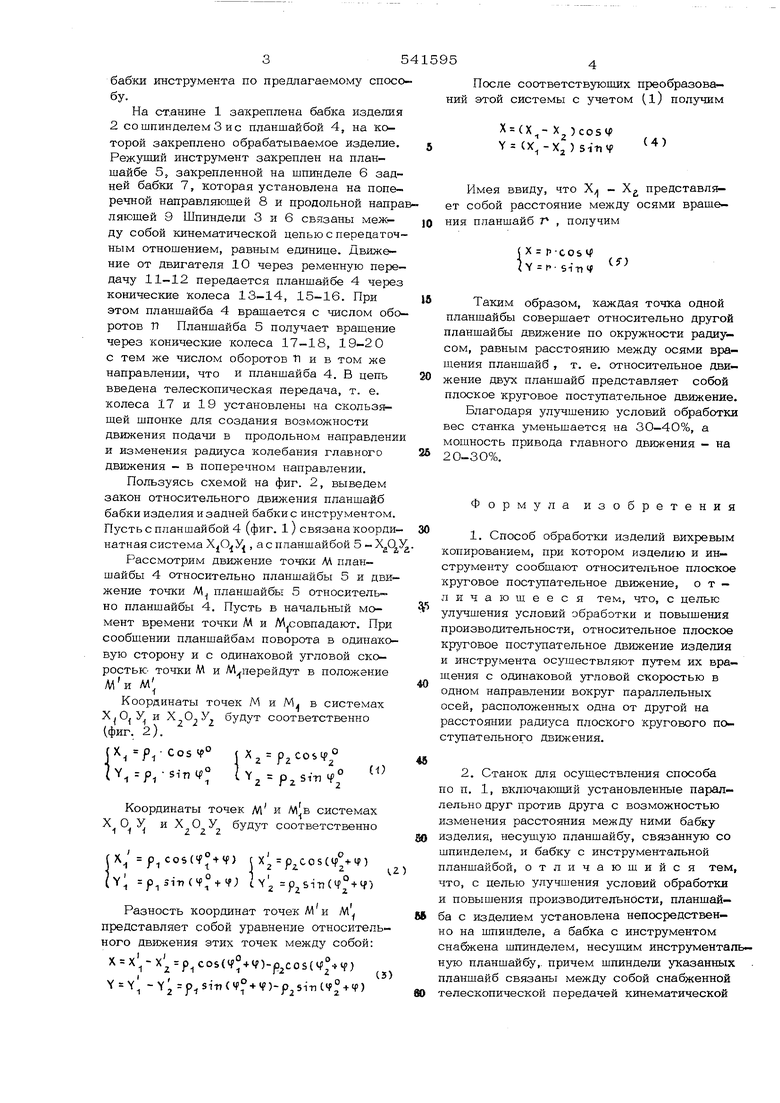
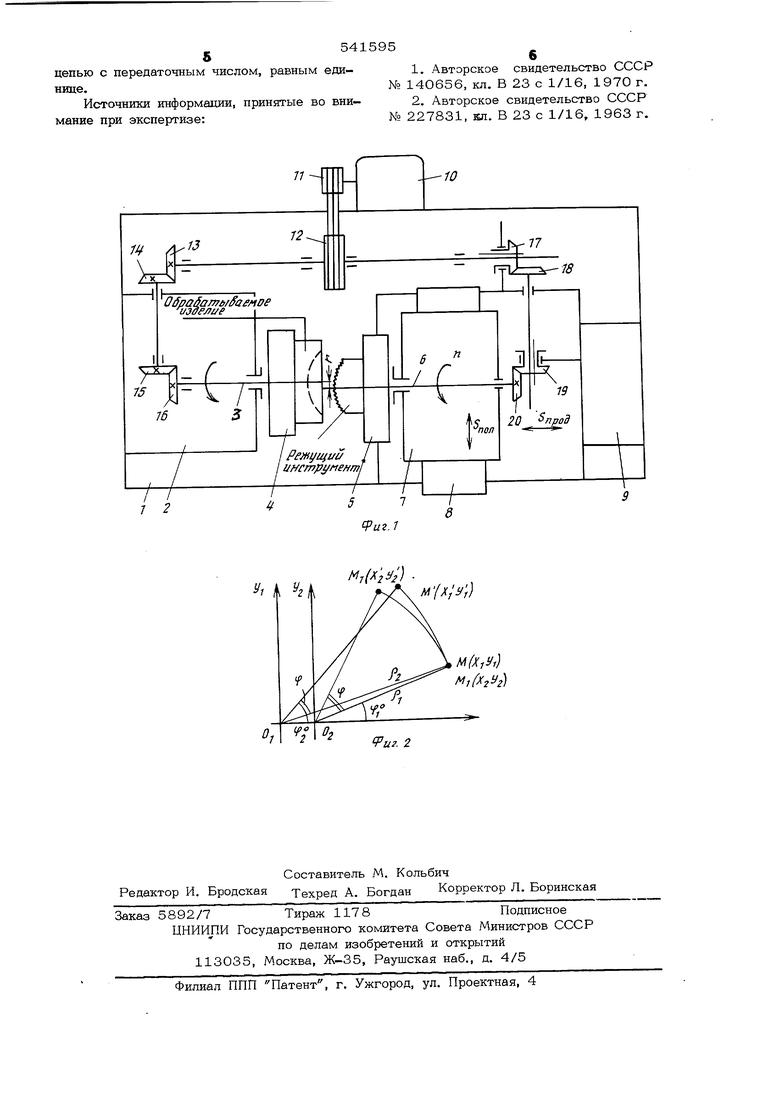
бабки инструмента по предлагаемому спосо бу. На ст.анине 1 закреплена бабка изделия 2 со шпинделем 3 ис планшайбой 4, на которой закреплено обрабатываемое изделие. Режущий инструмент закреплен на планшайбе 5, закрепленной на шпинделе 6 задней бабки 7, которая установлена на поперечной направляющей 8 и продольной напра ляющей 9 Шпиндели 3 и 6 связаны между собой кинематической цепью с передаточ ным отношением, равным единице. Движение от двигателя 10 через ременную передачу 11-12 передается планшайбе 4 через конические колеса 13-14, 15-16. При этом планшайба 4 вращается с числом обо ротов Я Планшайба 5 получает вращение через конические колеса 17-18, 19-20 с тем же числом оборотов ti и в том же направлении, что и планшайба 4. В цепь введена телескопическая передача, т. е. колеса 17 и 19 установлены на скользящей щпонке для создания возможности движения подачи в продольном направлени и изменения радиуса колебания главного движения - в поперечном направлении. Пользуясь схемой на фиг. 2, выведем закон относительного движения планшайб бабки изделия и задней бабки с инструментом. Пусть с планшайбой 4 (фиг. 1) связана координатная система , а с планшайбой 5 - O Рассмотрим движение точки М планшайбы 4 относительно планшайбы 5 и движение точки Л1 планщайбы 5 относительно планшайбы 4. Пусть в начальный момент времени точки М и М совпадают. При сообщении планшайбам поворота в одинаковую сторону и с одинаковой угловой ско- ростьК точки М и М перейдут в положение М Координаты точек М и М в системах Х.О. У и Х,0.,У, будут соответственно (фиг. 2). (.С05Ф° . p.cost. b,--p, I Sin f; Координаты точек м и системах и 2.2 УДУг соответственно PiCos(f%4) ( (if%4) Y, (f°f ; N2 p2Sl-n(V°+(f) Разность координат точек /ми М представляет собой уравнение относитель ного движения этих точек между собой: X .,(4°4V)(4°-Hj) , -Y )(f°H-4)-p 5iTiC °-Kf) После соответствующих преобразовав НИИ этой системы с учетом (l) получим ( X Jcos4 Y ( ) sinv Имея ввиду, что Х, - Х представл ет собой расстояние между осями вращения планшайб Г , получим ( х n-cosic Y S1T14I Таким образом, каждая точка одной планшайбы совершает относительно другой планшайбы движение по окружности радиусом, равным расстоянию между осями вращения планшайб , т. е. относительное движение двух планшайб представляет