Изобретение относится к металлообработке и может быть использовано на машиностроительных заводах различных отраслей.
Известно устройство для нарезания резьбы на токарном станке, на станине которого размещены коробка передач с ведущими валом и шестерней, коробка передач обратного вращения ведомого продольного винта с ведомой шестерней и фартук с суппортом, причем указанные вал и винт с шестернями установлены с возможностью независимого друг относительно друга вращения через закрепленные в коробке передач промежуточный вал с шестернями и механизм переключения вращения продольного ведомого винта tj .
Известный станок имеет сложную конструкцию механизма переключения продольного винта, которая выражается в сложной и длинной кинематической цепи от продольного винта до привода, т.е. до ведущего звена коробки подач.
Целью изобретения является упрощение конструкции.
Поставленная цель достигается тем, что в устройстве для нарезания резьбы на токарном станке, на станине которого размещены коробка подач с ведущим валом и шестерней, коробка передач обратного вращения продольного ведомого винта с ведомой шестерней и фартук с суппортом, причем указанные вал и винт с шестернями установлены с возможностью независимого относительно друг друга вращения, через закрепленные в коробке передач промежуточный вал с шестернями и механизм переключения вращения продольного ведомого винта, последний выполнен в виде пневмоцилиндра с полым штоком, устновленным на продольном ведомом винте с возможностью осевого nepeMenfeния вместе с ведомой шестерней, на которой выполнены торцовые выступы, непосредственно взаимодействующие с выполненными на ведущей шестерне аналогичными выступами, при этом пневмоцилиндр снабжен закрепленным ка станине механизмом его переключения, связанным с введенной в устройство и закрепленной одним концом на станине, а другим - на коробке передач штангой с упорами, взаимодействующими с фартуком суппорта.
