2. Ножншу. по п. 1, отлича щиеся тем, что, каждая простав ка снабжена,масленкой, шариком, прижимным винтом и выполнена с полостью, при этом шарик размещен в указанной полости с возможностью взаимодействия с прижимным винтом. 83 а полость при помощи каналов соединена с масленкой и с кольцевым пазом. 3. Ножницы по пп. 1 и 2, отличающиеся тем, что каждый фиксатор .установлен между фиксируюmefj гайкой и крайней распорной втулкой .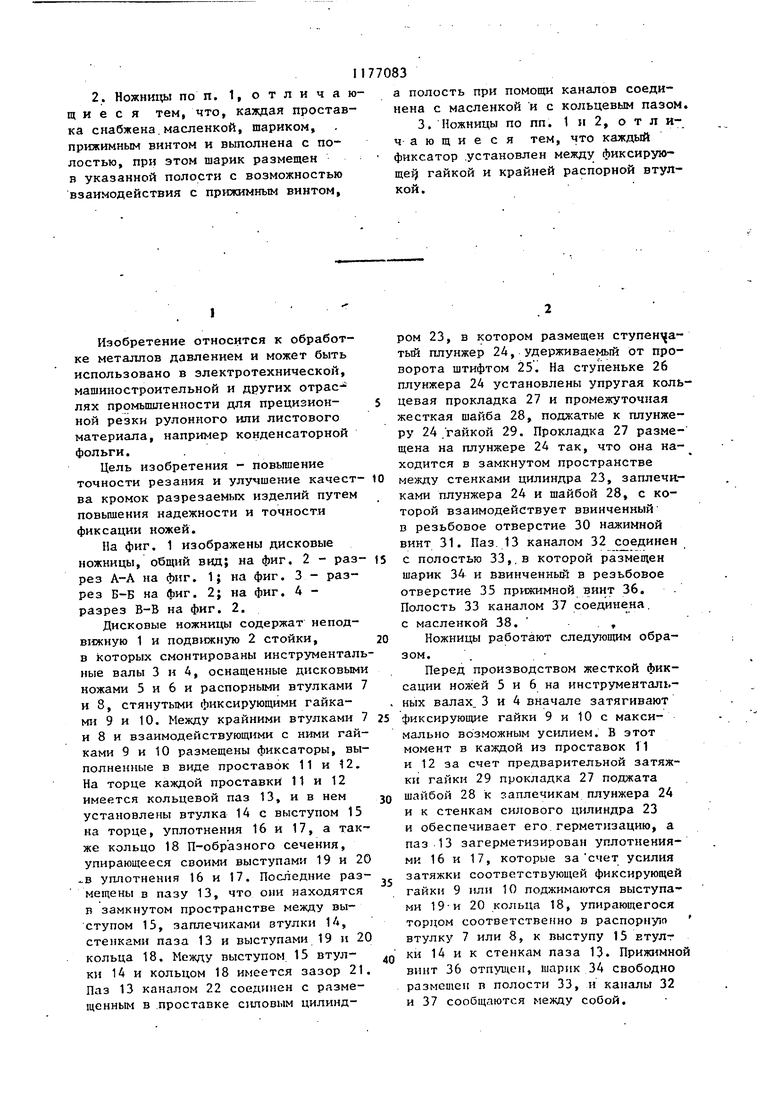
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ РАЗЪЕМНОЙ СТАНИНЫ ПРЕССА И ВЫВЕДЕНИЯ ПРЕССА ИЗ РАСПОРА | 1996 |
|
RU2136502C1 |
| СПОСОБ ПОДГОТОВКИ ДИСКОВЫХ НОЖНИЦ К ЭКСПЛУАТАЦИИ | 1999 |
|
RU2140342C1 |
| КОЛЬЦО УПЛОТНИТЕЛЬНОЕ | 2018 |
|
RU2682997C1 |
| Дисковые ножницы | 1986 |
|
SU1368113A1 |
| ГИДРАВЛИЧЕСКИЙ ОКОНЕЧНИК ДЛЯ ЭМУЛЬСИОННОГО НАСОСА И ЭМУЛЬСИОННЫЙ НАСОС | 2021 |
|
RU2830578C2 |
| НАСОСНЫЙ АГРЕГАТ | 2004 |
|
RU2280194C1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ПЛАСТ | 2000 |
|
RU2183738C2 |
| СПОСОБ ЗАКРЫТИЯ ТРЕЩИН ПРИ РЕМОНТЕ КОРПУСНЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО КОРПУСОВ ЦИЛИНДРОВ ПРЕССОВ ДЛЯ ВЫЖИМАНИЯ ЖИДКОСТЕЙ ИЗ ВЕЩЕСТВ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2098253C1 |
| Устройство для затяжки разъемной станины пресса | 1986 |
|
SU1373583A1 |
1. ДИСКОВЫЕ НОЖНИЦЫ, содержащие стойки со смонтированными в ни ножевыми валами, дисковые ножи, размещенные на ножевых валах, распорные втулки, установленные на ножевых валах между дисковыми ножами, и фиксирующие гайки, отличающие с я тем, что, с целью повышения точ ности резания и улучшения качества кромок разрезаемых изделий путем по- вьшения надежности и точности фиксации, они снабжены установленным на каждом ножевом валу фиксатором, выполненным в виде проставки, на одном из торцов которой выполнен кольцевой паз под рабочую жидкость, втулки с выступом на торце, установленным в кольцевом паяу, уплотнений, размещенных между стенками кольцевого . паза и выступом втулки, кольца П-образного сечения, установленного с возможностью взаимодействия своими выступами с уплотнениями, силового цилиндра со ступенчатым плунжером, размещенного в проставке и связанного с кольцевым пазом каналом, нажимного винта, установленного с возможностью взаимодействия со ступенчатым плунжером при помощи упругой, кольцевой прокладки и жесткой промежуточной шайбы.
