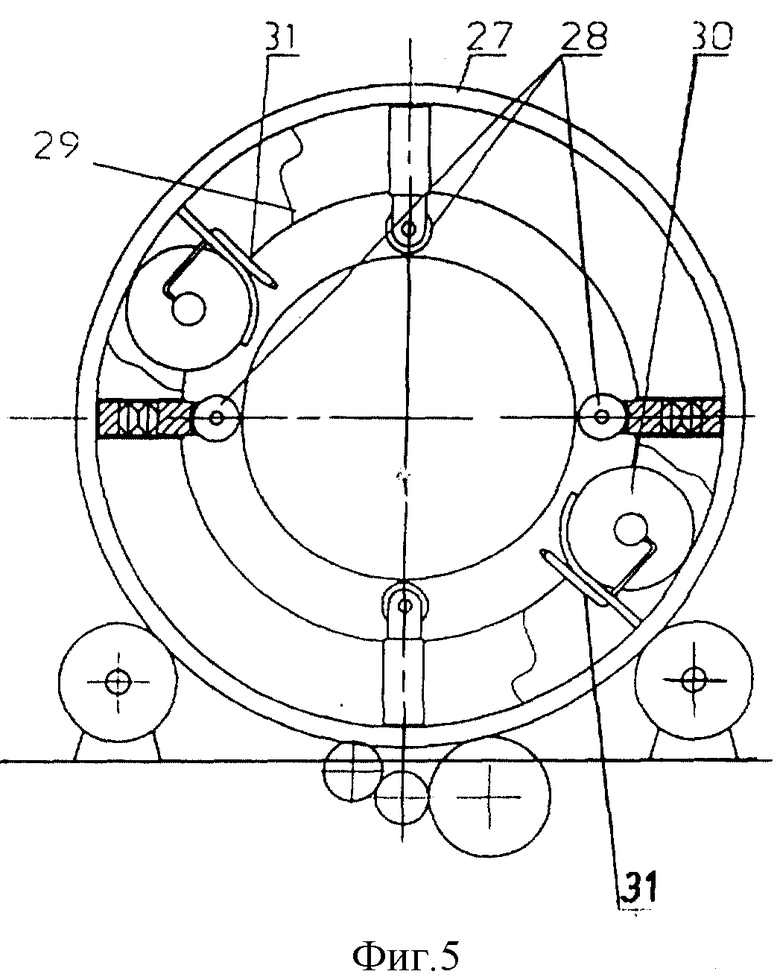
На фиг. 4 и 5 показано формующее устройство 9, которое состоит из корпуса 27, обкатывающих роликов 28, опирающихся на регулируемые пружинные опоры 29. Регулировка правых и левых пружинных устройств производится с помощью механической передачи с каждой стороны отдельно. При необходимости нагрева ленты на корпусе 27 формующего устройства 9 размещаются газовые баллоны 30 и горелки 31. Формующее устройство фиксируется в осевом направлении так же, как и основная обойма 4.
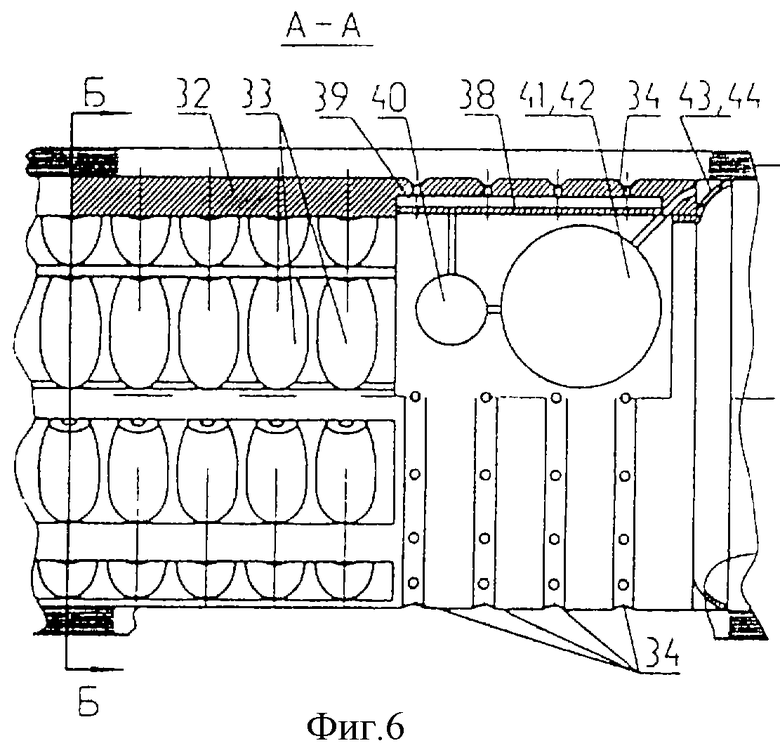
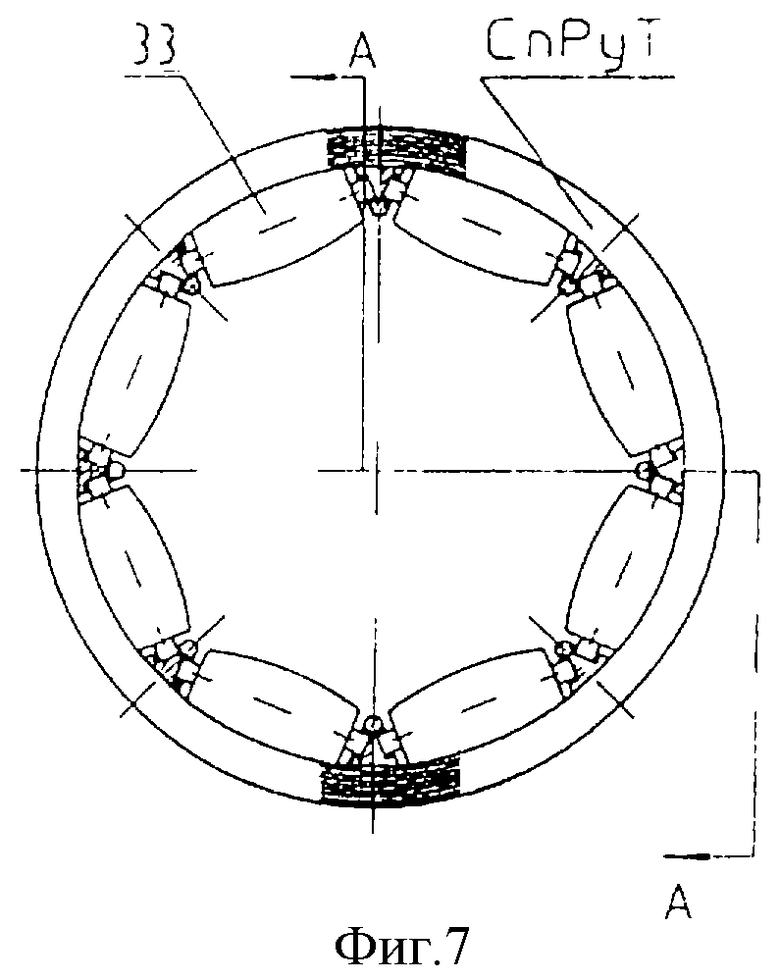
На фиг. 6 и 7 показана подвижная оправка 8, которая состоит из каркаса из стрингеров 32, снабженного роликами 33, и (или) цилиндрического корпуса 34 с отверстиями и канавками 35 для жидкости или газа, образующих антифрикционную прослойку между трубой и оправкой. Оправка 8 располагается в цилиндрическом ложе 36 и имеет в нижнем стрингере паз для ведущих роликов 37, расположенных в ложе 36 и снабженных механическим приводом от основного вала 26. Внутри оправки имеется обечайка 38 с уплотнением 39, насосы 40, емкости 41, 42, распределяющее устройство 43 и сборник 44. Внутри оправки могут также располагаться нагреватели и баллоны с топливом.