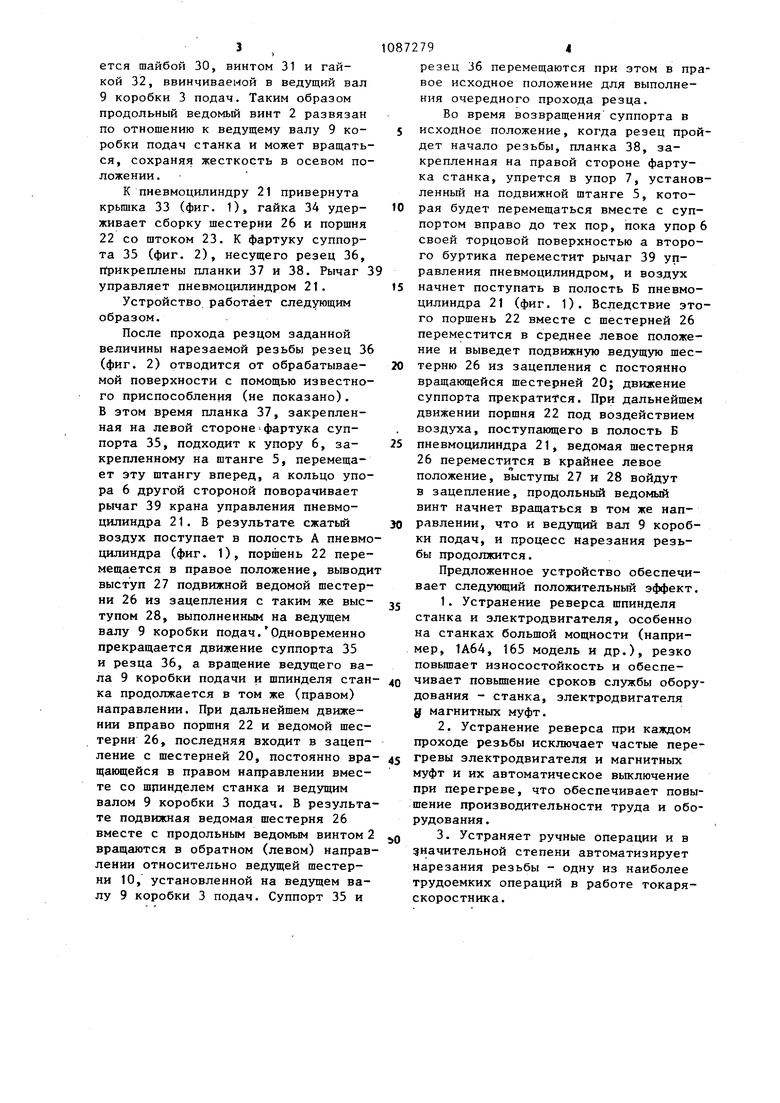
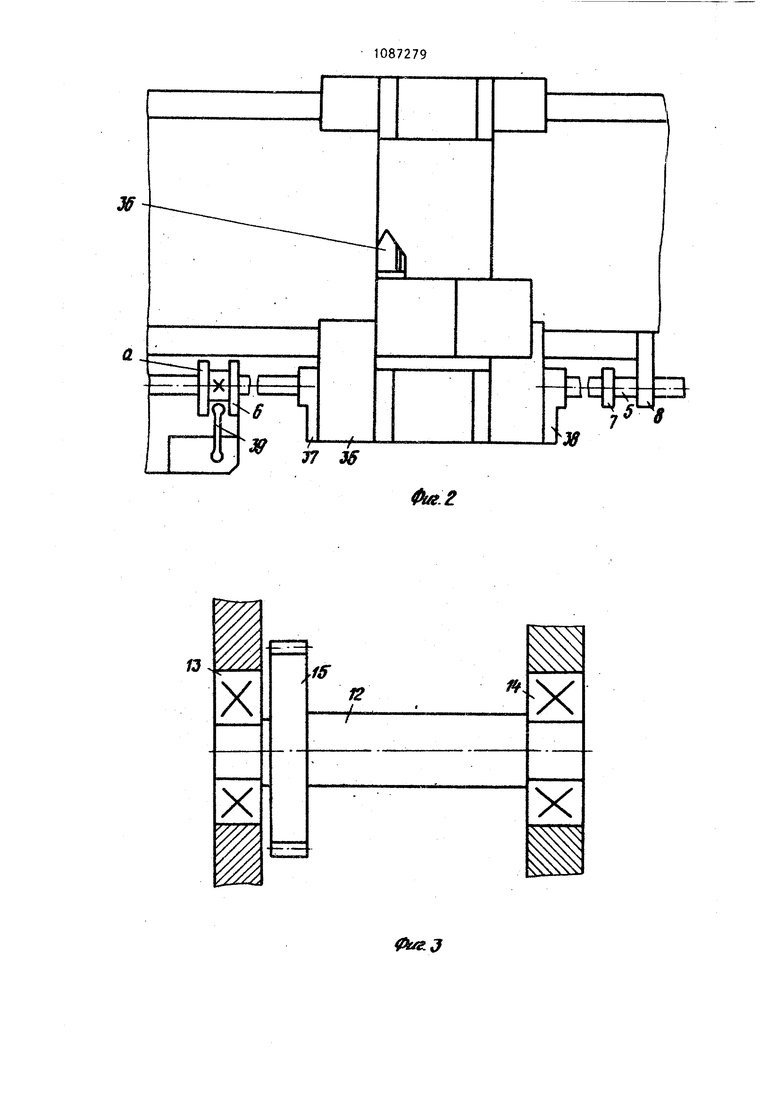
На фиг. 1 показана коробка передач обратного вращения продольного вин-та, общий вид, в разрезе; на фиг. 2 -станок и механизм переключения пневмоцилиндра, общий вид (сверху); на фиг. 3 вал коробки передач, разрез; на фиг. 4 - соединение вала коробки передач и продольного винта, разрез .
Устройство содержит коробку 1 передач (фиг. 1) обратного вращения продольного винта 2, которая установлена на переднем торце станочной коробки 3 подач токарного станка и базируется на выступе корпуса 4 продольного винта 2, а также крепится к станине станка (не показано) .
Устройство снабжено удлиненной, подвижной в осевс м направлении, штангой 5 (фиг. 2), расположенной между фартуком суппорта, станиной станка, ходовым валиком и продольным винтом 2 и несущей жестко закрепленные упоры 6 и 7. Штанга 5 одной стороной помещена в отверстие кронштейна 8, а другой - в соответствую-, щий прилив на корпусе коробки 1 передач обратного вращения продольного винта.
Коробка подач токарного станка содержит ведущие вал 9 и шестерню 10, установленную на этом валу и закрепленную гайкой 11. На валу 12 (фиг.З), установленном в подшипниках 13 и 14, разьчещенных в коробке передач обратного вращения продольного винта, помещена шестерня 15. На другом валу 16 (фиг. 1), установленном в подшипниках 17 и 18, помещены шестерни 19 и 20.
В коробке 1 передач обратного вращения продольного винта 2 установлен
5 также пневматический цилиндр 21 с поршнем 22, двухсторонним штоком 23 и двумя упорными подшипниками 24 и 25. На ведомом валу также установлена с возможностью осевого переме щения ведомая Чпестерня 26, имеющая удлиненный хвостовик и несущая на торце, обращенном к шпинделю станка, выступ 27. В свою очередь ведущий вал 9 коробки 3 подач также снабжен выступом 28, аналогичным выступу 27 на шестерне 26.
