1
Известно устройство для непрерывного изготовления трубчатых изделий из армированных пластиков, состоящее из консольного приводного вала с размещенными по его наружной Поверхности секторными планками, контактирующими с насаженным на вал приводным подающим кулачком, и кольцевого обмотчика с бабинами ленточного материала.
Предлагаемое устройство отличается тем. Что, с целью намотки дополнительных материалов в виде ленты, жгутов или нитей, используемых в качестве защитных, разделительных, герметизирующих или упрочняющих слоев, с заданным шагом, отличным как от величины .подачи наделия за один оборот опранки, так и от шага подающего кулачка, устройство снабжено вращающейся планшайбой с бобинами дополнительного материала, концентрически расположенной вокруг вала и кинематически связанной с приводом вала и приводом подающего кулачка посредством дифференциального механизма.
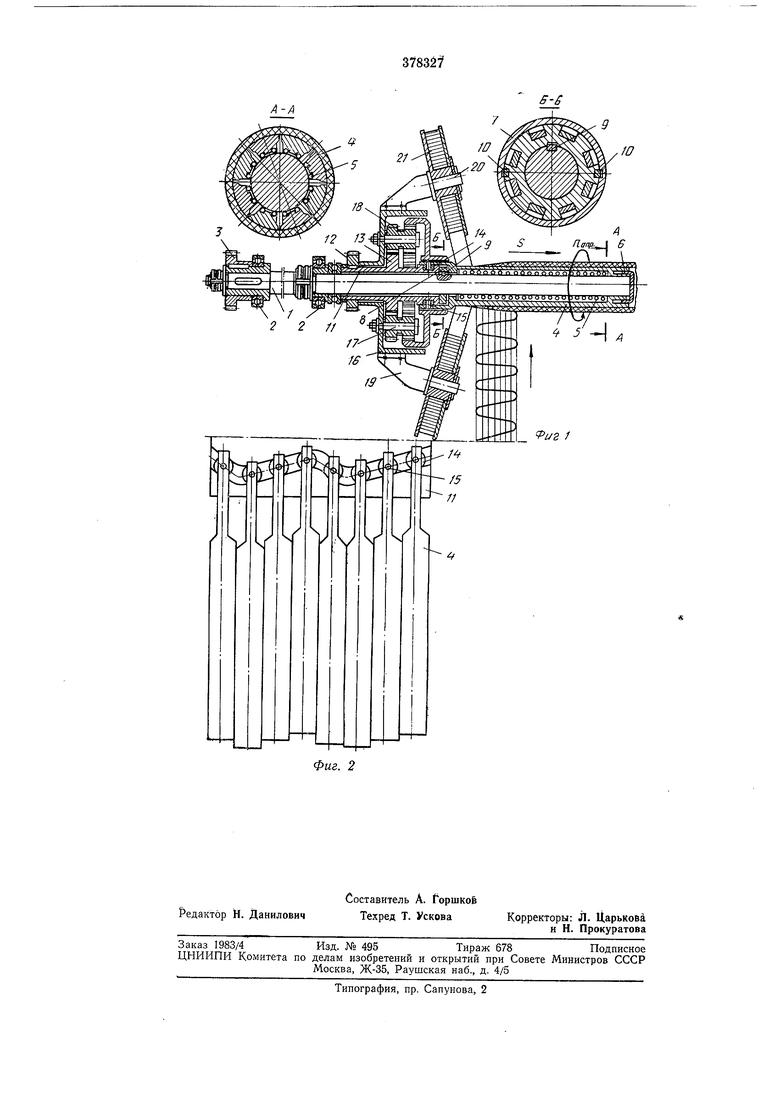
На фиг. 1 представлено предлагаемое устройство в продольном разрезе и сечение по Л-Л и по Б-Б; на фиг. 2 - развертка цилиндрической рабочей поверхности вала с подвижными секторами.
Центральный вал У установлен на подщипниках 2. На левом конце центрального вала
закреплено зубчатое колесо 3 привода. Секторы 4 установлены на шариковых дорожках, состоящих из шариков 5, уложенных вдоль продольной оси вала в канавках. На валу секторы удерживаются с лравой стороны кольцом 6, а с левой стороны внутренней поверхностью отверстия ступицы зубчатого колеса 7. Кроме того, находяшиеся на левых концах секторов узкие тяги входят в пазы корончатой шайбы S, закрепленной на валу 1 и приводимой во врашение шлонкой 9. С ломощью шпонки Ю корончатая шайба 8 жестко соединена с зубчатым колесом 7 внутреннего зацепления.