Принципиальная технологическая схема изготовления трубопровода состоит в следующем:
а) в основные обоймы 4 и резервные обоймы 6 с помощью подъемных механизмов 13 загружаются рулоны стальной ленты;
б) оправка 8 выдвигается в крайнее положение перед транспортером, и начало оправки располагается внутри первой обоймы (обоймы считаются от передней части транспортера);
в) в начале оправки устанавливается внутренняя гильза фланца, на которой закрепляется начало ленты основного рулона из первой обоймы;
г) оправке придается поступательное движение от начала к концу транспортера, при котором стальная полоса захватывается первым формующим устройством 9;
д) первое формующее устройство 9 укладывает полосу под заданным углом α плотно к выдвинутой оправке;
е) подвижная оправка достигает второй обоймы с рулонной сталью, начало второго рулона закрепляется на гильзе фланца;
ж) на наружную поверхность первого слоя наносится связующее из устройства 10;
з) сталь второго рулона захватывается вторым формующим устройством 9, в котором она при необходимости нагревается и плотно прижимается к первому слою под тем же углом α со смещением на полшага;
и) подвижная оправка достигает третьей обоймы с рулонной сталью, начало третьего рулона закрепляется на гильзе фланца под углом (180-α);
к) на поверхность второго слоя наносится связующее из устройства 10;
л) сталь третьего рулона захватывается третьим формующим устройством 9, в котором она при необходимости нагревается и плотно прижимается ко второму слою под углом (180-α);
м) подвижная оправка 8 останавливается, а образованная тремя формующими устройствами трехслойная труба начинает движение относительно оправки;
н) при своей остановке оправка включает устройство для нанесения герметизирующего покрытия на внутреннюю поверхность трубы;
о) выдвигающееся начало трубы с гильзой фланца захватывается первым формующим устройством второй платформы; начало первого рулона второй платформы закрепляется на гильзе фланца под углом α или (180-α);
п) на поверхность трубы наносится связующее устройством 10 второй платформы;
р) сталь первого рулона второй платформы, при необходимости, нагревается формующим устройством и плотно укладывается на трубу;
с) при дальнейшем движении трубы операции повторяются и таким образом накладываются все семь слоев рулонной стали;
т) труба изолируется с наружной поверхности и поступает в механизм укладки трубы в траншею;
у) на конце трубы устанавливается фланец с крышкой, и труба с помощью механизма укладки опускается в траншею;
ф) движение машины начинается с момента закрепления начала трубопровода в траншее; при этом скорость движения машины должна быть равна скорости выхода готовой трубы; синхронизация скоростей устанавливается автоматически.
Когда металл в основных обоймах заканчивается, процесс навивки останавливается и производится перемотка рулонов с резервных обойм на основные. Для этого конец рулона на резервной обойме заправляется в направляющее устройство 16, с помощью которого подается на основную обойму, где закрепляется в фиксатор 17. После намотки рулона с резервной на основную обойму фиксатор 17 с зажатым в нем концом (теперь началом) рулона выдвигается из обоймы и подает начало нового рулона к месту окончания предыдущего рулона. Конец предыдущего рулона и начало нового рулона свариваются стыковым швом, шов зачищается, контролируется, после чего навивка трубы может быть продолжена.
При необходимости оформить конец трубы в виде фланцевого соединения работа производится в следующем порядке:
а) обрезается рулонная полоса на первом рулоне первой платформы; конец полосы закрепляется на фланцевой гильзе;
б) по мере прохождения фланцевой гильзы через последующие обоймы на ней закрепляются обрезанные концы соответствующих рулонов;
в) после обрезки и закрепления конца последнего рулона на гильзе на конце трубы закрепляется наружная гильза со сланцем и крышкой.
Перемотка ленты из резервного рулона в основную обойму 4 производится в следующем порядке:
а) направляющее устройство 16 подает ленту в прорезь корпуса 18 обоймы 4 и конец ленты закрепляется в фиксаторе 17, установленном на вращающейся гильзе 19;
б) ролики 23 подводятся под гильзу 19;
в) включается привод от вала 26 и гильза 19 начинает синхронно с направляющим устройством наматывать ленту на себя; при этом вес рулона воспринимается гильзой и роликами 23 опоры 24;
г) после окончания намотки на гильзу 19 зубчатое колесо привода от вала 26 выводится из зацепления, гильза 19 за счет упругих свойств ленты раскручивается, и лента плотно прилегает к корпусу 18 обоймы 4; при этом вес рулона переносится на корпус обоймы и ролики 20 опоры 21, освобождая гильзу 19;
д) опоры 24 разводят, освобождая торец обоймы, фиксатор 17 отсоединяют от гильзы 19 и за счет вращения корпуса обоймы с рулоном на роликах 20 переводят в положение, удобное для соединения начала нового рулона с концом предыдущего рулона.
