to
Од
СП
а
Изобретение относится к обработке металлов давлением и может быть использовано на прессовом оборудовании при автоматизации прессов листовой штамповки.
Цель изобретения - упрощение конс рукции и расширение технологических возможностей за счет увеличения диапазона кратности реза.
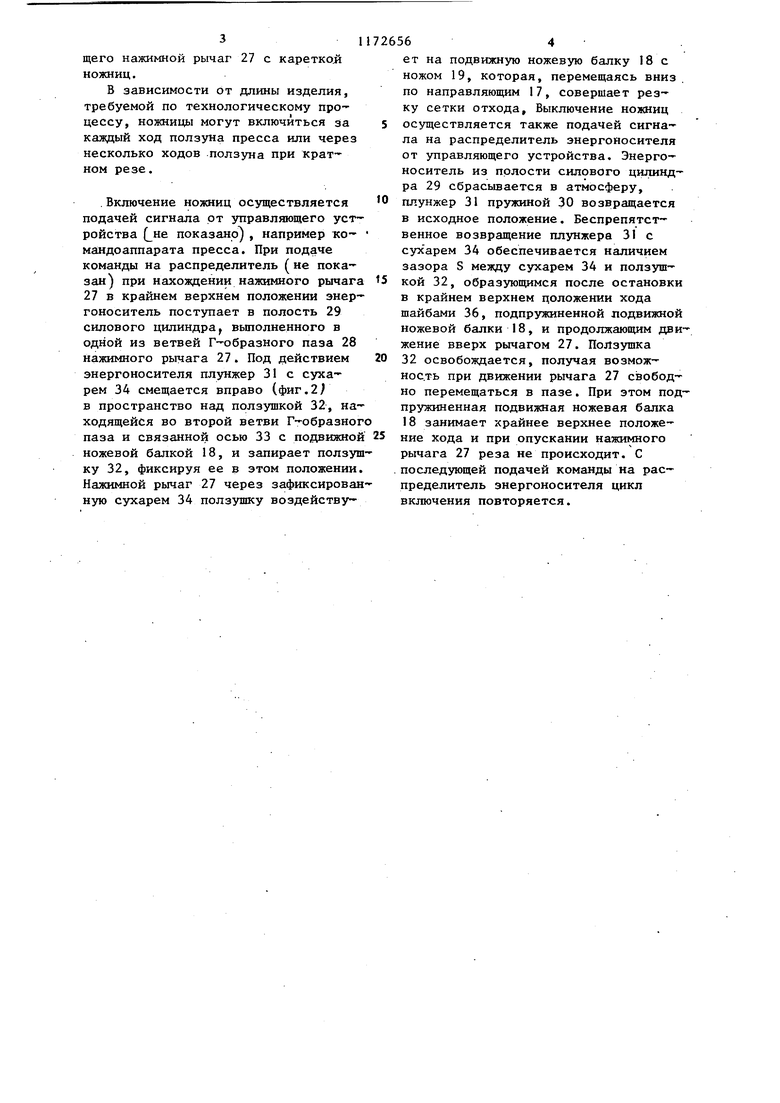
На фиг.1 изображен пресс для обработки полосового и ленточного материала с размещенными на нем по ходу технологического процесса ножницами, общий вид; на фиг.2 - узел 1 на фиг.1; на фиг.З - вид А на фиг.2; на фиг.4 - вид В на фиг.З ; на фиг.З разрез В-В на фиг.З; на фиг.6 разрез Г-Г на фиг.З; на фиг. 7 - разрез Д-Д на фиг.2. . .
Листрштамповочный пресс 1 для об- работки полосового и ленточного материала содержит механизм двухсторонней валковой подачи, включающий тянущую 2 и толкающую 3 каретки с-левым и и правым 5 редукторами, соединенными между собой валом 6. Тянущая и толкающая каретки выполнены одинаковой конструкции и содержат верхний, подвижный в вертикальном направлении , и нижний неподвижный валки. Привод механизма подачи может осуществляться либо от индивидуального источника движения 7, либо отбор мрпщости ведется от эксцентрикового вала пресса. .