На продольном ведомом винте 2, с левой стороны, установлен подшипник 29 (фиг. 4), который фиксируется шайбой 30, винтом 31 и гайкой 32, ввинчиваемой в ведущий вал 9 коробки 3 подач. Таким образом продольный ведомый винт 2 развязан по отношению к ведущему валу 9 коробки подач станка и может вращаться, сохраняя жесткость в осевом положении. К пневмоцилиндру 21 привернута крьпика 33 (фиг. 1), гайка 34 удерживает сборку шестерни 26 и поршня 22 со штоком 23. К фартуку суппорта 35 (фиг. 2), несущего резец 36, прикреплены планки 37 и 38. Рычаг 3 управляет пневмоцилиндром 21. Устройство работает следующим образом. После прохода резцом заданной величины нарезаемой резьбы резец 36 (фиг. 2) отводится от обрабатываемой поверхности с помощью известного приспособления (не показано). В этом время планка 37, закрепленная на левой стороне фартука суппорта 35, подходит к упору 6, закрепленному на штанге 5, перемещает эту штангу вперед, а кольцо упора 6 другой стороной поворачивает рычаг 39 крана управления пневмоцилиндра 21. В результате сжатый воздух поступает в полость А пневмо цилиндра (фиг. 1), поршень 22 перемещается в правое положение, выводи выступ 27 подвижной ведомой шестерни 26 из зацепления с таким же выступом 28, выполненным на ведущем валу 9 коробки подач.Одновременно прекращается движение суппорта 35 и резца 36, а вращение ведущего ва ла 9 коробки подачи и шпинделя стан ка продолжается в том же (правом) направлении. При дальнейшем движении вправо поршня 22 и ведомой шестерни 26, последняя входит в зацепление с шестерней 20, постоянно вра щающейся в правом направлении вместе со щринделем станка и ведущим валом 9 коробки 3 подач. В результа те подвижная ведомая шестерня 26 вместе с продольным ведомым винтом вращаются в обратном (левом) направ лении относительно ведущей шестерни 10, установленной на ведущем валу 9 коробки 3 подач. Суппорт 35 и 794 резец 36 перемещаются при этом в правое исходное положение для выполнения очередного прохода резца. Во время возвращения суппорта в исходное положение, когда резец пройдет начало резьбы, планка 38, закрепленная на правой стороне фартука станка, упрется в упор 7, установленный на подвижной штанге 5, которая будет перемещаться вместе с суппортом вправо до тех пор, пока упор 6 своей торцовой поверхностью а второго буртика переместит рычаг 39 управления пневмоцилиндром, и воздух начнет поступать в полость Б пневмоцилиндра 21 (фиг. 1). Вследствие этого поршень 22 вместе с шестерней 26 переместится в среднее левое положение и выведет подвижную ведущую шестерню 26 из зацепления с постоянно вращакяцейся шестерней 20; движение суппорта прекратился. При дальнейшем движении поршня 22 под воздействием воздуха, поступающего в полость Б пневмоцилиндра 21, ведомая шестерня 26 переместится в крайнее левое положение, выступы 27 и 28 войдут в зацепление, продольный ведомый винт начнет вращаться в том же направлении, что и ведущий вал 9 коробки подач, и процесс нарезания резьбы продолжится. Предложенное устройство обеспечивает следукиций положительный эффект. 1.Устранение реверса шпинделя станка и электродвигателя, особенно на станках большой мощности (например, 1А64, 165 модель и др.), резко повьш1ает износостойкость и обеспечивает повьш1ение сроков службы оборудования - станка, электродвигателя у магнитных муфт. 2.Устранение реверса при каждом проходе резьбы исключает частые перегревы электродвигателя и магнитных муфт и их автоматическое выключение при перегреве, что обеспечивает повышение производительности труда и оборудования . 3.Устраняет ручные операции и в значительной степени автоматизирует нарезания резьбы - одну из наиболее трудоемких операций в работе токаряскоростника.
X
У7 3S
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| Устройство для нарезания резьбы на токарном станке | 1974 |
|
SU524502A3 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Токарно-винторезный станок | 1974 |
|
SU496097A1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| Привод подачи металлорежущего станка | 1983 |
|
SU1166958A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТОКАРНОМ СТАНКЕ, на станине которого размещены коробка подач с ведущими валом и шестерней, коробка передач обратного вращения продольного ведомого винта с ведомой шестерней и фартук с суппортом, причем указанные вал и шестернями установлены с возможностью независимого один относительно другого вращения через закрепленные в коробке передач промежуточный вал с шестернями и механизм переключения вращения продольного ведомого винта, отличающееся тем, что, с целью упрощения конструкции, указанный механизм выполнен в виде пневмоцилиндра с полым штоком, установленным на продольном ведомом винте с возможностью осевого перемещения вместе с ведомой шестерней, на которой выполнены торцовые выступы, непосредственно взаимодействуюоще с выполненными на ведущей шестерне аналогичными выступами, при эт пневмоцилиндр снабжен закрепленным на станине механизмом его переключения, связанным с введенной в устройство и закрепленной одним концом (Л на станине, а другим - на коробке , передач штангой с упорами, взаимоС действующими с фартуком суппорта. 2S 21 а я .f
f3
ff
X
X
X
X
д
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ № 917398, кл | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Автоматическое или полуавтоматическое телефонное устройство | 1925 |
|
SU1949A1 |
