18 и под плоской пружиной 19 каретки 17, между ножами механизма 4 поперечной резки, затем сводят ножи механизма 3 продольной резки и включают устройство, а после обрезки ленты «ожами механизма 4 поперечной резки останавливают его и убирают конец, отрезанный от заправленной ленты. Затем снова включают устройство, и дальнейшая ра бога по изготовлению втулок осуществляется в автоматическом режиме.
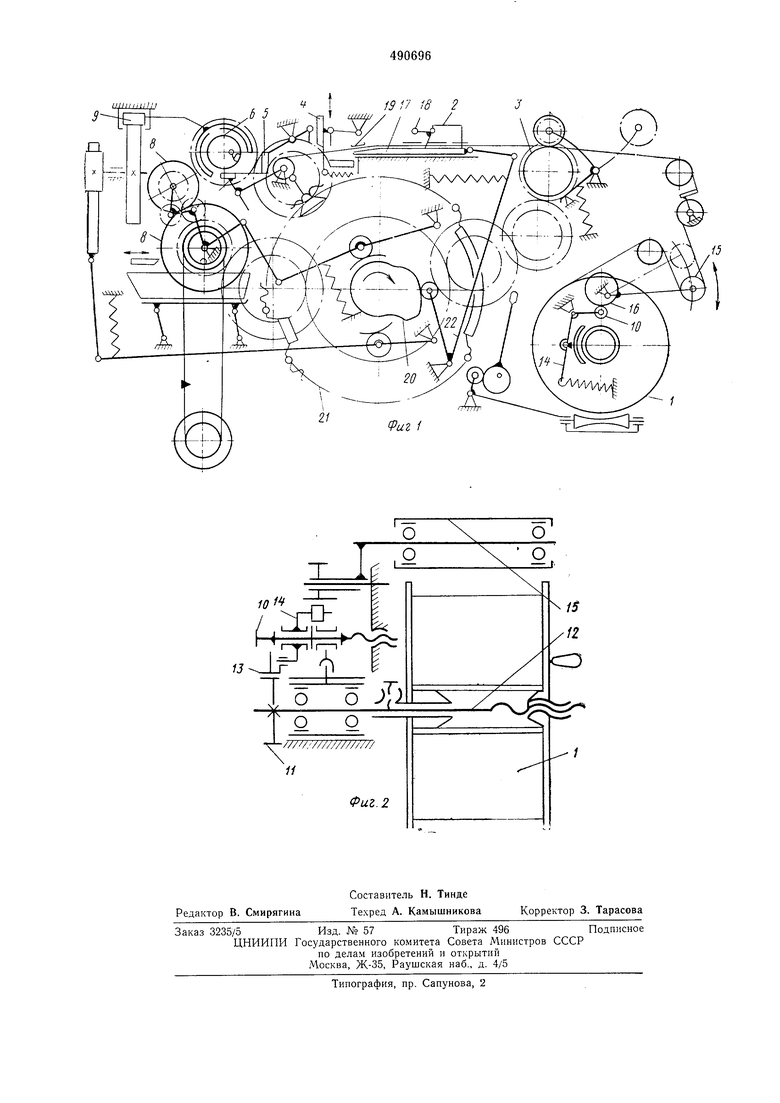
Каретка 17 в процессе работы устройства совершает возвратно-поступательное движение от кулачкового механизма и при подходе к шпинделю 6 передает ему концы лент. С номощью зажима, встроенного в шпиидель, концы лент закрепляются на шпинделе, после чего шпиндель приводится во В1ращение.
При движении лент В сторону шпинделя, в процессе намотки, эксцентриковые зажимы 18 автом1атически расклиниваются и пропускают ленты, а каретка в это время возвращается в исходное положение.
После окончания навивки втулок на шпиндель 6, ленты отрезаются ножами механизма 4 поперечной резки, при этом отрезанные ленты под действием силы натяжения, создаваемой (компенсирующим роликом 15 приспособления для раскатки рулона, стремятся иродвинутыся назад относительно каретки 17 и заклиниваются эксце1ГТ|риковыми -зажимами 18.
Шпиндель 6 за цикл работы устройства совершает два Прерывистых вращения и два фиксированных выстоя. В первое вращение совершается навивка втулок, в это же время происходит и их промазка клеем, которая осуществляется подходом вращающегося валика клеевого приспособления 8, к .наружной поверхности навиваемых втулок, планка механизма 7 уплотнения в то же время под действием гфужины прижимается « навиваемым втулкам и уплотняет их. Последние три витка втул,ки Навиваются лентами, сдеформированными планкой механизма б деформации.
В первый выстой шпинделя осуществляется отрезка навитых втулок от разматываемой бобины. Второе вращение шпинделя предусмотрено для осуществления приклейки участка ленты от втулки до ножей и прикатки свежесклеенных втулок о пла)1ку механизма 7 уплотнения. Второй ВЫСТОЙ шпинделя 6 используется для вывода готовой втулки вилкой выталкивателя 9 и для заправки концов лепт новых втулок.
