В отличие от кзвестньгх способов изготовления фанерных труб из нескольких слоев или многослойных ф:анериых лент, по предлагаемому способу, слои трубы об(разуют попеременно расположенными продольпо к оси трубы и по винтовой линии лентами шпона или фанеры.
Для изготовления труб малых аиаметров на один продольно к оси трубы расположенный, слой наматывают направленные по винтовой линии слои так, что вслед за намоткой слоя в одном направлении наматывают слой под тем же углом в противоположном напр авлении, причем угол нак.топа винтовой линии берут равным или близким к .
С целью достижения непрерывности способа, готовую трубу стягивают .с оправки по мере наматывания слоев.
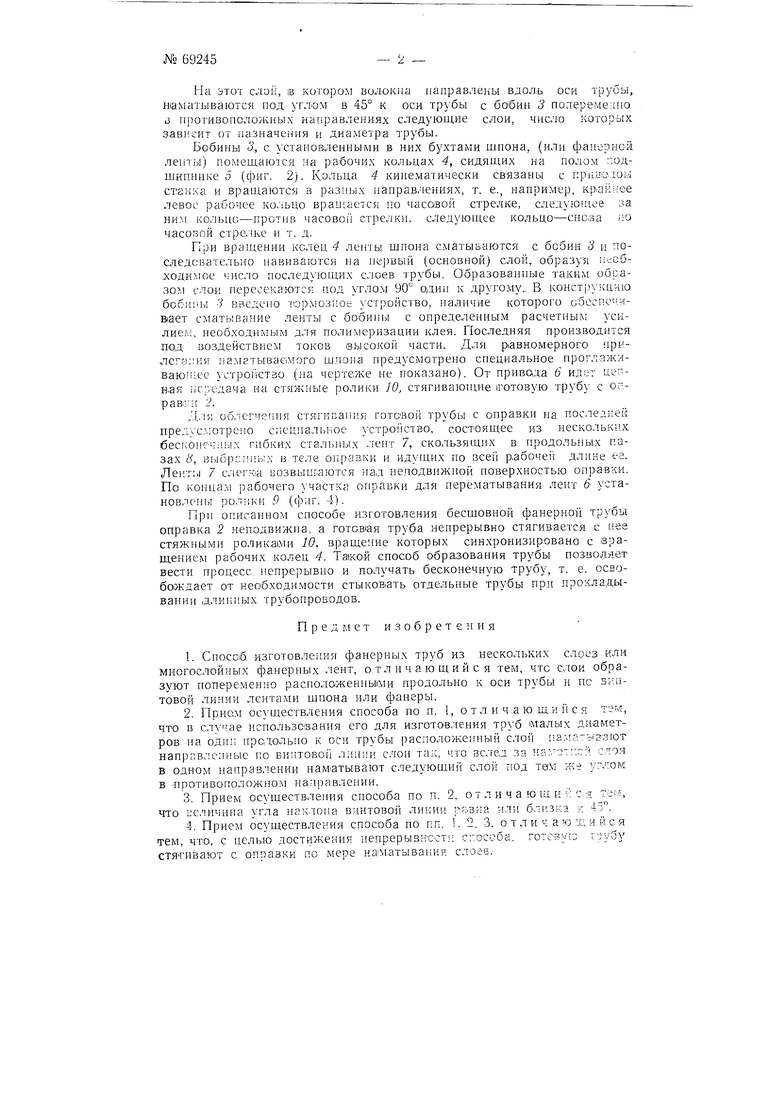
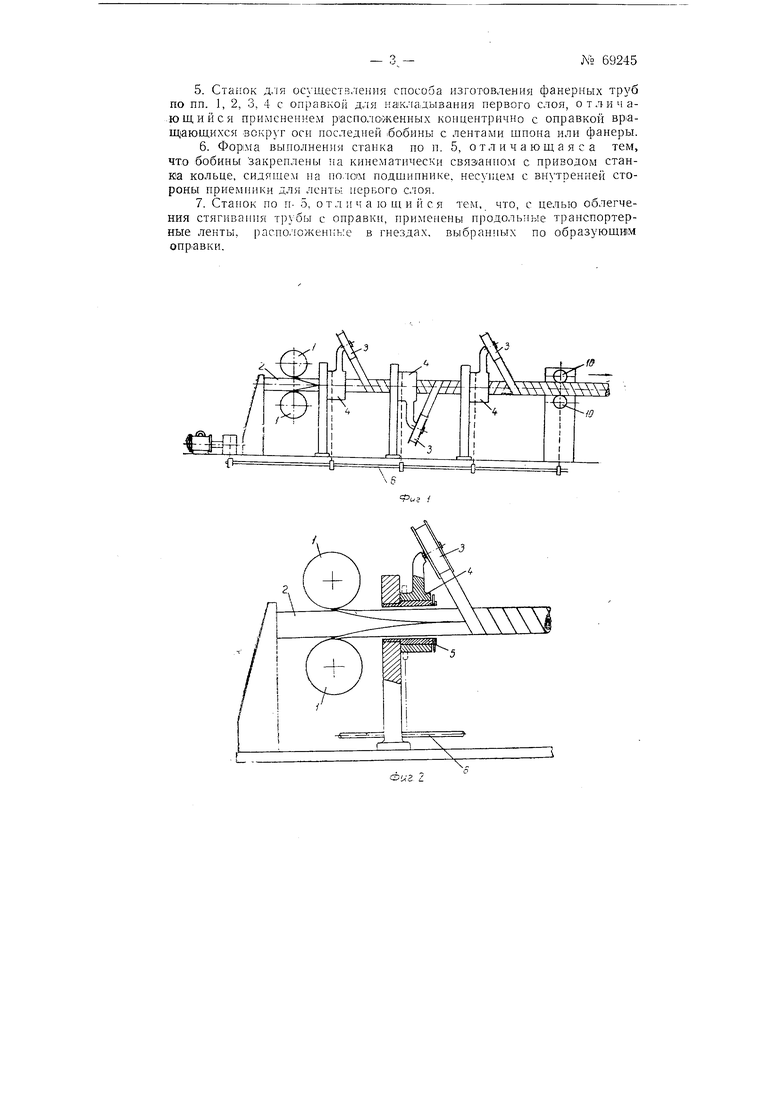
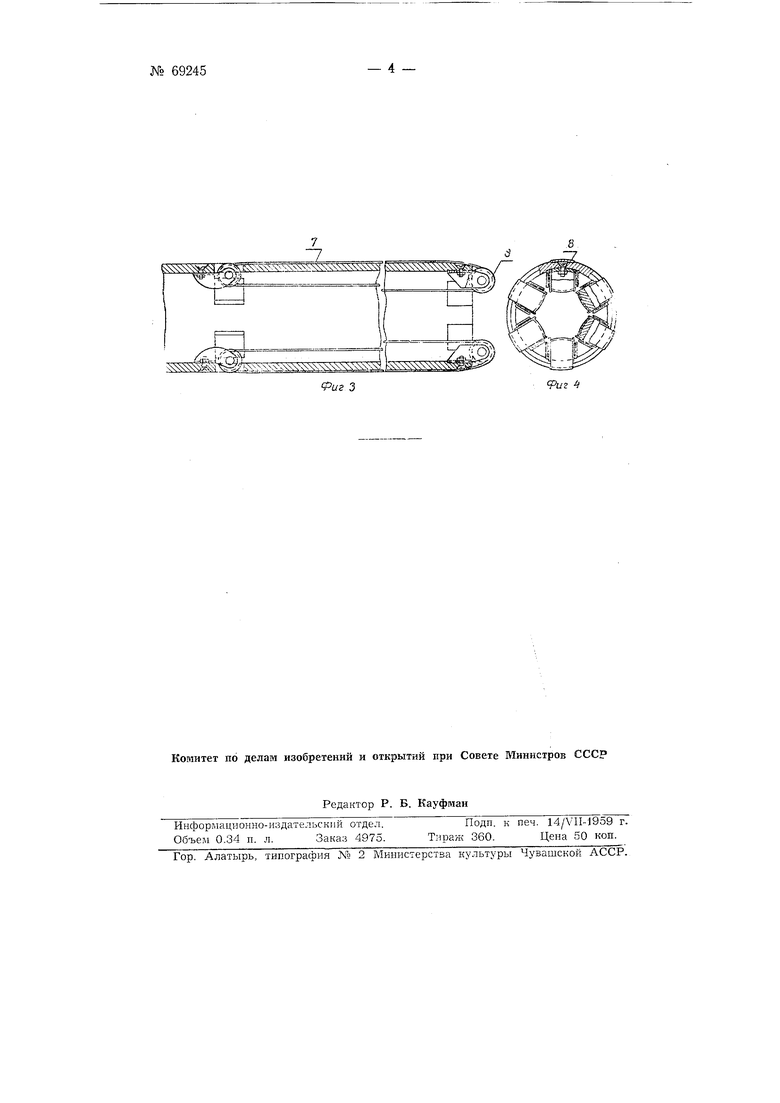
На фиг. 1 изображена принципиальная схема навивки труб; на фиг. 2-установка рабочих колец в разрезе; на фиг. 3-стягивающее ycTpoficTBo в двух проекциях.
Отдельные полосы шпона шириной, зависящей от диаметра будущей трубы, сое|Диняются на ус на клею, образуя ленту нужной длины. Такие ленты сматываются в бухты, обрабатываются по торцам и надеваются на бобины.
Кроме этих .neirr загото вляется лента шпона или тонкой фанеры ширикой, равной длине окружности будущей трубы (по внутреннему диаметру). Эта широкая лента также сматывается в бухту, обрабатывается но торцам и надевается на особую бобинуБобины / с широкой лентой устанавливаются в станке на кронП;тсйпе так, чтобы они были перпендику.ляриы оси оправки 2. Широкая фанерная лепта, сматываясь с бобины / и проходя через нрофилированпое направляющее устройство, обертывает собой неподвижную оправку 2, плотно обнимая ее и образуя, таким образом, первый (основной) слой будущей трубы.
