(54) СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212317C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗАКРЫТОГО ВЕНЦА ЦЕЛЬНОГО БЛОКА ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2403132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХВЕНЦОВОЙ ЗВЕЗДОЧКИ | 2014 |
|
RU2571983C1 |
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1984 |
|
SU1321536A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
| Способ определения жесткости технологической системы Удалова Б.А. | 1987 |
|
SU1496935A1 |
| Прямозубая цилиндрическая передача | 1980 |
|
SU922358A2 |
| Дисковая протяжная головка | 1984 |
|
SU1228984A1 |
1
Изобретение относится к электроэроаионной обработке и может быть использовано при изготовлении некругпых, а также круглых зубчатых колес.
Известен способ обработки сложнопрофильных цеталей электроэрозией вырезанием яепрофилтфованным электрономинструментом 1 .
Этот способ реализован на кафеаре Технология машиностроения Ульяновокого политехнического института. Изготовлено, в частности, нёкруглое зубчатое колесо эллиптической формы с размерами по воображаемым большой и малой осям соответственно 2ООх140 мм нитев1шным электродом-инструментом на электроэрсхзиониом вырезном станке с ЧПУ моц. 4532 Ф 3, работающем в режиме двухкоораинатной обработки по программе, задаваемой на перфоленте. Геометрическая информация о траектории движения инструмента определялась на основе координат точек контура зубчатого венца автоматически на ЭЦВМ класся
ЕС по программе, написанной на языке ФОРТРАН. Этот способ имеет целый ряд существенных преимуществ перед способом изготовления зубчатого венда не- круглых колец.
Однако известный способ имеет резервы повышения эффективности обработки зубчатого венца некруглых колес. Так., при обработке Некруглых колес нереверсивных передач, которые воспроизводят
0 и обеспечивают необходимый закон движения ведомого звена лишь при определенном направлении вращения ведущего зубчатого колеса, необходимо обеспечить высокое качество лишь правой поверхtsности рабочей (участвующей в передаче движения) стороны зуба.
Кроме того, при обработке некруглых колес как реверсивных, так и неревер сивных передач качество поверхностей
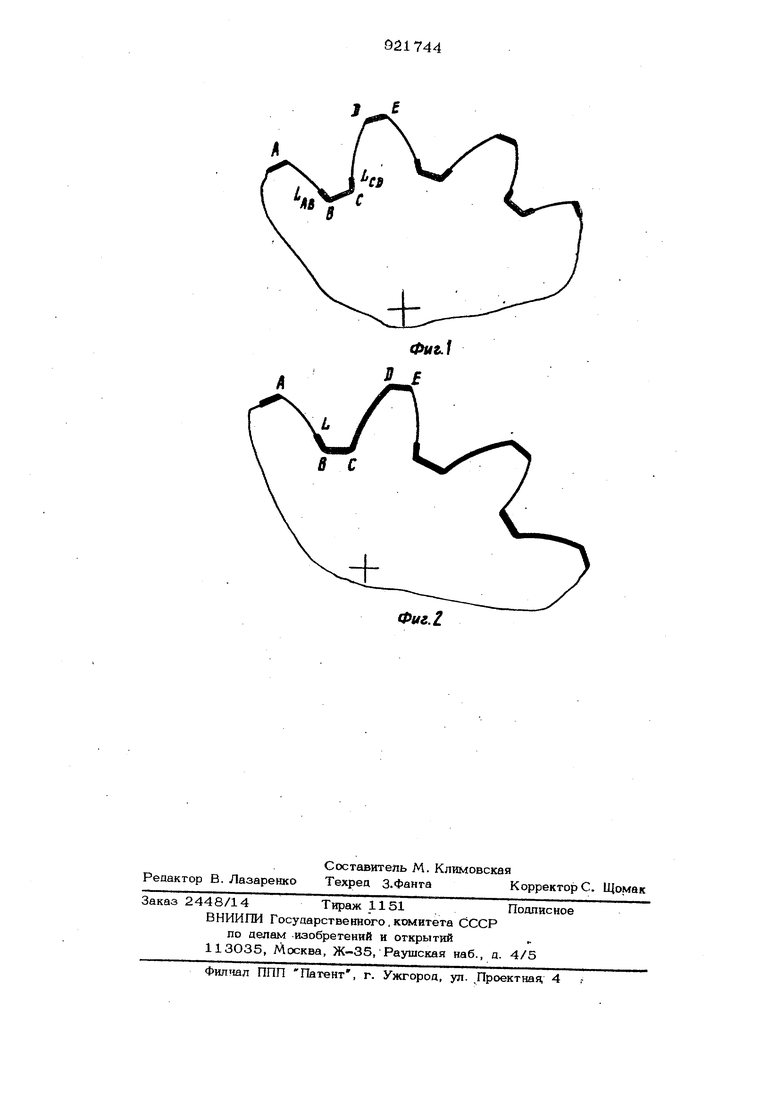
20 вершин и впадин, включая переходные поверхности, может быть более низкого уровня в сравнении с качеством главных поверхностей зубьев. Названные обстоятельства открывают возмоялюсть цальнейшего повышения эффективности обработки зубчатого венца некруглых колес известным способом. Цель изобретения - повышение производительности обработки зубчатого вешш колес. Указанная цель достигается тем, что обработку зубчатого венца на участках контура, соответствующих нерабочим (условно) поверхностям венца, ведут на черновом режиме, а на участках, соотвс тствующих рабочим пов зрхностям венца, ведут на чистовом режиме, причем режим обработки варьирует от чистового по чернового и обратно по ходу инстру- мента и в соответствии с видом