собой плоское круговое поступательное движение. Благодаря улучшению условий обработки вес станка уменьшается на 30-40%, а мощность привода главного движения - на 20-ЗО%. Формула изобретения 1. Способ обработки изделий вихревым копированием, при котором изделию и инструменту сообщают относительное плоское круговое поступательное движение, отличающееся тем, что, с целью улучшения условий обработки и повышения производительности, относительное плоское круговое поступательное движение изделия и инструмента осушествляют путем их вращения с одинаковой угловой скоростью в одном направлении вокруг параллельных осей, расположенных одна от другой на расстоянии радиуса плоского кругового поступательного движения. 2. Станок для осуществления способа по п. 1, включающий установленные параллельно друг против друга с возможностью изменения расстояния между ними бабку изделия, несущую планщайбу, связанную со шпинделем, и бабку с инструментальной планшайбой, отличающийся тем, что, с целью улучшения условий обработки и повышения производительности, планщай- ба с изделием установлена непосредственно на шпинделе, а бабка с инструментом снабжена шпинделем, несущим инструментальную планшайбу,, причем шпиндели указанных планшайб связаны между собой снабженной телескопической передачей кинематической 541595 цепью с передаточным числом, равным единице.№ Источники информации, принятые во внимание при экспертизе:№ б 1. Авторское свидетельство СССР 14О656, кл. В 23 с 1/16, 1970 г. 2. Авторское свидетельство СССР 227831, кл. В 23 с 1/16, 1963 г.
, „ .
I 2 fsA /M/// ;J
((Kiyi}
Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрофизикохимической обработки изделий | 1979 |
|
SU878476A1 |
| Шпиндельная бабка к металлообрабатывающему станку | 1987 |
|
SU1495019A1 |
| Станок для нарезания конических зубчатых колес с эвольвентными продольными очертаниями зубцов посредством шестернеподобного инструмента методом обкатки | 1948 |
|
SU82667A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Устройство для моделирования траекторий точек режущего инструмента | 1974 |
|
SU553129A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| Станок для нарезания прямозубых конических колес | 1972 |
|
SU439113A1 |
| Способ обточки или шлифования поршневого кольца и станок для его осуществления | 1955 |
|
SU104792A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
