( ЦЕНТРОБЕЖНАЯ УСТАНОВКА ДЛЯ АБРАЗИВНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ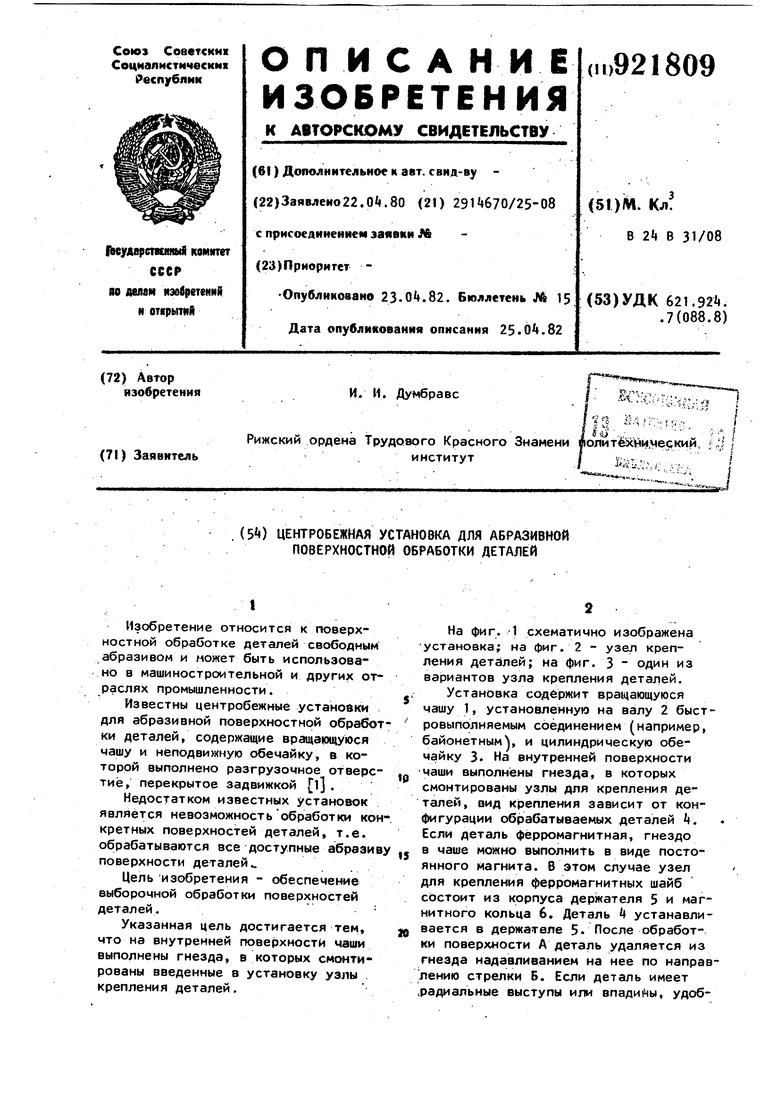

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2041049C1 |
| СПОСОБ ОБРАБОТКИ МЕЛКОРАЗМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2592013C2 |
| Устройство для центробежной обработки деталей | 1980 |
|
SU884982A1 |
| Устройство для центробежно-абразивной обработки деталей | 1980 |
|
SU899331A1 |
| Виброцентробежная машина | 1979 |
|
SU841930A1 |
| Установка для полирования деталей | 1981 |
|
SU1006185A1 |
| Виброцентробежная машина для обработки деталей | 1979 |
|
SU861032A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ЦЕНТРОБЕЖНО-УПЛОТНЕННОМ ПОТОКЕ СВОБОДНОГО АБРАЗИВА | 1997 |
|
RU2147505C1 |
| Установка для центробежной обработки изделий | 1979 |
|
SU905012A1 |
| Способ центробежной обработки деталей и устройство для его осуществления | 1990 |
|
SU1781009A1 |
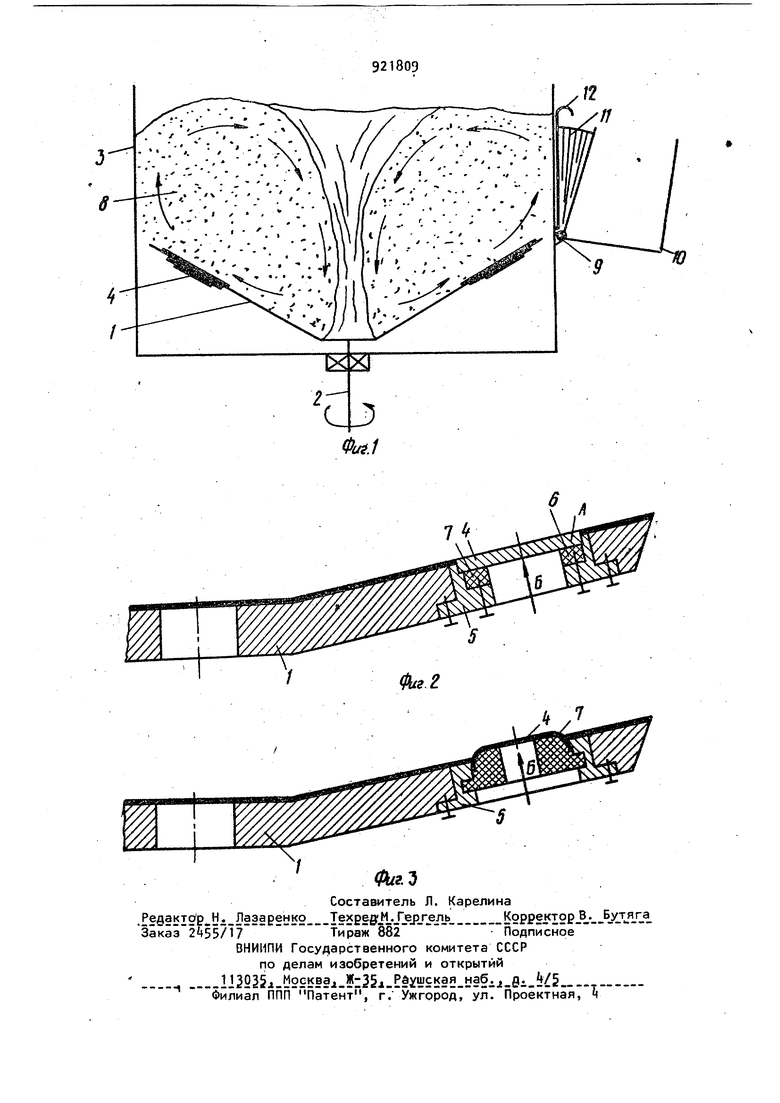
Изобретение относится к поверхностной обработке деталей свободным абразивом и может быть использовано в машиностроительной и других от раслях промышленности. Известны центробежные установки для абразивной поверхностной обрабо ки деталей, содержащие вращающуюся чашу и неподвижную обечайку, в которой выполнено разгрузочное отверс тие, перекрытое задвижкой . Недостатком известных установок является невозможностьобработки ко кретных поверхностей деталей, т.