(54)УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
для сборки обрабатываемых гаек на наладке.
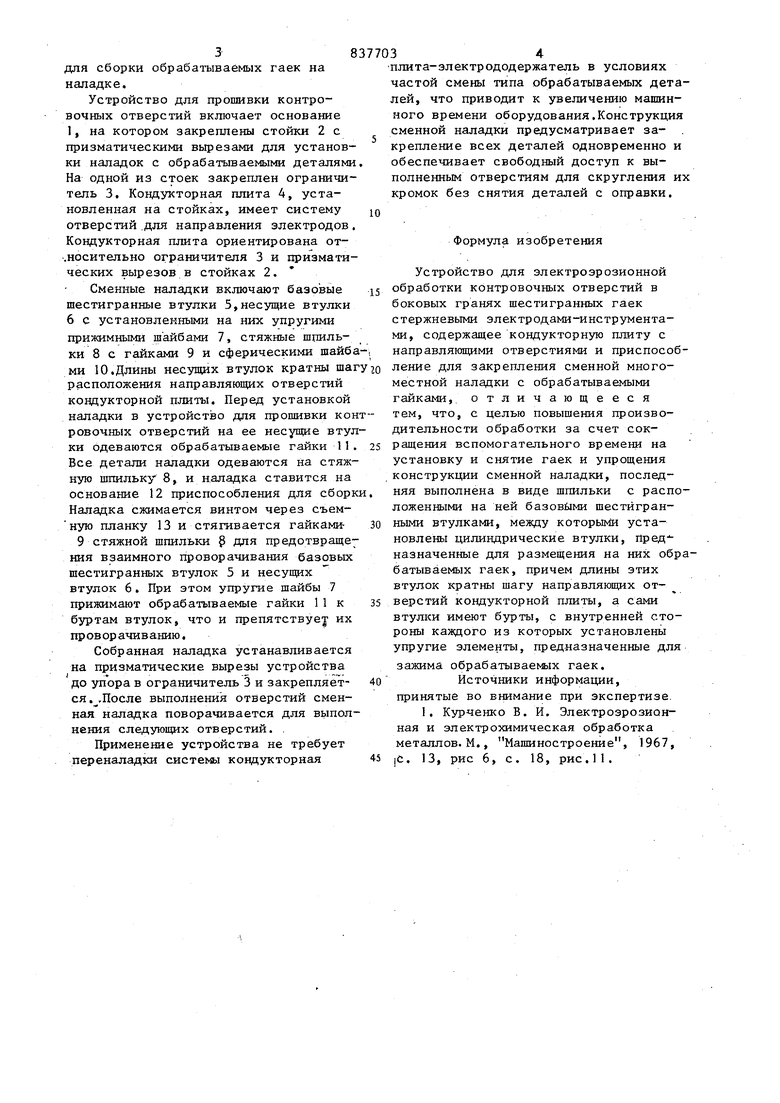
Устройство для прошивки контровочных отверстий включает основание 1, на котором закреплены стойки 2 с призматическими вырезами для установки наладок с обрабатываемыми деталями На одной из стоек закреплен ограничитель 3. Кондукторная плита 4, установленная на стойках, имеет систему отверстий .для направления электродов . Кондукторная шшта ориентирована от.носительно ограничителя 3 и призматических вырезов в стойках 2.