№ 69245- 2 -
На этот слой, 13 кото)ом волокна направлены вдоль оси трубы, наматываются под углем в 45° к оси трубы с бобин 3 полереме-аю i3 нротивоположных направлениях следующие слои, число которых от назначения и диаметра трубы.
Бобины 3, с установленными в них бухтами шнона, (или фанерной ленты) помещаются на рабочих кольцах 4, сидящих на полом г.одщиннике 5 (фиг. 2). Кольца 4 кинематически связаны с прийц.доы станка и вранлаются в paaiH-Jx нанравлениях, т. е., например, кр акнее левое рабочее кольцо вращается по часовой стрелке, следующее за ним кольцо-против часовой .TKH, следующее кольцо-сноза по часовой стре.тке н т. д.
П1)и вращении колец 4 ленты щпона сматываются с бобин 3 и последовательно навиваются на нервый (основной) слой, образуя и -обходимое число последующих слоев трубы. Образованные таким образом слон пересекаются под углом 90° один к другому.. В констру-сцню 3 введено -нэрмозиое устройство, налнчие которого обеспс-.и&ает сматывание ленты с бОбнны с определенным расчетным уснлиег.;, необходимым д.тя полимеризации клея. Последняя производится под воздействием токов высокой части. Для р1авномерного нрилегз;:ия 1 амгтывас1мого шпона предусмотрено специальное проглаживающее устройство (на чертеже не показано). От нриво,да 6 идет цегн.ая ;;с,едача на стяжные ролики JO, стягнваюндие 1готовую трубу с ог,рав.ки 2.
Для облегчепня стягивания готовой трубы с ОПравки на последней предхт/лотремо снецнальное устройство, состоящее из нескольких бесконечных гибких стальных лент 7, скользящих в продольных пазах 8, выбр лных в теле онразки и идущих по всей р.абочей длине ее. Ле1гг;,1 7 слегк а нозвыш аются на,д неподвнжной поверхностью опр-авки. По концам рабочего участка оправки для перематывания лент 6 установлены ролики 9 (фиг. 4).
Прн описанном способе изготовления бесщовной фанерной трубы оправка 2 неподвижна, а готовая труба непрерывно стягивается с нее стяжными роликами 10. вращение которых синхронизировано с вращением рабочих колец 4. Такой способ образования трубы позволяет вести процесс непрерывно и получать бесконечную трубу, т. е. освобождает от нео1бходимости стыков1ать отдельные трубы при прокладывании длинных трубопроводов.
Пред м е т изобретения
1.Сносс|б изготовления фанерных труб из нескольких слоев или многослойных фанерных лент, отличающийся тем, что слои образуют поперемешю располаженньими продольно к оси трубы и пс виттовой линии лентами щнона или фанеры.
2.Прием осуществления способа по п. 1, о т л и Ч:а ю щи и с я тем, что в слуае использо зания его для изготовления труб малых Ди1аметров на один про,:юльно к оси трубы раеположенный слой иама-ыззют направленные по винтовой линии слои там, что велел за налот;:с:т слоя в одном }1аправлении нам атывают следующий слой под там же углом в противоположном направлении.
3.Прием осуществлеиия способа по п. 2, отличающимися тег, что исличнна угла HaK.Toiia винтовой линин .мьвна или близка к -tj.
4.Прием осуществления способа но пп. 1. 2, 3. отличающийся тем, что, с целью достижения непрерывности способа, готсзус:; -уЗу стягивают с опоавки по мере на матывания. слоев.
5. Станок д,1я ос ществлеиия способа изготовления фанерных труб по пп. 1, 2, 3, 4 с оправкой для а клааь1вания первого слоя, отличающийся применением расположенных коицентрично с оправкой вр-ащающихся вокруг оси последней .бобины с лентами шпона или фанеры. 6. Форма выполнения станка по п. 5, отличающаяся тем, что бобины закреплены на кинематически связанном с приводом станка кольце, сидян1ем на по.те/м подшипнике, несущем с внутренней стороны приемники для ленты первого слоя.
7. Станок по п- 5, отличающийся тем, что, с целью облегчения стягивания трубы с оправки, применены продольные транспортерные ленты, расно.юженкые в гнездах, выбранных по образующим опр-авки.
- 3,-jYo 69245
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления фанерных труб ограниченной длины | 1946 |
|
SU70677A1 |
| Самоходный комбайн на гусеничном ходу для изготовления фанерных трубопроводов с одновременной их укладкой | 1950 |
|
SU92060A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1990 |
|
RU2011080C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПЛАСТМАССОВЫХ ТРУБ | 1973 |
|
SU383613A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ | 1967 |
|
SU192616A1 |
| Картонный барабан и способ его изготовления | 1989 |
|
SU1761612A1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ОБОЛОЧКИ ИЗ АРМИРОВАННОЙ ПЛАСТМАССЫ | 2001 |
|
RU2209730C2 |
| СПОСОБ УПАКОВКИ ПРОДУКТОВ, УПАКОВКА И УПАКОВОЧНЫЙ МАТЕРИАЛ | 2010 |
|
RU2532194C2 |
| РАСКЛАДЧИК НАМОТКИ | 1991 |
|
RU2028268C1 |
ЖЧУЛУЛУ ХЛ
