кольцевых покрытий а поверхность изделий, содержащем вапну с наносимым материалом, наносящий инструмент и привод, наносящий инструмент выполнен в виде секторной втулки с концентрическими капиллярными канавками на рабочем торце.
Разделение торца втулки на секторы позволяет при ее вращении в наносимом материале производить промывку капиллярных к акавок, расположенных по торцу, что исключает загустение материала в капиллярах, а при нанесении материала на обрабатываемую поверхность удаляет лишнее количество не ;через контур кольцевого торца втулки, что привело бы к изменению размеров покрытия, а вдоль капиллярных каналов в пазу между секторами.
Исполнение на торце втулки капиллярных концентрических канавок приводит к тому, что при окунании втулки в наносимый материал происходит захват ими определенного количества этого материала, а после выхода из наносимого материала на них образуется выпуклый мениск, позволяющий наносить качественное покрытие необходимой толщины.
Размеры и количество капиллярных канавок и секторов зависит от вязкости применяемого материала, толщины покрытия.
При постоянной толщине покрытия с увеличением вязкоати ширина канавок увеличивается, количество их уменьш.ается, уменьшаются также и угловые размеры секторов. При постоянной вязкости для увеличения толщины покрытия необходимо увеличить число канавок, уменьшить их ширину и увеличить угловые размеры секторов. Глубина канавок уменьшается с уменьшением вязкости наносящего материала.
Вращение втулки вокруг собственной оси дает возможность постоянного перемешивания заносимого материала, что обеспечивает его однородность.
Возможность полного погружения втулки в наносимый материал приводит к независимости процесса нанесения от уровня материала в ванне.
Применение инструмента в виде втулки позволяет комплектовать блоки, имеющие возможность одновременного нанесения близко расположенных друг к другу покрытий, что значительно увеличивает производительность труда.
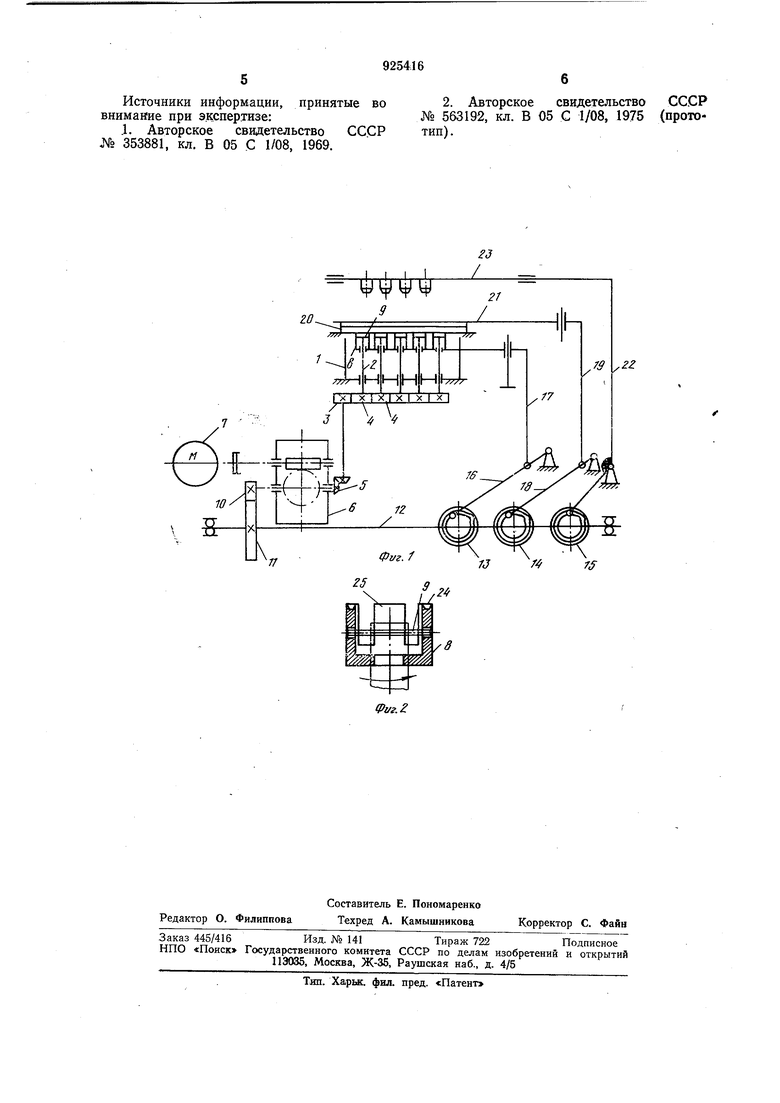
Hia фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - наносящая втулка в разрезе.