обрабатываемого участка.I На фиг. 1 показана схема распределекия и изменения режима по ходу обработки зубчатого венца некруглого колеса реверсивной передачи; на фиг. 2 - го же аля некруглого колеса нереверсивной пер дачи. Утолщенными линиями условно обоэначены участки контура зубчатого венца некруглого колеса, при обработке которых выдерживают черновой режим, тонкими линиями показаны участки, гае выдерживают чистовой режим. Варьирование режима при обработке венца проследим на примере формирования участка ABCJ&E При обработке зубчатого венца не- круглого колеса реверсивной передачи (фиг. 1) чистовой режим выдерживают н участках главных профилей типа AL, и LP Ь t соответствующих главным поверхностям зубьев ( L , L - граничные точки между главным профилем И переходной кривой ножки зуба), черновой режим обработки выдерживают на участках типа Ь BCLtt соответст вующих переходным поверхностям и поверхности дна впадины, и типа ДБ, соот ветствуклцего поверхности вершины зуба После окончания формировашш участка зубчатого венда типа А L, на чистовс режиме в граничной точке V режи изменяют на черновой (не прерывая обработки) и поддерживают его в Te4etnie всего времени формирования участка Ь ЬСЬ С5, вплоть ц о следующей граничной точки Ьс , в которой режим ид- еняют на чистовой. Таким образом, ормирование участка Ь,,, f)осутцествяют в названном режик е ао точки D , в которой, наконец, гтроисходит очередное изменение режима нй черновой, который и выдерживают по хояу перемещения инструмента вплоть до точки Е. Далее закономерность варьирования режима обработки по хоау инструмента вдоль контура зубчатого вениз некруглого колеса нереверсивной передачи (фиг. 2) чистовой режим выдерживают только на участках типа L , соответствующих главным поверхностям зубьев, обеспечивающим передачу овижения. Чистовой режим устанйшивают в точке А и поааерживают его по ходу швижения инструмента до точки Ь , в которой изменяют режим на чериовой, и в таком режиме формируют участки типа L&CDE до точки Е. Далее Эйконс., мерность наиенения режима обработки по ходу инструмента повторяется. Использование предлагаемого способа обработки зубчатого венца некрутлых (а также круглых) колес обеспечивает по сравнению с известным способом контурной обработки опт1ииальное сочетание качества и производительности изготовления зубчатого венца. Формула изобретения Способ эле.;троэрозионной обработки сложнопрофильных изделий непрофилированным электродом-проволокой, перемещаемым последовательно по всему контуру, отличающийся тем, что, с целью повыщення производительности при обработке венца зубчатого колеса. при переходе от обработки нерабочей части зубчатого венца к обработке его рабочей части режим с чернового меняют на чистовой и наоборот не прерывая процесса обработки. Источники информации, принятые во внимание при экспертизе 1, Левинсон Е.М. и Лев B.C. Справочное пособие по электротехнологии. Электроэрозионная обработка металлов, Лениздат, 1972, с. 172.
К
Фиг.2.
