1
Изобретение относится к станкостроению и может быть использовано в автомобильной, тракторной промышленности для обработки шатунных шеек коленчатых валов.
Известен станок для обработки нескольких соосных шатунных шеек коленчатого 5 вала, содержащий бабки изделия с шпинделями, инструментальную бабку с планшайбами и эксцентрично установленными в последних кольцевыми инструментами, делительную головку, смонтированную на одной из бабок изделия, причем планшайбы расположены соосно между собой и с общей осью сим.метрии обрабатываемых шатунных шеек, а количество кольцевых инструментов равно количеству одновременно обрабатываемых шатунных шеек 1.ts
Недостатками известного станка являются низкие производительность и точность обработки (последнее - по угловому расположению осей шатунных шеек).
Цель изобретения - повышение производительности и точности обработки.
Указанная цель достигается тем, что отверстие под кольцевой инструмент в каждой планшайбе выполнено с эксцентриситетом, равным радиусу соответствующего кривошипа оораоотанного коленчатого вала. каждая планшайба смешена относительно другой на величину радиуса кривошипа изделия, а планшайба и шпиндель бабки изделия снабжены кинематически связанными между собой приводами вращения, причем передаточное отношение между приводами плашиайб и шпинделя равно единице.
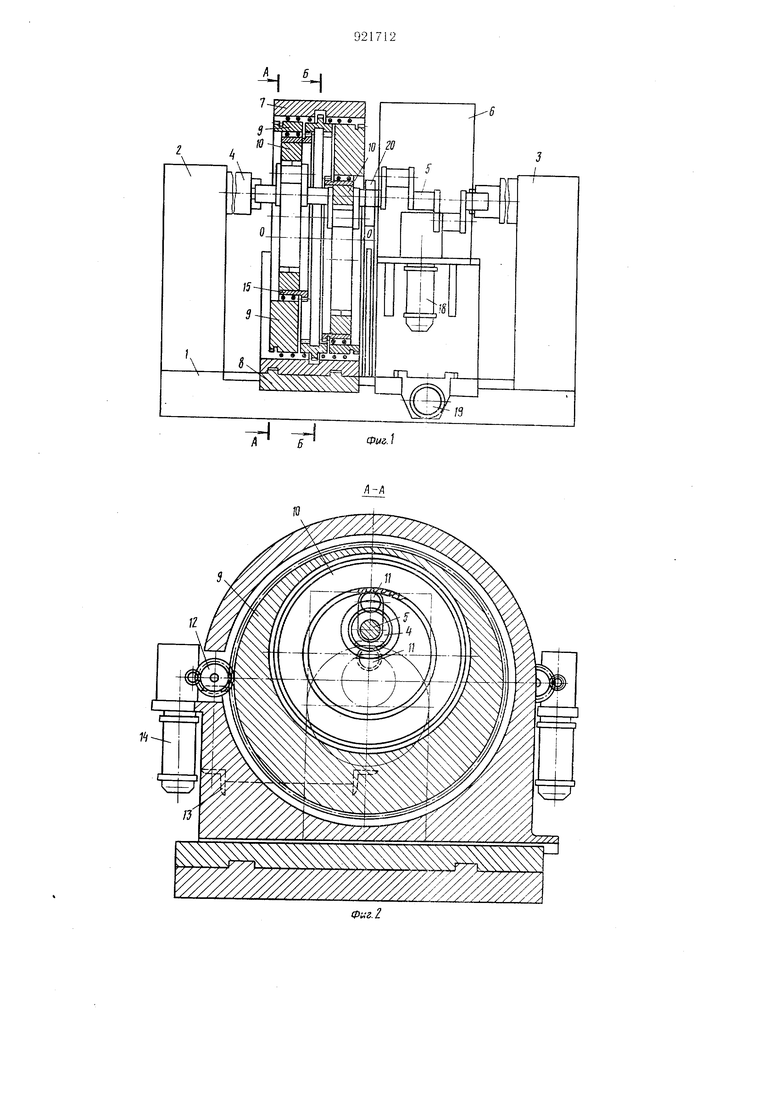
На фиг. 1 представлен предлагаемый станок, общий вид; на фиг. 2 - разрез А-А
фиг. 3 - разрез Б - Б на фиг. 1:
на
на фиг. .