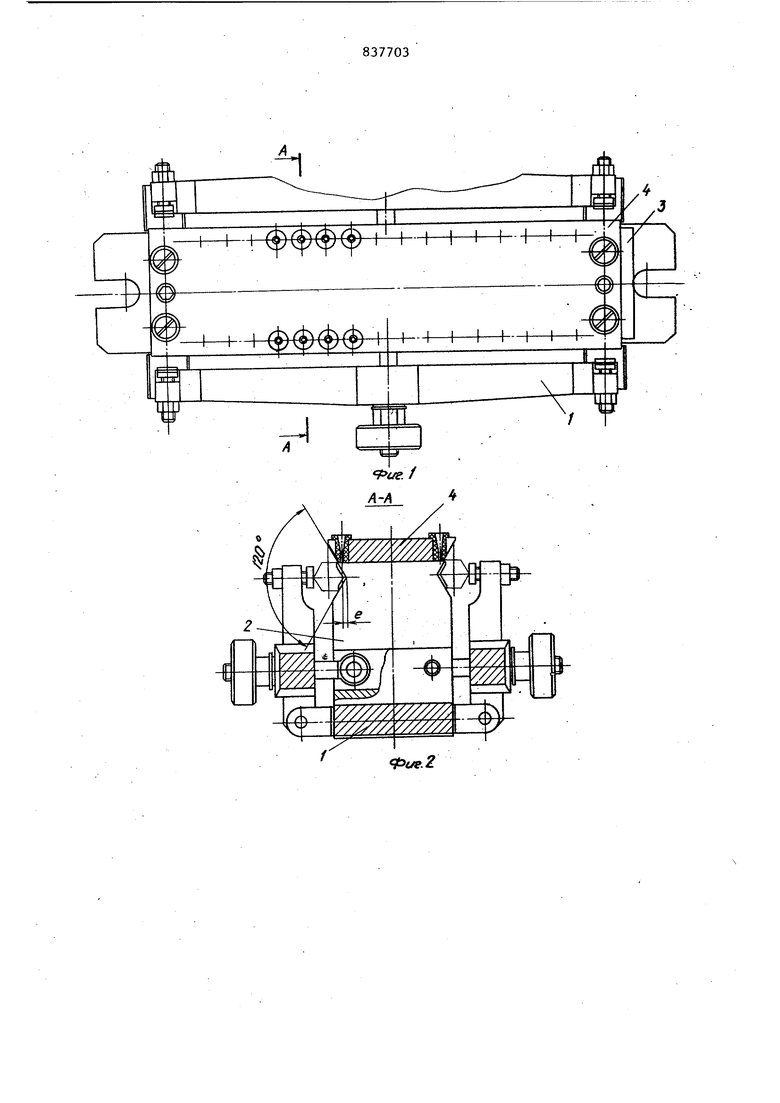
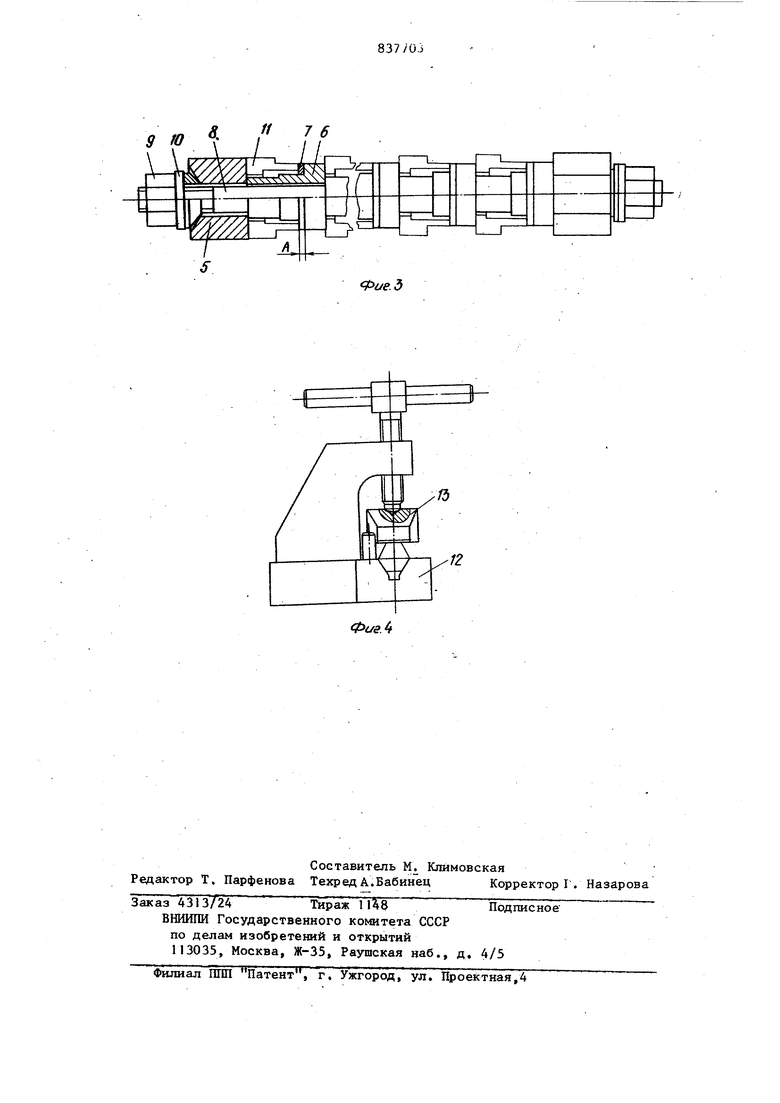
Сменные наладки включают базовые шестигранные втулки 5,несущие втулки 6 с установленными на них упругими прижимными шайбами 7, стяжные шпильки 8 с гайками 9 и сферическими шайба ми 10.Длины несущих втулок кратны шаг расположения направляющих отверстий кондукторной плиты. Перед установкой наладки в устройст во для прошивки конровочных отверстий на ее несущие втулки одеваются обрабатываемые гайки П. Все детали наладки одеваются на стяжную шпильку 8, и наладка ставится на основание 12 приспособления для сборк Наладка сжимается винтом через съемную планку 13 и стягивается гайками9 стяжной шпильки Э для предотвраще7 ния взаимного проворачивания базовых шестигранных втулок 5 и несущих втулок 6. При этом упругие шайбы 7 прижимают обрабатываемые гайки 11 к буртам втулок, что и препятствуеу их проворачиванию.
Собранная наладка устанавливается на призматические вырезы устройства до упора в ограничитель 3 и закрепляется .гПосле выполнения отверстий сменная наладка поворачивается для выполнения следующих отверстий. .
Применение устройства не требует переналадки системы кондукторная
плита-злектрододержатель в условиях частой смены типа обрабатываемых деталей, что приводит к увеличению машинного времени оборудования.Конструкция сменной наладки предусматривает закрепление всех деталей одновременно и обеспечивает свободный доступ к выполненным отверстиям для скругления их кромок без снятия деталей с оправки.
Формула изобретения