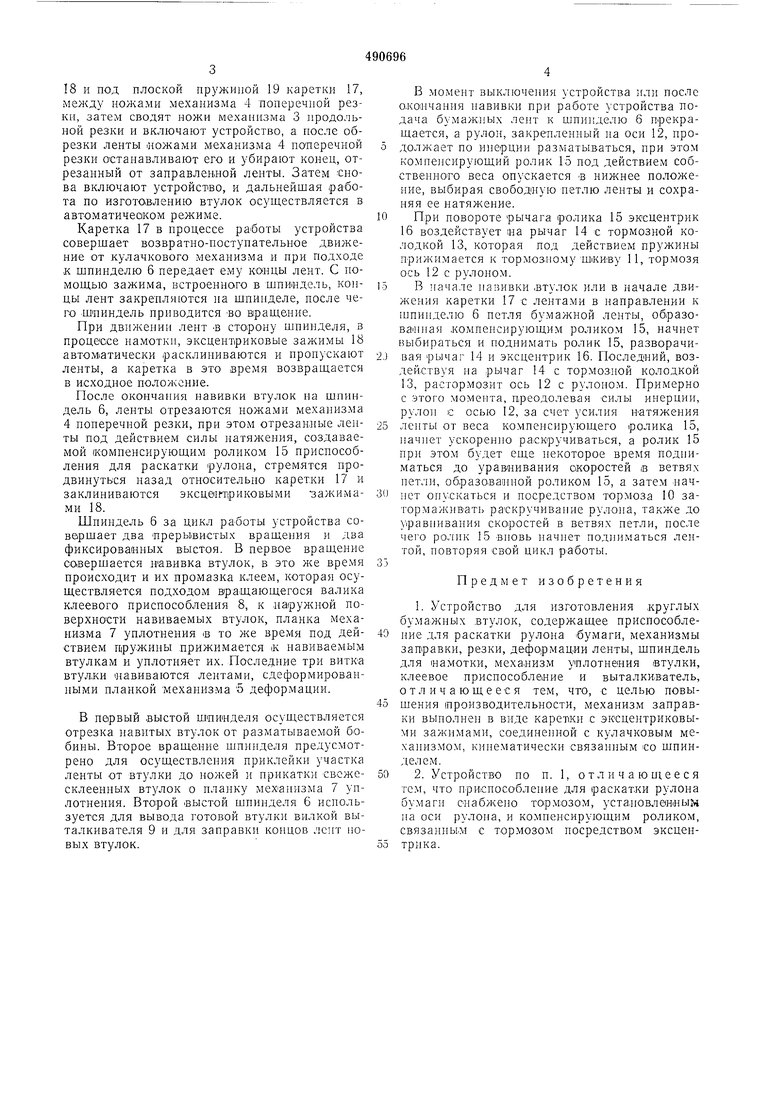
В момент выключения устройства или после о.кончания навивки при работе устройства подача бумажных лент к 6 прекращается, а рулон, закрепленный па оси 12, иродолжает по инерции разматываться, при этом компенсирующий ролик 15 под действием собственного веса опускается -в нижнее положение, выбирая свободную петлю лепты и сохраняя ее натяжение.
При повороте рычага ролика 15 эксцентрик 16 воздействует 1на рычаг 14 с тормозной колодкой 13, которая под действием пружины прижимается к тормоз.ному шй-сиву 11, тормозя ось 12 с рулоном.
В начале напивки .втулок или в начале движения каретки 17 с лентами в направлении к шпинделю 6 петля бумажной ленты, образованная .компенсирующим роликом 15, начнет выбираться и поднимать ролик 15, разворачивая рычаг 14 и эксцентрик 16. Последний, воздействуя на рычаг 14 с тормозной колодкой 13, растормозит ось 12 с рулоном. Примерно с этого момента, преодолевая силы инерции, рулон с осью 12, за счет усилия Натяжения
ленты от веса компенсирующего ролика 15, начнет ускоренно раскручиваться, а ролик 15 при этом будет еше некоторое время подниматься до уравнивания скоростей в ветвях петли, образо-ваиной роликом 15, а затем начнет онускаться и посредством тормоза 10 затормажив ать раскручивание рулона, также до уравнивания скоростей в ветвях петли, после Meio ролик 15 .вновь начнет подниматься лентой, повторяя свой цикл работы.
Предмет изобретения
I. Устройство для изготовления круглых бу.мажных втулок, содержащее приспособление для раскатки рулона бумаги, механизмы заправки, резки, деформации ленты, шпиндель для иамотки, механизм уплотнения втулки, клеевое приспособление и выталкиватель, отличающееся тем, что, с целью повышения производительности, механизм заправки выполне) в виде карет1ки с эксцентриковыми зажимами, соединенной с кулачковым механизмом, кинематически связанным со шпинделем.
2. Устройство по п. 1, отличающееся тем, что нриспособление для раскатки рулона бумаги снабжено тормозом, установленным на оси рулона, и компенсирующим роликом, связанны.м с тормозом посредством эксцентрпка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Автомат для наматывания в рулон полотна заданной длины | 1973 |
|
SU525605A1 |
| Автомат для изготовления фильтров | 1978 |
|
SU737535A1 |
| СТАНОК ДЛЯ СБОРКИ ТРУБ ИЗ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 1966 |
|
SU186118A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| Механизм подачи навивочного материала к устройству для горячей навивки пружины | 1977 |
|
SU689767A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для изготовления крупногабаритных полых изделий | 1980 |
|
SU887246A1 |
| УСТРОЙСТВО для ФОРМОВКИ МАГНИТОПРОВОДОВ'-ПЛТЕЯТКО" ? лICII | 1970 |
|
SU270058A1 |
| Автомат для намотки перфорированной пленки и упаковки в бумагу | 1975 |
|
SU561699A1 |