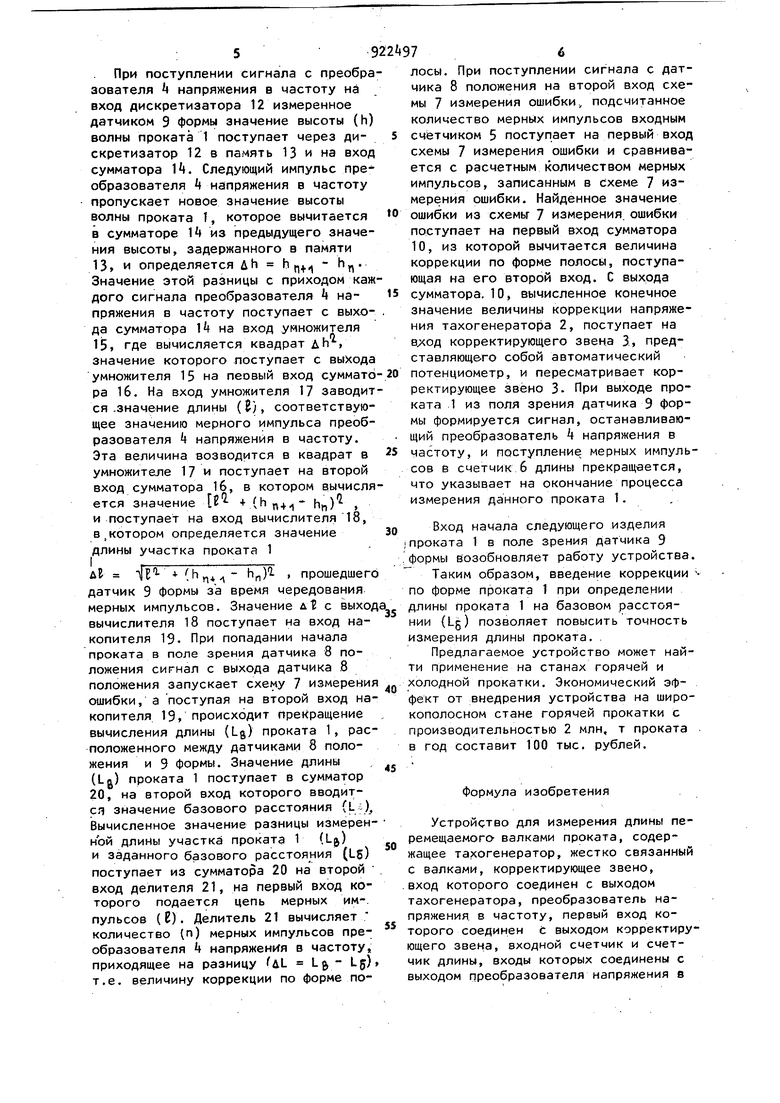
( УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ПЕРЕМЕЩАЕМОГО ВАЛКАМИ ПРОКАТА Изобретение относится к измерител ной технике и предназначено для прокатного производства. Известно устройство измерения дли ны проката бесконтактным методом, со стоящее из двух датчиков положения, установленных на базовом расстоянии вдоль линий движения проката, датчик фиксации полосы по оси валков, датчик импульсов, связанный с валками, двоичный счетчик для подсчета импуль сов и счетно-решающее устройство l. Недостатком устройства является невысокая точность измерения из-за погрешности определения количества импульсов, приходящихся на базовую длину, ограниченную датчиком положения, вследствие искривления проката. Наиболее близким к предлегаемому техническому решению является устройство для измерения длины перемеща емого валками проката, состоящее из тахогенератора, жестко связанного с валками, корректирующего звена, вход которого соединен с выходом тахогенератора, преобразователя напряжения в частоту, первый вход которого соединен с выходом корректирующего звена, входного счетчика и счетчика длины, входы которых соединены с выходом преобразователя напряжения, в частоту, схемы измерения ошибки, первый вход которой соединен с выходом входного счетчика, датчика положения, установленного за валками и соединенного выходом с вторым входом схемы измерения ошибки 2, Недостатком устройства являетсяг невысокая точность измерения при наличии кривизны перемещаемого валками изделия из-за проведения неточной корректировки показаний скорости движения материала, вследствие неправильного измерения длины изделия на базовом расстоянии. Цель изобретения - повышение точности измерения длины перемещаемого валками проката. Поставленная цель достигается тем, что устройство для измерения длины перемещаемого валками проката снабжено датчиком формы, установленным между валками и датчиком положения на базовом расстоянии от датчика положения и соединенным первым выходом свторым входом преобразователя напряжения в частоту, сумматором, первым входом соединенным с выходом схемы измерения ошибки, а выходом - с управляющим входом корректирующего звена, блоком измерения величины коррекции по форме полосы, первый вход которого соединен с выходом преобразователя напряжения .8 частоту, второй вход - с вторым выходом датчика формы, третий вход с выходом датчика положения, а выход с вторым входом сумматора. На чертеже представлена блок-схема предлагаемого устройства. Устройство для измерения длины перемещаемого валками проката 1 состоит из тахогенератора 2, жестко связанного с валками, корректирующего звена 3, вход которого соединен с выходом тахогенератора 2, преобразователя t напряжения в частоту, пер вый вход которого соединен с выходом корректирующего звена 3, входного счетчика 5 и счетчика 6 длины, входы которых соединены с выходом