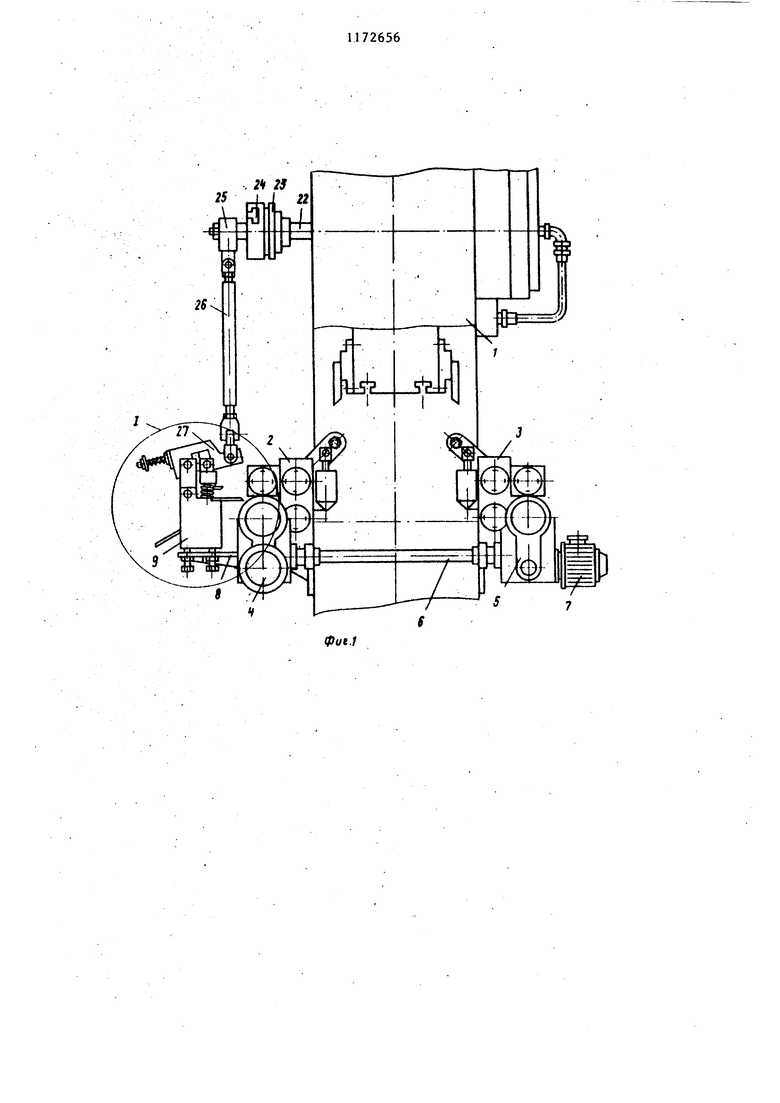
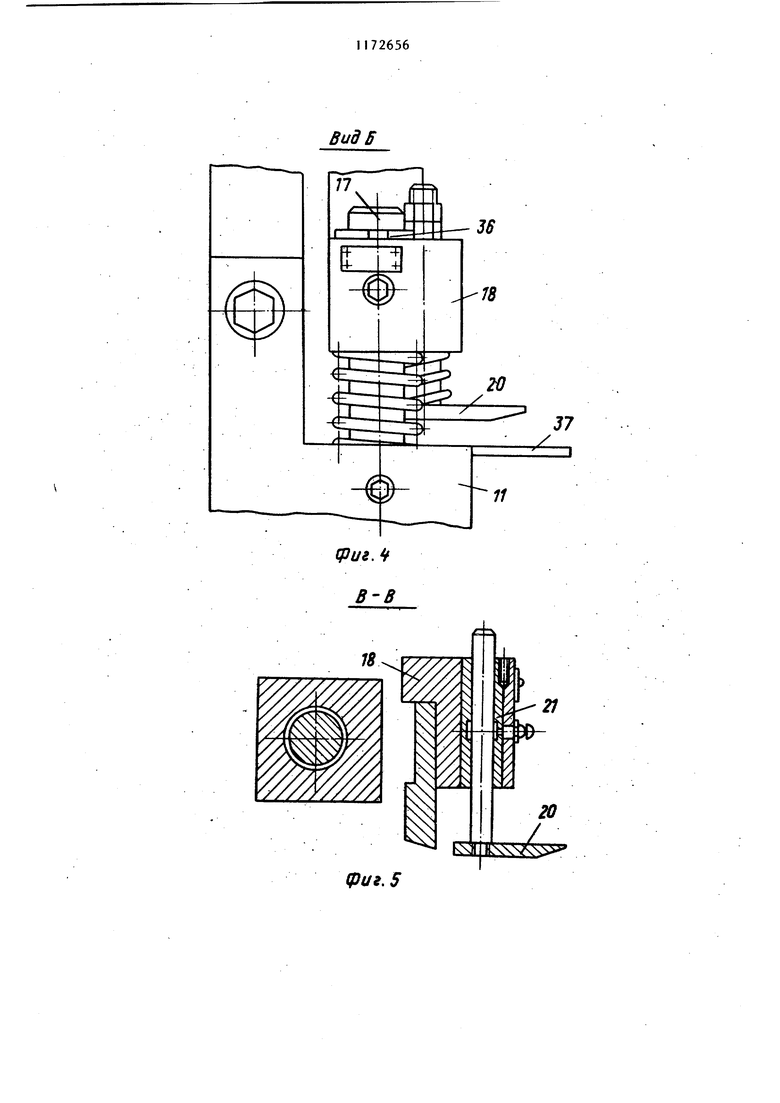
На станине пресса по ходу технологического процесса после тянущей каретки 2 валковой подачи на кронштейне 8 устанавливается регулируемая по вертикали каретка ножниц 9, служащих для резки сетки отходов штампуемой полосы или ленты. Корпус ножниц 9 состоит из двух боковин 10 и 11, связанньк между собой стяжками 12 и 13 и неподвижной ножевой балкой 14 с ножом 15. В боковинах каретки ножниц 9 крепится также ловитель сетки отходов и склиз 16. На направляющих 17 боковин 10 и 11 каретки размещена подпружиненная подвижная ножевая балка 18с ножом 19 и подпружиненным прижимом сетки отходов 20, установленным в подвижной ножевой балке в направляющих втулках 21. Привод ножниц стыкуется с кривошипным валом 22 пресса 1 через закрепленную на нем планшайбу 23 с эксцентрично расположенной ползушкой 24, на которой смонтирована головка 25 тяги 26, связанной через нажимной рычаг 27, закрепленный одним концом на каретке ножниц 9, с подвижной ножевой балкой 18. В нажимном рычаге,27 выполнен Г-образный паз 28, в одной ветви которого, представляющей полость силового цилиндра 29, размеще подпружиненн.ый пружиной 30 плунжер 3 В другой ветви паза смонтирована позушка 32, связанная осью 33 с подвижной ножевой баипкой 18. Тяга 26 выполнена с правой и левой резьбами что позволяет производить установку ножа 19 по высоте относительно уровня подачи сетки отходов обрабатываемого материала. Плунжер 31, снженный закрепленным на его конце сухарем 34, и ползушка 32. размещены в рычаге 27 с возможностью взаимно перпендикулярного перемещения. Нажимной рычаг 27 связан с боковинами 10 и 11 каретки ножниц 9 через качающийся рычаг 35. Направляющие 17 подвижной ножевой балки 18 снабжены шайбами 36, ограничивающими перемещение вверх ножевой балки и позволяющими создавать при движении нажимного рычага 27 вверх зазор S между сухарем 34 плунжера 31 и ползушкой 32.
Устройство работает следующим образом.
Заправленный между валками транспортирующих кареток 2 и 3 обрабатываемый материал по мере выполнения ползуном пресса 1 технологической операции подается в ловитель 37 каретки ножниц 9, предназначенньк для резки сетки отхода.