е. обрабатываются все доступные абрази поверхности деталей.. Цель изобретения - обеспечение выборочной обработки поверхностей деталей. Указанная цель достигается тем, что на внутренней поверхности чаши выполнены гнезда, в которых смонтированы введенные в установку узлы . крепления деталей. На фиг. -1 схематично изображена установка; на фиг. 2 - узел крепления деталей; на фиг. 3 - один из вариантов узла крепления деталей. Установка содержит вращающуюся чашу 1, установленную на валу 2 быстровыполняемым соединением (например, байонетным и цилиндрическую обечайку 3. На внутренней поверхности чаши выполнены гнезда, в которых смонтированы узлы для крепления деталей, вид крепления зависит от конфигурации обрабатываемых деталей Ц, Если деталь ферромагнитная, гнездо в чаше можно выполнить в виде постоянного магнита. В этом случае узел для крепления ферромагнитных шайб состоит из корпуса держателя 5 и магнитного кольца 6. Деталь устанавливается в держателе 5. После обработки поверхности А деталь удаляется из гнезда надавливанием на нее по направлению стрелки Б. Если деталь имеет .радиальные выступы или впадийы, удобно использовать различного рода задвижки, приводимые в движение центробежными силами от вращения чаши 1. При обработке поверхности Детали типа колпачка узел крепления ее выполнен в виде корпуса держателя 5, в котором установлен .резиновый (или другого упругого материала ) фиксатор 7. Деталь А вдавливается в зазор между корпусом и фиксатором и удерживается за счет упругих сил последнего. Снятие детали осуществляется надавливанием по стрелке Б.