При движении оправки 8 по ложу 36 под действием ведущих роликов 37 и упругих сил навиваемой ленты навитые на оправку слои не перемещаются относительно оправки. После остановки оправки за третьей формующей обоймой включаются насосы 40, антифрикционная жидкость подается под давлением из емкости 41 в пространство между обечайкой 38 и корпусом оправки 34. Отсюда антифрикционная жидкость через отверстия и канавки 35 попадает на наружную поверхность оправки и обеспечивает скольжение навитых слоев относительно оправки. Из емкости 42 в распределяющее устройство 43 подается под давлением связующее, избыток которого собирается в сборник 44 и снова направляется в емкость 42. Функцию антифрикционной прослойки может выполнять связующее, находящееся в жидком состоянии.
Связующее под давлением попадает в зазоры между навитыми слоями, заполняет их и попадает на наружную поверхность навитой трубы, по которой с помощью устройства 10 наносится равномерным слоем. Готовая труба с последней платформы опускается прямо в траншею.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных труб | 1975 |
|
SU588707A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НАВИВАЕМЫХ ПО СПИРАЛИ КОНСТРУКЦИЙ | 2006 |
|
RU2415726C2 |
| Машина для изготовления многослойных обечаек из полосы | 1968 |
|
SU296357A1 |
| Устройство для изготовления трубы из профилированной ленты | 1990 |
|
SU1757901A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАРТОНИЫХЦИЛИИДРОВ с | 1970 |
|
SU268886A1 |
| СПОСОБ УПАКОВЫВАНИЯ РУЛОНОВ МЕДИЦИНСКОЙ ВАТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027647C1 |
| МАШИНА И СПОСОБ ДЛЯ ГОФРИРОВАНИЯ СПИРАЛЕШОВНОЙ ТРУБЫ (ВАРИАНТЫ) | 2000 |
|
RU2250807C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2303743C1 |
| Технологический комплекс для производства изделий дренажных систем и водоотведения | 2022 |
|
RU2818201C1 |
| Устройство для намотки ленточного материала | 1983 |
|
SU1138375A1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении трубопроводов. На платформах, установленных на шасси на гусеничном или колесном ходу, последовательно размещены подвижная оправка, основные обоймы и формующие устройства. Параллельно основным обоймам установлены резервные обоймы для рулонной стали. Число основных и резервных обойм и формующих устройств равно числу слоев трубопровода. Кроме того, машина оснащена грузоподъемными механизмами, емкостями для топлива и связующего, нагревательными устройствами и насосами. Оправка имеет привод в виде основного вращающегося вала и механизма передачи движения от основного вращающегося вала. В результате обеспечивается возможность изготавливать трубы непосредственно на месте монтажа трубопровода и, следовательно, снижаются материальные и энергетические затраты на транспортировку и соединение труб. 3 з.п. ф-лы, 7 ил.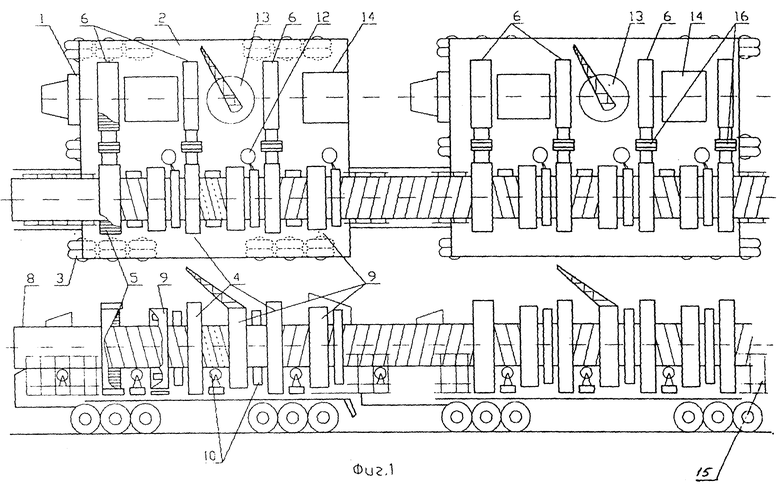
| Способ изготовления многослойных труб | 1975 |
|
SU588707A1 |
| Устройство для производства спиральношовных труб с замковым швом | 1977 |
|
SU682110A3 |
| Машина для изготовления сварных двухслойных спиральных труб | 1958 |
|
SU119280A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 0 |
|
SU275981A1 |
| Устройство для изготовления спиральных многослойных труб большого диаметра | 1981 |
|
SU1058664A1 |
| Способ переработки медьсодержащих материалов с выделением концентрата драгоценных металлов | 2020 |
|
RU2745389C1 |
| US 4081981, 04.04.1978. | |||