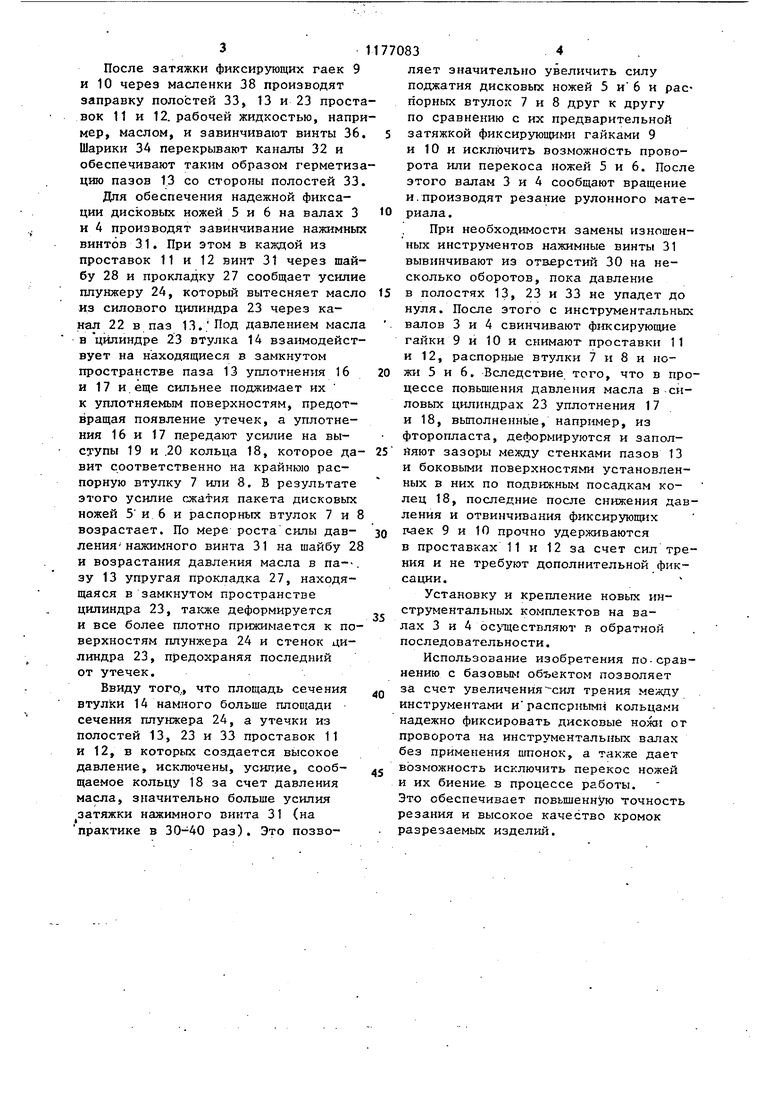
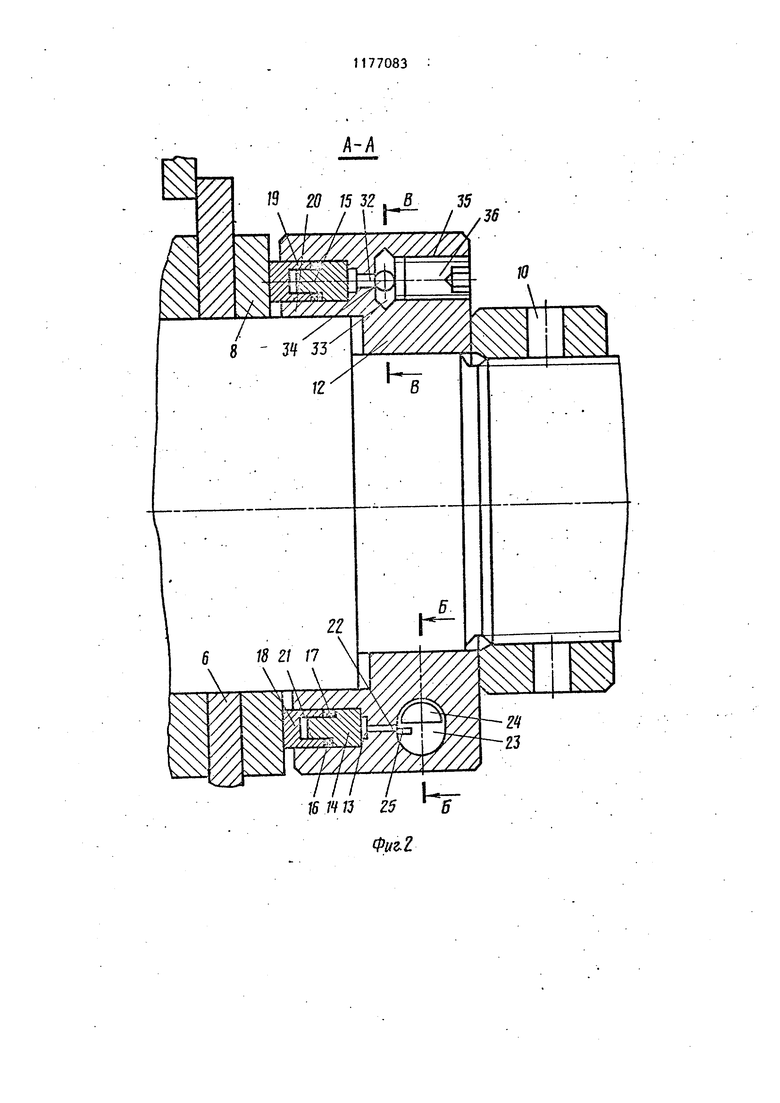
Изобретение относится к обработке металлов давлением и может быть использовано в электротехнической, машиностроительной и других отраслях промышленности для прецизионной резки рулонного или листового материала, например конденсаторной фольги. Цель изобретения - повьппение точности резания и улучшение качест ва кромок разрезаемых изделий путем повьш1ения надежности и точности фиксации ножей. На фиг. 1 изображены дисковые ножницы, общий вид; на фиг. 2 - раз рез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 разрез В-В на фиг. 2. Дисковые ножницы содержат неподВ11жную 1 и подвижную 2 стойки, в которых смонтированы инструментал ные валы 3 и 4, оснащенные дисковым ножами 5 и 6 и распорными втулками и 8, стянутыми фиксирующими гайками 9 и 10. Между крайними втулками и 8 и взаимодействующими с ними гай ками 9 и 10 размещены фиксаторы, вы полненные в виде проставок 11 и 12, На торце каждой проставки 11 и 12 имеется кольцевой паз 13, ив нем установлены втулка 14 с выступом 15 на торце, уплотнения 16 и 17, а так же кольцо 18 П-образного сечения, упирающееся своими выступами 19 и 2 в уплотнения 16 и 17. Последние раз мещены в пазу 13, что они находятся в замкнутом пространстве между выступом 15, заплечиками втулки 14, стенками паза 13 и выступами 19 и 2 кольца 18. Между выступом 15 втулки 14 и кольцом 18 имеется зазор 21 Паз 13 каналом 22 соединен с размещенным в .