BI, Г| траектории черновом проходе;
чистовом проходе;
В2, Г2 траектории чиссговом проходе;
Изобретение относится к области электрофизических и электрохимических методов обработки, в частности к электроэрозионной обработке сложнопрофильных деталей проволочным электродом-инструментом (ЭЙ).
Цель изобретения - повышение точности обработки за счет устранения заре- зов и разбивки в угловых точках обрабатываемого контура.
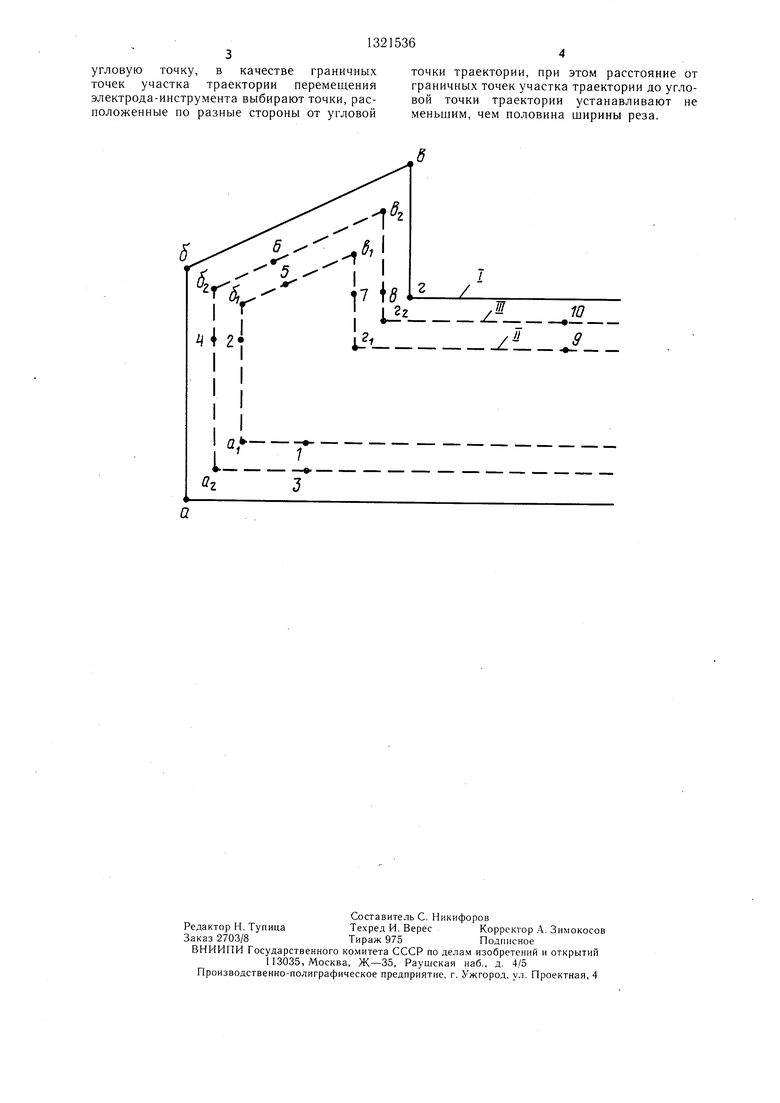
На чертеже представлена схема обхода обрабатываемого контура согласно предлагаемому способу.
На схеме обозначены; обрабатываемым контур 1; угловые точки а, б, в, г контура; траектория II ЭЙ на черновом проходе; угловые точки ai, б, перемещения ЭЙ па траектория III ЭЙ на угловые точки а, QZ, перемещения ЭЙ па граничные точки 1 -10 участков траектории перемещения ЭЙ.
Способ осуществляют следующим образом.
Выбирают параметры чернового и чистового режимов электроэрозионной обработки и определяют величину эквидистанты для каждого из режимов, при этом припуск под чистовую обработку назначают из условия, чтобы величина эквидистанты между траекториями при черновом и чистовом обходах контура не превыщала величины радиуса проволочного ЭЙ. При выполнении этого условия во время чистового прохода проволочный ЭЙ перемепдается в узком пазу и не совершает колебаний вследствие одностороннего воздействия электрических разрядов. Траекторию перемеи1епия электрода-инструмента разбивают на участки, причем для участков коптура, содержащих угловую точку, в качестве граничных точек участка траектории выбирают точки, расположенные по разные стороны от угловой точки траектории, а расстояние от граничных точек участка траектории до угловой точки траектории устанавливают не меньщим, чем половина ширины реза.