Станок
содержит станину 1, бабки 2. 3, шпинделями 4, обрабатываемое изделия с изделие 5, инструментальные бабки 6. устаиовленныена станине с возможностью перемещения, корпуса 7 котопродольного
рых, в свою очередь, установлены на каретках 8 с возможностью поперечного пере eш.eния. В корпусе 7 но подишпниках установлены планшайбы 9, в эксцентричных расточках которы.х смонтированы кольцевые инструменты 10. Количество кольцевых инстру.ментов равно количеству одновременно обрабатываемых шатунных щеек И, Каждая планшайба имеет внешний зубчатый венец, взаимодействующий с зубчатым колесом 12 двунаправленной кинематической цепи 13 привода 14 планшайб и одного-из шпинделей 4 бабки изделия. Одно из направлений указанной двунаправленной кинематической пепи содержит зубчатое колесо 12 и внешний зубчатый венец планшайб 9, другое --- зубчатое колесо 12 и зубчатую передачу (фиг. 2 штри.х-нунктир) к одному из шпинделей 4. Передаточные отнои1ения обоих направлений упомянутой кинематинеской цепи равны между собой. С каждым )ольцевым инструментом 10 жестко связано гзубчатое колесо 15, взаимодействующее с Соответствующим внутренним зубчатым венцом трехвенцового зубчатого колеса 16, внeнJHИЙ зубчатый венец которого взаи.молействует с зубчатым колесом 17 привода 18 кольцевых инстру.1е11тов. Станок содерукит также привод 19 поперечной подачи 1Иа врезание и ускореш-ioro хода поперечного ii продольного пе|)емеп1ений инструменталь;1п 1х бабок и люпет 20.
Станок- работает следуюши.м- образом. С помощью привода 19 инструментальHijie бабки 6 отводятся соответственно в крайнее левое и правое положения. При этом освобождается пространство между бабкам 2, 3 нздели51, в пли-шделях 4 которых затем з;;крсп,1яется по коренным шейкам обрабатьп1немое изделие 5. Далее посредством привода 19 перемешают ипстру:Ментальп1,.1е бабки, вводя тем самым обрабатываемое изде.. 5 в полость ко.аьцевых инструме ггов 10. При этом планшайба с кольцевыми ипcтpyмe iтa.ми (каждая из планшайб) установлены смифззно с шатунны.ми 1иейками 11, подлежащими обработке, т. е. (|тазо1 ое (по у1лу) положение цептра сим.метрии каждого кольцевого инструмента соответствует фазовому положению соответствующей П1атунной шейки, иодлежашей обработке. После этого каретки 8 фиксируются на станине 1, включается привод 18 кольп.евых иистру.мептов, которым вращение передается через трехвенцовое зубчатое колесо 16. При этом колыгевые инструменты цра1и, вокруг своих геометрических осей. Одновременно с приводом 18 включают привод 9, благодаря чему инструментальные бабки 6 перемешаются в иоперечиом на1фав.леш-ш ц осу|цеетвляетея врезание кольцевых инструментов 10 в обрабатьтаемые шатунные П1ейки 11. По достижении Т11ебуемой г...|убпиы врезания привод 19 отключают, Kopriyca 7 киструментальных бабол 6 (риксир кл относительно кареток 8,
включают привод 14 планшайб и одного из пшииделей 4 бабки изделия. При это.м посредством двунаправленной кинематической цепи 13 врашепие одновременно сообш,ается планц,айбам 9 и, посредством одного из
шпинделей 4, обрабатываемому изделию 5. Таким образом, каждый кольцевой инструмеит 10 вращается вместе с плаишайбой 9 вокруг ее оси и вокруг своей геометрической оси одновременно, осушествляя
обработку соответствуюп1.ей шатунной шейки и щек.
Требуемый диаметр шатунных шеек получается за один оборот планшайб и обрабатываемого изделия.
По окончании обработки инструментальные бабки 6 раефиксируют, посредством привода 19, перемещая в поперечном и продольном направлениях, возвращают в крайнее и левое и иравое положение соответствен но, снимают обработанное изделие 5 с станка
закрепляют очередное изде.пие, закрепляют очередное изделие, подлежащее обработке, rioc;ie чего цик.т повторяется.
Станок позволяет обработать за одиу установку несколько шатунньгх шеек, расцо;1ожепиых на разных осях (несоосные шатунные ншйки), повысить производительность и точность обработки.