проставке силовым цилиндром 23, в котором размещен ступен атый плунжер 24, удерживаемый от проворота штифтом 25. На ступеньке 26 плунжера 24 установлены упругая кольцевая прокладка 27 и промежуточная жесткая шайба 28, поджатые к плунжеру 24/гайкой 29. Прокладка 27 размещена на плунжере 24 так, что она находится в замкнутом пространстве между стенками цилиндра 23, заплечиками плунжера 24 и шайбой 28, с которой взаимодействует ввинченный в резьбовое отверстие 30 нажимной винт 31. Паз 13 каналом 32 соединен с полостью 33,.в которой размещен шарик 34 и ввинченный в резьбовое отверстие 35 прижимной винт 36. . Полость 33 каналом 37 соединена, с масленкой 38. . , , Ножницы работают следующим образом. Перед производством жесткой фиксации ножей 5 и 6 на инструментальных валах 3 и 4 вначале затягивают фиксирующие гайки 9 и 10 с максимально возможным усилием. В этот момент в каждой из проставок 11 и 12 за счет предварительной затяжки гайки 29 прокладка 27 поджата шайбой 28 к заплечикам плунжера 24 и к стенкам силового цилиндра 23 и обеспечивает его герметизацию, а паз 13 загерметизирован уплотнениями 16 и 17, которые засчет усилия затяжки соответствующей фиксирующей гайки 9 или 10 поджимаются выступами 19-и 20 кольца 18, упирающегося торцом соответственно в распорную втулку 7 или 8, к выступу 15 втулт ки 14 и к стенкам паза 13. Прижимной винт 36 отпущен, шарик 34 свободно разметен в полости 33, и каналы 32 и 37 сообщаются между собой.
