Изобретение относится к машиностроению и может быть использовано в автотракторной промышленности для обработки шатунных шеек коленчатых валов.
Целью изобретения является упрощение конструкции путем замены планетарной передачи индивидуального привода шлифовальных кругов на более простой тип - кривошипный.
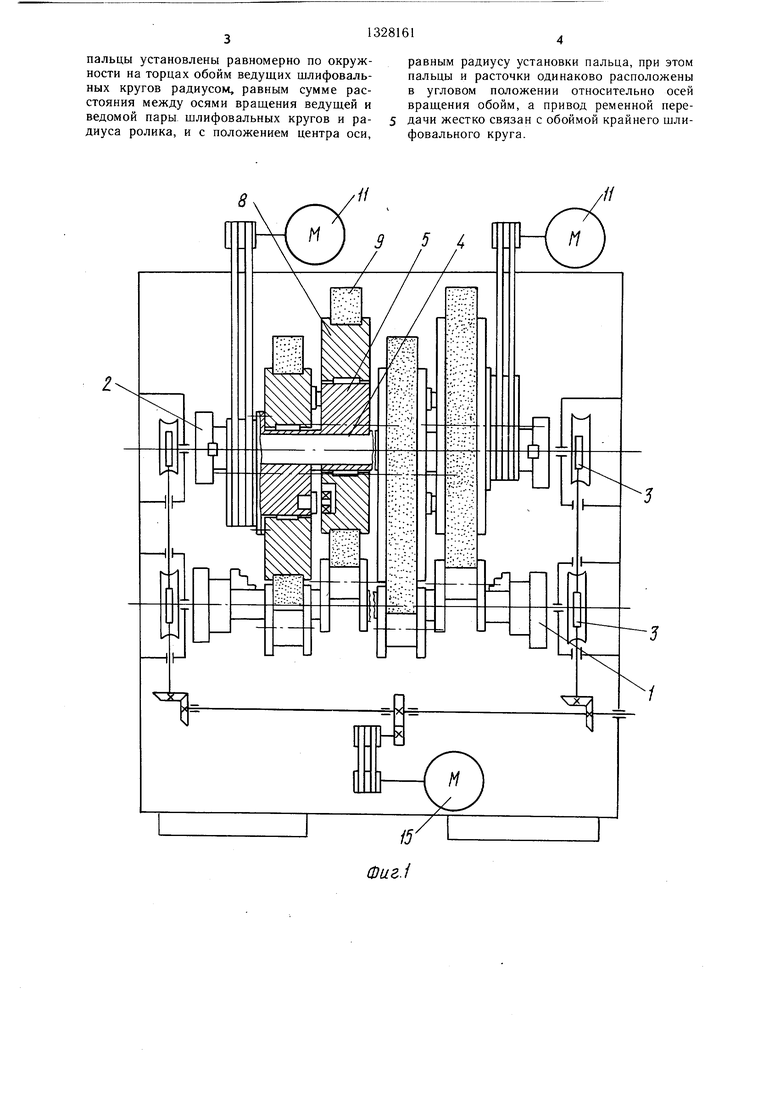
На фиг. 1 показана принципиальная схема устройства с двумя приводами враш,е- ния кругов; на фиг. 2 - оправка с набором четырех шлифовальных кругов с одним приводом вращения; на фиг. 3 - сечение А-А на фиг. 2.