преобразователя i напряжения вчастоту, схе мы 7 измерения ошибки, первый вход ко торой соединен с выходом входного счетчика 5, датчика 8 положения, установленного за валками и соединенно го выходом со вторым входом схемы 7 измерения ошибки, датчика 9 формы, установленного на базовом расстоянии (Lg) от датчика 8 положения против движения проката 1 и соединенноjro первым выходом с вторым входом преобразователя 4 напряжения в часто ту, сумматора 10, соединенного первым входом с выходом схемы 7 измерения ошибки, а выходом - с управляющи входом корректирующего звена 3 блока 11 измерения величины коррекции .по формеполосы, выполненного из дискретизатора 12, два входа которого являются входами блока 11 измерения коррекции по форме полосы, соединены соответственно с выходом преобразова теля напряжения в частоту и вторым выходом датчика 9 формы, памяти 13 и сумматора Tt, входы которых соеди9224 нены с выходом дискретизатора 12, а выход памяти 13 соединен с выходом сумматора 1, умножителя 15, вход которого соединен с выходом сумматора И, сумматора 16, первым входом соединенного с выходом умножителя 15, умножителя 17, выходом соединенного с вторым вхЬдом сумматора 16, вычислителя 18, вход которого соединен с выходом сумматора 16, накопиТеля 19, первый вход которого соединен с выходом вычислителя 18, второй зход - с третьим входом блока 11 измерения величины коррекции по форме полосы, соединенным, с датчиком 8 положения, сумматора 20, один вход которого соединен с выходом накопителя 19,а на другой подается Lg делителя 21, первый вход которого соединен с входом умножителя 17 и на них подана L - цена мерных импульсов, а второй вход которого - с выходом сумматора 20,выход делителя 21 соединен с выходом блока 11 измерения величины коррекции по форме полосы, соединенного с вторым входом сумматора 10. Устройство работает следующим образом. При перемещении валками проката 1 тахогенератор 2, жестко связанныйс алками, выдает напряжение, пропорциональное скорости движения проката 1. Напряжение тахогенератора 2 через корректирующее звено 3 поступает в преобразователь напряжения в частоту. При входе начала проката в поле зрения датчика 9 формы формируется сигнал, запускающий преобразователь k напряжения в частоту, выходные сигналы которого поступают на входной счетчик 5, счетчик 6 длины и в блок 11 измерения величины коррекции по форме полосы, В блок 11 измерения величины коррекции по форме .полосы производится вычисление длины проката 1 (Lg ) с учетом его кривизны при прохождении прокатом 1 базового расстояния( преобразование величины(Д1 LB - 15)8 число п мерных импульсов преобразователя напряжения в частоту, приходящее на величину(АL)за счет искривления проката. При этом длина (Lg)проката I определяется численным интегрироват нием информации л h) об изменении искривления проката в вертикальной плоскости через мерные отрезки (З длины проката.