31
После затяжки фиксирующих гаек 9 и 10 через масленки 38 производят заправку полостей 33, 13 и 23 проставок 11 и 12. рабочей жидкостью, например, маслом, и завинчивают винты 36, Шарики 34 перекрывают каналы 32 и обеспечивают таким образом герметизацию пазов 13 со стороны полостей 33.
Для обеспечения надежной фиксации дисковых ножей 5 и 6 на валах 3 и 4 производят завинчивание нажимных винтов 31. При этом в каждой из проставок 11 и 12 винт 31 через шайбу 28 и прокладку 27 сообщает усилие плунжеру 24, который вытесняет масло из силового цилиндра 23 через канал 22 в паз 13.. Под давлением масла в ц1 линдре 23 втулка 14 взаимодействует на находящиеся в замкнутом пространстве паза 13 уплотнения 16 и 17 и.еще сильнее поджимает их к уплотняемым поверхностям, предотвращая появление утечек, а уплотнения 16 и 17 передают усилие на выступы 19 и .20 кольца 18, которое давит соответственно на крайнюю распорную втулку 7 или 8. В результате этого усилие сжатия пакета дисковых ножей 5 и 6 и распорных втулок 7 и 8 возрастает. По мере роста силы давления нажимного винта 31 на шайбу 28 и возрастания давления масла в па--. зу 13 упругая прокладка 27, находящаяся в замкнутом пространстве цилиндра 23, также деформируется и все более плотно прижимается к поверхностям плунжера 24 и стенок цилиндра 23, предохраняя последний от утечек.
Ввиду того.,, что площадь сечения втулки 14 намного больше площади сечения плунжера 24, а утечки из полостей 13, 23 и 33 проставок 11 и 12, в которых создается высокое давление, исключены, усилие, сообщаемое кольцу 18 за счет давления масла, значительно больше усилия затяжки нажимного винта 31 (на практике в 30-40 раз). Это позво770834
ляет значительно увеличить силу поджатия дисковых ножей 5 и6 и распорных втулок 7 и 8 друг к другу по сравнению с их предварительной 5 затяжкой фиксирующими гайками 9 и 10 и исключить возможность Проворота или перекоса ножей 5 и 6. После зтого валам 3 и 4 сообщают вращение и.производят резание рулонного материала.
При необходимости замены изношенных инструментов нажимные винты 31 вывинчивают из отв рстий 30 на несколько оборотов, пока давление
15 в полостях 13, 23 и 33 не упадет до
нуля. После зтого с инструментальных . валов 3 и 4 свинчивают фиксирующие гайки 9 и 10 и снимают- проставки 11 и 12, распорные втулки 7 и 8 и ножи 5 и 6. Вследствие того, что в процессе повьшгения давления масла в силовых цилиндрах 23 уплотнения 17 и 18, выполненные, например, из фторопласта, деформируются и заполняют зазоры между стенками пазов 13 и боковыми поверхностями установленных в них по подвижным посадкам колец 18, последние после снижения давления и отвинчивания фиксирующих
0 9 и 10 прочно удерживаются
в проставках 11 и 12 за счет сил трения и не требуют дополнительной фиксации.
Установку и крепление новых инструментальных комплектов на валах 3 и 4 осуществляют в обратной последовательности.
Использование изобретения по-сравнению с базовым объектом позволяет
д за счет увеличения-сил трения между инструментами ираспсрнымй кольцами надежно фиксировать дисковые ножи от проворота на инструментальных валах без применения шпонок, а также дает
, возможность исключить перекос ножей и их биение в процессе работы. Это обеспечивает повышенную точность резания и высокое качество кромок разрезаемых изделий. т W гЯ 15 32 .и 35 / 7 rt / т I | W /3 25 5 Фиг.г 25 гц ВФиг.З
ФигМ Б подернуто
| Дисковые ножницы | 1981 |
|
SU1009650A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