Обход контура осуществляют следующим образом. Устанавливают черновой режим обработки. Перемещают ЭЙ по траектории 11, эквидистантной обрабатываемому контуру, вдоль первого участка от точки 1 к точке 2., затем осуществлйют ускоренный реверс ЭЙ по той же траектории от точки 2 к точке 1. После этого переключают режим обработки с чернового на чистовой и перемещают ЭЙ на величипу эквидистанты между траекториями чернового и чистового обхода контура от точки 1 к точке 3, после чего осуществляют чистовой проход элементарного участка по траектории.111 от точки 3 к точке 4. Затем опять перемещают ЭЙ в точку 2, после чего переключают режим обрабо±ки с чистового на черновой. Затем процесс повторяют для
5
каждого участка до заверп1ения полного обхода контура. То, что границы участков траектории, содержащих угловую точку, расположены по разные стороны от угловой
точки на расстоянии от нее, не меньшем, чем половина ишрины реза, обеспечивает минимальное время нахождения ЭЙ в угловых точках контура, что в свою очередь обеспечивает отсутствие зарезов и малую величину радиуса скругления.
Величина минимального расстояния от граничной точки участка траектории ЭЙ до угловой точки траектории выбирается из следующих соображений. Прилегающий к угловой точке отрезок траектории, длина кос торого равна половине щирины реза, является угловой зоной. Если граничные точки участков траектории лежат в угловой зоне, то за счет кинематической погрешности станка, при реверсе ЭЙ возможно появление неустранимого брака вследствие
0 зарезов. Кро.ме того, время нахождения ЭЙ в граничных точках п)евыщает время его нахождения в любых других точках контура вследствие влияния инерционности системы управления подачей ЭЙ при переключениях на реверсивный отвод. Поэтому при совпадении граничных точек с угловыми возможна разбивка в угловых точках, что влечет за собой неустранимый брак. Таким образом, граничные точки участка траектории ЭЙ должны располагаться вне угловой зоны. Это требование распространяется на граничные точки участков траектории перемещения ЭЙ как на черновом, так и на чистовом проходах.
При обработке участков контура, не содержащих угловой точки, т. е. при обходе гладких участков контура, выполнение указанного выше требования к расположению граничных точек участка не является обязательным.
Таким образом, применение предлагаемого способа электроэрозионного вырезания
0 проволочным электродом-инструментом позволяет повысить точность обработки за счет устранения зарезов и разбивки в угловых точках обрабатываемого контура.
Формула изобретения 5
Способ электроэрозионного вырезания проволочным электродом-инструментом, при котором обрабатываемый контур разбивают на участки и на каждом участке после
Q чернового прохода осуществляют реверсивный отвод электрода-инструмента с высокой скоростью в начальную точку данного учас1- ка, причем траектория отвода электрода- инструмента совпадает с его траекторией на черновом проходе, затем осуществляют
5 чистовой проход данного участка по эквидистантной траектории, отличающийся тем, что, с целью повышения точности при обработке участков контура, содержащих
0
5
угловую точку, в качестве граничных точек участка траектории перемещения электрода-инструмента выбирают точки, расположенные по разные стороны от угловой
точки траектории, при этом расстояние от граничных точек участка траектории до угловой точки траектории устанавливают не меньшим, чем половина ширины реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1980 |
|
SU1268096A3 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| Способ электроэрозионной обработки непрофилированным электродом-инструментом | 1990 |
|
SU1779495A1 |
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| Способ электроэрозионной обработки сложнопрофильных изделий | 1980 |
|
SU921744A1 |
| Способ электроэрозионной обработки | 1981 |
|
SU1085737A1 |
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ РОТОРА (ИЛИ СОПЛОВОГО БЛОКА) ТУРБИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2221676C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВЫРЕЗАНИЯ ЭЛЕКТРОДОМ - ПРОВОЛОКОЙ ВНУТРЕННИХ УГЛОВ КОНТУРА ДЕТАЛИ | 1992 |
|
RU2016717C1 |
Изобретение относится к области электроэрозионного вырезания проволочным электродом-инструментом. С целью повышения точности обработки за счет устранения зарезов и разбивки в угловых точках обрабатываемого контура, последний разбивают на участки и на каждом участке последовательно осуществляют черновой проход; реверсивный отвод электрода-инструмента по пройденной траектории и чистовой проход по эквидистантной траектории. При этом в качестве граничных точек участка выбирают точки, расположенные по разные стороны от угловой точки, а расстояние от граничных точек участка траектории перемеыления электрода-инструмента устанавливают не меньшим, чем половина ширины реза. 1 ил. со ьэ Hi-i СЛ ОО 05
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1980 |
|
SU1268096A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