Шпиндель 1 изделия и инструментальный шпиндель 2 связаны между собой кинематической цепью 3 с передаточным отношением, равным единице. В инструментальном шпинделе закреплена оправка 4, неподвижно установлены эксцентрики 5. Расстояние между эксцентриками равно расстоянию между обрабатываемым и шатунными шейками и регулируется с помощью втулок 6. На эксцентриках посредством подшипников 7 установлены обоймы 8, несущие шлифовальные круги 9. Один из крайних инструментов является ведущим. При большом количестве одновременно обрабатываемых шатунных шеек ведущими могут быть два крайних круга (фиг. 1). К обойме ведущего круга неподвижно прикреплен шкив 10 индивидуального привода 11. Обоймы всех инструментов имеют на одном торце по крайней мере три жестко расположенных пальца 12 с роликами 13. На другом торце обойм (кроме обойм ведущих кругов) сделаны эксцентричные расточки 14 в количестве, равном количеству пальцев. Радиус расточек г равен сумме расстояния F между осями врашения соседних кругов и величины k радиуса роликов 13. Эксцентриситет R расточек равен установочному размеру R жестких пальцев. Фазовое расположение у расточек относительно оси вращения обоймы, на которой они расположены, равно фазовому расположению у пальцев относительно оси вращения соседней обоймы, на которой расположены пальцы. Инструменты установлены на оправке 4 таким образом, что пальЦы входят в эксцентричные расточки 14 и ролики 13 контактируют с ними по боковой поверхности. Сдвиг инструментов по фазе относительно друг друга достигается расположением шпоночных пазов на эксцентриках 5 и оправке 4. Привод шпинделей 1 и 2 осуществляется от двигателя 15.
Устройство работает следующим образом.
Собранная вне станка и сбалансированная оправка с набором инструментов устанавливается в инструментальной бабке и
зажимается. При этом каждый инструмент занимает положение, синфазное той шатунной шейке, которую ему подлежит обработать. Коленвал закреплен в бабке изделия.
После этого включают станок. От двигателя 15 вращение передается на шпиндели 1 изделия и инструмента 2, после чего колея- вал и оправка 4 с набором инструментов начинают синхронное и синфазное вращение в режиме круговой подачи. При этом обеспечивается слежение инструментов за обрабатываемыми шатунными шейками. Одновременно включается привод 11 и вращение передается от клиноременной передачи на шкив 10 и обойму 8, которая вместе со шли5 фовальным кругом 9 крайнего приводного инструмента вращается на подшипниках 7 вокруг геометрической оси круга со скоростью шлифования. При этом пальцы 12 совершают круговое движение с радиусом I относительно соседней обоймы, а ролики 13 обкатываются внутри расточек 14. При этом соседняя обойма вместе со своим шлифовальным кругом вращается на подшипниках 7 вокруг своей геометрической оси с той же скоростью и в том же направлении.
5 Таким образом вращение передается третьему и всем гюследующим инструментам, т.е. все инструменты вращаются со скоростью шлифования, каждый вокруг своей геометрической оси, осуществляя одновременную обработку всех шатунных шеек за
0 одну установку коленчатого вала.
0
В зависимости от величины передаваемого момента вращения количество пальцев и, соответственно, эксцентричных расточек может быть увеличено.
Расстояние между инструментами не зависит от приводного элемента и может быть выбрано в любых пределах, что позволяет обработать коленчатые валы с близкорасположенными шатунными шейками.
35
40
Формула изобретения
Устройство для шлифования шатунных шеек коленчатых валов, содержащее кинематически связанные между собой бабку изделия и шлифовальную бабку с инструментальной оправкой, несущей эксцентрики и обоймы со шлифовальными кругами, крайний из которых имеет индивидуальный привод от ременной передачи, и установленные
между обоймами механизмы передачи вращения от крайнего круга к последующим, образующие ведущие и ведомые пары шлифовальных кругов, отличающееся тем, что, с целью упрощения конструкции, каждый механизм передачи вращения выполнен в
виде по крайней мере трех пальцев с роликами, входящих в расточки, выполненные в торцах обойм ведомых кругов, причем
пальцы установлены равномерно по окружности на торцах обойм ведущих шлифовальных кругов радиусом, равным сумме расстояния между осями вращения ведущей и ведомой пары шлифовальных кругов и радиуса ролика, и с положением центра оси.
равным радиусу установки пальца, при этом пальцы и расточки одинаково расположены в угловом положении относительно осей вращения обойм, а привод ременной передачи жестко связан с обоймой крайнего шлифовального круга.