При поступлении сигнала с преобразователя k напряжения в частоту на вход дискретизатора 12 измеренное датчиком 9 формы значение высоты (h) волны проката 1 поступает через дискретизатор 12 в память 13 и на вход сумматора 1А. Следующий импульс пре образователя k напряжения в частоту пропускает новое значение высоты волны проката 1, которое вычитается в сумматоре I из предыдущего значения высоты, задержанного в памяти 13, и определяется ДН hfj. - h. Значение этой разницы с приходом каждого сигнала преобразователя k напряжения в частоту поступает с выхо- . да сумматора 1 на вход умножителя 15, где вычисляется квадрат Аh, значение которого поступает с выхода умножителя 15 на пеовый вход суммато ра 16. На вход умножителя 17 заводит ся .значение длины (Е), соответствующее значению мерного импульса преобразователя k напряжений в частоту. Эта величина возводится в квадрат в умножителе 17 и поступает на второй вход сумматора 16, в котором вычисля ется значение {1 + ( hf,) , и поступает на вход вычислителя 18, в,котором определяется значение длины участка проката 1 и+л п) прошедшего датчик 9 формы за время чередования мерных импульсов. Значение д с выход вычислителя 18 поступает на вход накопителя 19. При попадании начала проката в поле зрения датчика 8 положения сигнал с выхода датчика 8 положения запускает схему 7 измерения . ошибки, а поступая на второй вход накопителя 19, происходит прекращение вычисления длины (Lg) проката 1, расположенного между датчиками 8 положения и 9 формы. Значение длины (LJ) проката 1 поступает в сумматор 20, на второй вход которого вводитсг значение базового расстояния {L ). Вычисленное значение разницы измеренной длины участка проката 1 (Lj) и заданного базового расстояния (Lg) поступает из сумматора 20 на второй вход делителя 21, на первый вход которого подается цепь мерных им-, пульсов (Е). Делитель 21 вычисляет количество (п) мерных импульсов преобразователя напряжен1 я в частоту, приходящее на разницу fuL Lft Lj), т.е. величину коррекции по форме полосы. При поступлении сигнала с датчика 8 положения на второй вход схемы 7 измерения ошибки,, подсчитанное количество мерных импульсов входным счётчиком 5 поступает на первый вход схемы 7 измерения ошибки и сравнивается с расчетным количеством мерных импульсов, записанным в схеме 7 измерения ошибки. Найденное значение
ошибки из схемы 7 измерения ошибки поступает на первый вход сумматора 10, из которой вычитается величина коррекции по форме полосы, поступающая на его второй вход. С выхода
сумматора. 10, вычисленное конечное значение величины коррекции напряжения тахогенератора 2, поступает на влод корректирующего звена 3, представляющего собой автоматический
кополосном стане горячей прокатки с производительностью 2 млн, т проката в год составит 100 тыс. рублей.
Формула изобретения
Устройство для измерения длины перемещаемого- валками проката, содержащее тахогенератор, жестко связанный с валками, корректирующее звено, .вход которого соединен с выходом тахогенератора, преобразователь напряжения в частоту, первый вход которого соединен с выходом корректирующего звена, входной счетчик и счетчик длины, входы которых соединены с выходом преобразователя напряжения в потенциометр, и пересматривает корректирующее звено 3. При выходе проката 1 из поля зрения датчика 9 формы формируется сигнал, останавливающий преобразователь k напряжения в частоту, и поступление мерных импульсов е счетчик 6 длины прекращается, что указывает на окончание процесса измерения данного проката 1. Вход начала следующего изделия Проката 1 в поле зрения датчика 9 формы бозобновляет работу устройства. Таким образом, введение коррекции по форме проката 1 при определении длины проката 1 на базовом расстоянии (Lg) позволяет повысить точность измерения длины проката. . Предлагаемое устройство может найти применение на станах горячей и холодной прокатки. Экономический эффект от внедрения устройства на широчастоту, схему измерения ошибки, первый вход которой соединен с выходом входного счетчика, датчик положения, установленный за валками и соединенный выходом с вторым входом схемы измерения ошибки, отличающееся тем, что, с целью повышения точности измерения, оно снабжено датчиком формы, установленным между валками и датчиком положения на базовом расстоянии от датчика положения и соеди ненным первым выходом с вторым входом преобразователя напряжения в частоту, сумматором, первым входом соединенным с выходом схемы измерения ошибки, а выходом - с управляющим входом корректирующего звена, блоком измерения величины коррекции по форме полосы, первый вход которого соединен с выходом преобразователя напряжения в частоту, второй вход - с вторым выходом датчика формы, третий вход - с выходом датчика положения, а выход - с вторым входом сумматора. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № З312«3, кл. G 01 В 7/02, 1970. 2.Акцептованная заявка ФРГ, № 1773 32, кл. G 01 В 7/0, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины перемещаемого валками проката | 1974 |
|
SU662793A1 |
| Устройство для измерения длины проката | 1979 |
|
SU855383A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство для управления расстановкой пил горячей резки проката | 1986 |
|
SU1407705A1 |
| Устройство автоматического управления моталкой литейно-прокатного агрегата | 1983 |
|
SU1135514A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для подъема съемной тележки моталки | 1981 |
|
SU988403A1 |
| Устройство для измерения длины движущегося проката | 1981 |
|
SU977934A1 |
| Система регулирования натяжения полос | 1980 |
|
SU931254A1 |
10