Устройство содержит ванну 1 с наносимым материалом, через которую проходит ось 2, получающая вращение через зубчатые колеса 3 и 4, коническую пару 5, редуктор 6 от электродвигателя 7. В целях одновременного нанесения нескольких покрытий устанавливается необходимое количество осей 2, соединенных между собой зубчатыми колесами 4. Наносящая втулка 8 подвижно установлена на оси 2 и получает вращение от этой оси через палец 9, который перемещается в пазу оси 2, а своими концами жестко закреплен во
втулке 8. Редуктор 6 через зубчатые колеса 10 и 11 связан с валом 12, на котором жестко закреплены кулачки 13, 14 и 15. От кулачка 13 через систему рычагов 16 и 17 получает движение вверх и вниз
наносящая втулка 8. От кулачка 14 через систему рьгчагов 18 и 19 движется вверх и вниз до плоскости 20, имеющей отверстия для прохода наносящей втулки, направляющая 21 с обрабатываемой лентой.
От кулачка 15 через рычаг 22 получает горизонтальное возвратно-поступательное движение каретка 23 подачи обрабатываемой ленты на шаг.
Наносящая втулка 8 имеет концентрические капиллярные канавки 24 по торцу, который разделен на секторы 25.
Устройство работает следующим образом.
Обрабатываемая лента устанавливается в направляющую 21 и вместе с нйй опускается до плоскости 20, имеющей отверстия для прохода наносящей втулки. Наносящая втулка 8, получая вращение
от оси 2, поднимается из наносимого материала, захватывая определенное количество его, и входит рабочим торцом в соприкосновение с обрабатываемой поверхностью, нанося кольцевые покрытия заданных размеров. Затем наносящая втулка 8 опускается, погружаясь в наносимый материал, а направляющая 21 поднимается, приводя в контакт обрабатываемую ленту с кареткой 23. Каретка 23 захватывает ленту и перемещает ее ва ш.аг, возвращаясь в исходное положение, и цикл повторяется.
Устройство может работать в автоматическом режиме, la следовательно, полностью
исключает использование ручного труда.
Формула изобретения
Устройство для нанесения кольцевых покрытий на поверхность изделий, содержащее в-анну с наносимым материалом, наносящий инструмент и привод, отличающееся тем, что, с целью обеспечения постоянных геометрических размеров кольцевых покрытий в процессе эксплуатации устройства, наносящий инструмент выполнен в виде секторной втулки с концентрическими капиллярными канавками на рабочем торце.
Источники информации, принятые во внимание при экспертизе:
.1. Авторское свидетельство СССР № 353881, кл. В 05 С 1/08, 1969.
2. Авторское свидетельство СССР № 563192, кл. В 05 С 1/08, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения жидкости на поверхность изделий | 1975 |
|
SU563192A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ВОЛОКНИСТОГО КОМПОЗИТА | 2008 |
|
RU2505404C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ | 1973 |
|
SU378327A1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА И УПЛОТНИТЕЛЬНАЯ ЛЕНТА ИЗ РАСШИРЕННОГО ГРАФИТА | 2001 |
|
RU2200889C2 |
| Автоматическая револьверная головка | 1990 |
|
SU1776493A1 |
| Устройство для нанесения термопластического подноска на обувную заготовку | 1976 |
|
SU659135A1 |
| Устройство для нанесения твердосмазочных покрытий на внутреннюю цилиндрическую поверхность втулки | 2023 |
|
RU2823556C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЯМОГО НАНЕСЕНИЯ ТОНКОСЛОЙНОГО ПОКРЫТИЯ | 2000 |
|
RU2254937C2 |
| Способ нанесения жидкостей на подложку и устройство для его осуществления | 1980 |
|
SU887030A1 |