Изобретение относится к машиностроению и может быть использовано в автотракторной промышленности для обработки шатунных шеек коленчатых валов. Целью изобретения является упрош,ение конструкции за счет выполнения кинематической связи между шпинделем бабки изделия и бабкой шлифовального круга. Шлифовальный шпиндель выполнен в виде оправки 4, на которой установлены эксцентрики 5 с обоймами 8, 3 9 иг.2 несушими шлифовальные круги 9. С обоймой крайнего шлифовального круга жестко соединен шкив, через который от электродвигателя осущестапяется враш.ение всех шлифовальных кругов-. Механизмы передачи врашения от одного шлифовального круга к другому выполнены в виде трех пальцев 12 с роликами 13 на конце, которые установлены равномерно по окружности по торцу обоймы ведущего круга. Ролики входят в расточки 14, выполненные на торце обоймы соседнего ведомого круга. Радиус расточки равен сумме расстояния между осями врашения соседних кругов и радиуса ролика 13. Положение центра оси расточки совпадает с установочным размером пальца. Пальцы и расточки одинаково расположены в угловом положении относительно осей вращения соответствующих шлифовальных кругов. 3 ил. л (Л со го 00 О5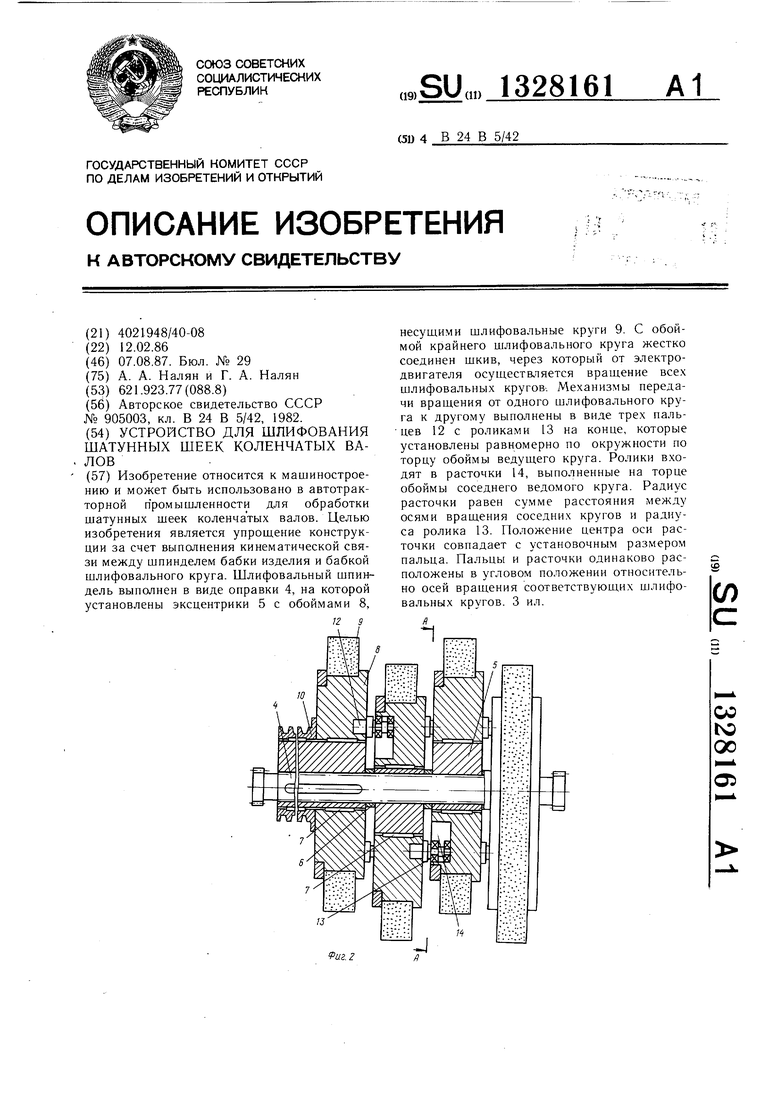
д-д
4
/5
/2
Фи2.3
| Устройство для обработки коленчатых валов | 1980 |
|
SU905003A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