В полости, образованной чашей 1 и обечайкой 3 располагается абразив ная обрабатывающая среда 8. К обе-чайке 3 шарнирами 9 крепятся ра грузочные контейнеры 10. Число контеЙ1;1е ров зависит от объема абразива, размеров обечайки 3 и номенклатуры применяемых при многопереходном цикле обработки абразивов. Стенка контейне ра с обечайкой связана упругой перегородкой 11, а отверстия в обечайке закрыты задвижками 12. Установка работает следующим образом. .В контейнере 10 засыпается абразив, необходимый для обработки деталей. В гнезда снятой чаши устанавливаются узлы с деталями и укрепляются на валу 2. Открывается одна из задвижек 12, соответствующий контейнер 10 поворотом вокруг шарнира 9 наклоняется и абразив поступает в зо ну обработки. Задвижка закрывается и контейнер 10 отпускается в-положение, ограниченное перегородкой 11. Включается привод (не показан) и вал 2 вместе с чашей 1 приводится во вращение. Абразив 8 при этом соверша ет винтообразное движение. Обработка доступных абарзиву поверхностей деталей Ц совершается за счет прохождения прижатых центробежными сила ми абразивных частиц вдоль чаши. Для смены абразива открывается задвижка 12 пустого контейнера и абразив под действием центробежных сил покидает зону обработки. Остатки частиц абразива смываются чистой рабочей жидкостью, подаваемой через верх обечайки 3- Описанным выше способом в зону обработки подается дру-. гой абразив из другого контейнера 10 и т.д. По окончании цикла многопереходной обработки детали омываются чистой жидкостью и сушатся при увеличенных оборотах чаши. При необходимости защиты обработанных поверхностей на них подается жидкое покрытие (например, лак), которое сушат при увеличенных оборотах чаши. Затем чаша 1 снимается и устанавливается другая. Для снятия деталей может быть использован съемник простой конструкции - кольцо со штырями, расположенными по окружности с радиусом, совпадающим с тем, по которому расположены центры узлов крепления, и с , равным шагу этих узлов. Положительный эффект от использования такой установки заключается в том, что возможно за несколько переходов обработать конкретную поверхность деталей до необходимого размера, шероховатости и блеска. До минимума сокращено вспомогательное время, так как замена кассет и абразивов производится весьма быстро. Не требуется применения специальных сепараторов. Формула изобретения Центробежная установка для абразивной поверхностной обработки деталей, содержащая вращающуюся чашу и неподвижную обечайку, в которой выполнено разгрузочное отверстие, перекрытое задвижкой, отличающаяся тем, что, с целью обеспечения выборочной обработки поверхностей деталей, на внутренней поверхности чаши выполнены гнезда, в которых смонтированы введенные в установку узлы крепления деталей. Источники информации, принятые во внимание при экспертизе 1. Авторское Свидетельство СССР Н 537795, кл. В 2k В 31/08, 1975.