Формула изобретения
Станок для обработки шатунных шеек коленчатых валов, содержащий бабки изде,лия с шпинделями, инструментальную бабку с планшайбами и эксцентрично установленными в планшайбах кольцевы.ми инструментами, отличающийся тем, что, с целью гговып1е1шя производительности и точности обработки, эксцентриситет установки кольцевых инструментов равен радиусу кривошина обрабатываемого изделия, оси вращения планшаяб смешены относительно друг друга на величи;1у радиуса кривошипа изде.лия, а плапигайбы и ц.1пиндель бабки изделия снабжены кинематически связанными 11ежду собой приводами вращения, причем 1ередаточиое отноп;еиие кинематической цепи между приводом пла 1илайб и плшнделя равно единице.
Источники информации, принятые во внимание при экспертизе I. Патент ФРГ ,No 2551250. кл. В 23 С 3/06, опублик. 1978.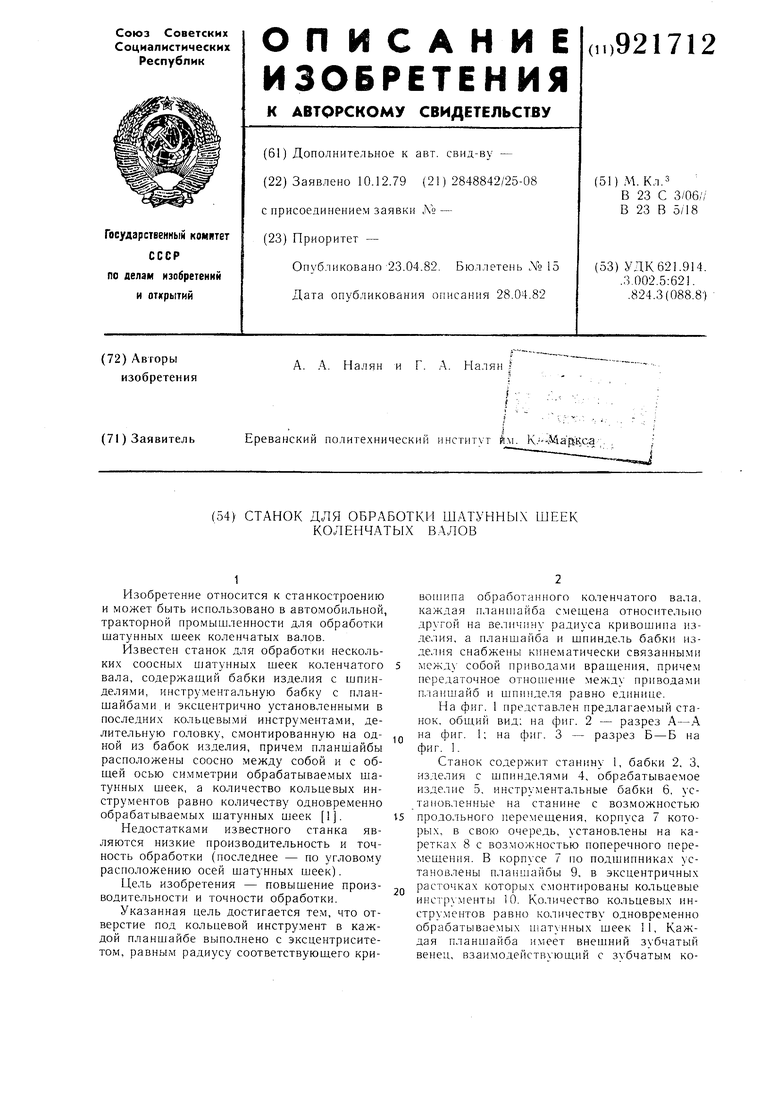
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки колен-чАТыХ ВАлОВ | 1979 |
|
SU829408A1 |
| Устройство для шлифования шатунных шеек коленчатых валов | 1986 |
|
SU1328161A1 |
| Устройство для обработки коленчатых валов | 1980 |
|
SU905003A1 |
| Способ обработки изделий вихревым копированием и станок для его осуществления | 1975 |
|
SU541595A1 |
| Способ обработки деталей типа коленчатых валов и станок для его осуществления | 1986 |
|
SU1421473A1 |
| Устройство для обработки зубьев зубчатых колес | 1985 |
|
SU1261756A1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU567589A1 |