Устройство для электрозрозионной обработки контровочных отверстий в боковых гранях шестигранных гаек стержневыми электродами-инструментами, содержащее кондукторную плиту с направляющими отверстиями и приспособление для закрепления сменной многоместной наладки с обрабатываемыми гайками, отличающееся тем, что, с целью повышения производительности обработки за счет сокращения вспомогательного времени на установку и снятие гаек и упрощения конструкции сменной наладки, последняя выполнена в виде шпильки с расположенными на ней базовыми шестигранными втулками, между которыми установлены цилиндрические втулки, предназначенные для размещения на них обрбатываемых гаек, причем длины этих втулок кратны шагу направляющих отверстий кондукторной плиты, а сами втулки имеют бурты, с внутренней стороны каждого из которых установлены упругие элементы, предназначенные для
зажима обрабатываемых гаек.
Источники информации, принятые во внимание при экспертизе. I. Курченко В. И. Электроэрозионная и электрохимическая, обработка металлов. М., Машиностроение, 1967, |С. 13, рис 6, с. 18, рис.11.
.Z S.
Фие.д 7 б
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Накладной кондуктор для сверления отверстий в деталях | 1980 |
|
SU942905A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1987 |
|
SU1562078A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В МНОГОГРАННИКАХ | 1992 |
|
RU2071872C1 |
| Многоместное устройство для крепления деталей при электроэрозионной обработке | 1978 |
|
SU772779A1 |
| Приспособление для сверления наклон-НыХ ОТВЕРСТий | 1979 |
|
SU846126A1 |
| КОНТРОВОЧНОЕ УСТРОЙСТВО БОЛТОВОГО СОЕДИНЕНИЯ ФЛАНЦЕВЫХ ДЕТАЛЕЙ | 2024 |
|
RU2837822C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ В СУДОВЫХ ФУНДАМЕНТАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2076019C1 |
| Накладной кондуктор | 1986 |
|
SU1355372A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
12
ФиеА