При вращении кривошипного вала 22 пресса 1 движение передается тяге 26, перемещающейся возвратнопоступательно, и связанному с тягой нажимному рычагу 27, который совершает качательное движение. Отход обрабатываемого материала ( не показаны) поступает в ловитель 37 под прижим 20 подвижной ножевой балки и нож 15 неподвижной,ножевой балки 14. При опускании верхней ножевой балки 18 с ножом 19 происходит рез сетки отхода, удаляемого по склизу 16 в тару. Возмолсность прямолинейного движения ножевой балки 18 по направляющим 17 обеспечивается качанием рычага 35, связывающего нажимной рычаг 27 с кареткой ножниц.
В зависимости от длины изделия, требуемой по технологическому процессу, ножницы могут включиться за каждый ход ползуна пресса или через несколько ходов ползуна при крат ном резе.
.Включение ножниц осуществляется подачей сигнала от управляющего устройства (не показано) , например командоаппарата пресса. При подаче команды на распределитель ( не показан) при нахождении нажимного рычага 27 в крайнем верхнем положении энергоноситель поступает в полость 29 силового цилиндра вьтолненного в одной из ветвей Г-образного паза 28 нажимного рычага 27. Под действием энергоносителя плунжер 31 с сухарем 34 смещается вправо (фиг.2 в пространство над ползушкой 32, находящейся во второй ветви Г-образног паза и связанной осью 33 с подвижной ножевой балкой 18, и запирает ползушку 32, фиксируя ее в этом положении. Нажимной рычаг 27 через зафиксированную сухарем 34 ползушку воздействует на подвижную ножевую балку 18 с ножом 19, которая, перемещаясь вниз. по направляющим 17, совершает резку сетки отхода. Выключение ножниц осуществляется также подачей сигнала на распределитель энергоносителя от управляющего устройства. Энергоноситель из полости силового цилиндра 29 сбрасьшается в атмосферу, плунжер 31 пружиной 30 возвращается в исходное положение. Беспрепятственное возвращение плунжера 31 с сухарем 34 обеспечивается наличием зазора S между сухарем 34 и ползушкой 32, образующимся после остановки в крайнем верхнем цоложении хода шайбами 36, подпружиненной лодвижной ножевой балки 18, и продолжающим движение вверх рычагом 27. Ползушка 32 освобождается, получая возможнос.ть при движении рычага 27 сзвободно перемещаться в пазе. При этом подпружиненная подвижная ножевая балка 18 занимает крайнее верхнее положение хода и при опускании нажимного рычага 27 реза не происходит. С последующей подачей команды на распределитель энергоносителя цикл включения повторяется. W . 21 23 1 22
Н «
2931 -f
30
фиг. 2
ВадА
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| Поворотные ножницы | 1975 |
|
SU530761A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Дисковые ножницы | 1984 |
|
SU1177083A1 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
| УСТРОЙСТВО для РАСКРОЯ и стыковки ПРОРЕЗИНЕННОЙ ТКАНИ | 1970 |
|
SU264683A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1990 |
|
SU1731372A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Устройство для наложения заготовок боковин на сборочный барабан | 1990 |
|
SU1713834A2 |



НОЖНИЦЫ К ПРЕССУ ДЛЯ ОБРАБОТКИ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА, содержащие корпус и размещенные в нем нeпojЁ вижнyю ножевую балку с ножом и подвижную ножевую балку, связанную посредством нажимного рычага и механизма пропуска реза с рабочим органом пресса, о т л и чающиеся тем, что, с целью упрощения конструкции и расширения технологических возможностей за счет увеличения диапазона кратности реза, нажимной рычаг связан с корпусом посредством шарнирно смонтированного на них рычага и выполнен с расположенным в плоскости симметрии корпуса Г-образным пазом, одна из частей которого связана с источником рабочей среды и образует полость силового цилиндра, а механизм пропуска реза выполнен в виде размещенного в части паза нажимного рычага, связанного с источником рабочей среды, подпружинен(Л ного плунжера с сухарем и установленной в. другой части паза ползушки с осью, связанной с подвижной ножевой балкой.
ГА,
18
тз
10
93(/г.З
Г9 15
16 -11
VV
21
KS31
фиг. 5
| Устройство для резки материала | 1977 |
|
SU733883A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