На валу / свободно установлена втулка кулачка копира //, на левом конце которой на шпонке установлено зубчатое колесо /2 привода колира. На средней части втулки нарезано зубчатое колесо 13, а на правой части втулки профрезирован профильный паз. В этом пазу находятся ролики 14, оси 15 которых закреплены на тягах секторов 4. На втулке копира свободно установлена планшайба 16, в боковых стенках которой закреплены оси сателлитов 17. На осях 17 свободно установлены блоки сателлитных шестерен 18. Сателлитные щестерни находятся в зацеплении с зубчатыми колесами 7 и 13. На планшайбе 16 установлены кронштейны 19 с осями 20, на которых установлены бобины 21 с ленточным материалом, жгутом или нитью.
Полый вал 1 получает вращение от главного привода установки через зубчатое колесо 3. Скорость вращения вала может регулироваться с помощью сменных шестерен, коробок скоростей или привода с бесступенчатым регулированием чисел оборотов. Вместе с центральпым валом получают вращение установленные на нем секторы 4 с закрепленными на тягах ролиК-ами 14, корончатая щайба 8 и размещенное на ней зубчатое колесо 7. Втулка копира 11 получает вращение в том направлении что и вал 1, но с отличной от него угловой скоростью от механизма подач через зубчатое колесо 12. Так как скорость вращения втулки копира отлична от скорости вращения центрального вала, ролики 14 перемещаются по профильному копирному пазу и через тяги сообщают секторам 4 принудительное возвратно-поступательное движение.
Профиль копирного вала рассчитан так, чтобы в любой рассматриваемый момент больщая часть секторов перемещалась в направлении подачи формуемого изделия, а меньщая часть возвращалась бы в обратном направлении с повышенной скоростью. Большинство секторов перемещается в направлении .подачи, а силы сцепления- секторов с внутренней поверхностью формуемого изделия примерно одинаковы, поэтому изделие получит перемещение в направлении подачи (вправо). Основная масса формуемого изделия образуется наматыванием армирующего материала в виде нитей, жгутов, сеток или ленты и подачей связующего в зону формовки (в виде непрерывной струи, из ванны и т. п.).
Скорость подачи изделия может ограничиваться скоростью -полимеризации и скоростью пропитки армирующего материала. Практически, подача изделия колеблется в пределах 0,2-6 мм за один оборот вала. Для изменения величины подачи необходимо изменить число оборотов кулачка. Дополнительный ма.териал в виде ленты, жгута или нити, предназначенный для защиты рабочей поверхности оправки от жидкого связующего или для получения внутренних герметизирующих или упрочняющих слоев, находится в бобинах 21, приводимых во вращение от корпуса 19 сателлитов. Планшайба получает вращение от вала через зубчатое колесо 7 и от копира через зубчатое колесо 13. В данном случае нланщайба является водилом цилиндрического дифференциала. При постоянном щаге кулачка передаточное отношение щестерен дифференциала зависит только от щага намотки.
При вращении вала ./ в начале рабочей зоны на цилиндричеокую поверхность вала с вращающихся бо.бин 18 происходит наматывание защитного или герметизирующего слоя, чаще всего в виде непрерывной ленты. В зоне формовки происходит наматывание на поверхность вала защитного или герметизирующего слоя с одновременной непрерывной подачей
связующего. Непрерывное перемещение формуемого изделия производится секторами 4, получающими возвратно-поступательное движение. После удаления с поверхности формуемого изделия излищнего связующего с помощью скребков материал перемещается в зону отверждения (полимеризации).
В случае необходимости укладки срединных герметизирующих или другого назначения слоев бобины с указанным материалом, установленные в соответствующей зоне, получают вращение от дополнительного привода, приводимого от корпуса 16 сателлитов.
предмет изобретения
Устройство для непрерывного изготовления трубчатых изделий из армированных пластиков, состоящее из консольного вала с размещенными по его наружной поверхности секторными планками, контактирующими с насаженным на вал приводным подающим кулачком, и кольцевого обмотчика, отличающееся тем, что, с целью намотки дополнительных материалов в виде ленты, жгутов или нитей, используемых в качестве защитных, разделительных, герметизирующих или упрочняющих слоев, с щагом, отличным как от величины подачи изделия за одип оборот вала, так и от щага подающего кулачка, устройство снабжено вращающейся планщайбой с бобинами дополнительного материала, концентрически расположенной вокруг вала и кинематически связанной с приводом вала и приводом подающего кулачка посредством дифференциального
механизма.
A-/I
Фиг. 2
S-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ворсового нетканого материала | 1987 |
|
SU1476019A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| СТАНОК ДЛЯ НАЛОЖЕНИЯ КОРПУСНОЙ ИЗОЛЯЦИИ НА ЯКОРНЫЕ КАТУШКИ ЭЛЕКТРИЧЕСКИХ МАШИН | 1972 |
|
SU330511A1 |
| Устройство для маркировки электрических проводов | 1986 |
|
SU1403100A2 |
| Устройство для изготовления ворсовой ленты | 1989 |
|
SU1638230A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2389853C1 |
| Станок для наложения ленточной изоляции на катушки электрических машин | 1985 |
|
SU1302386A1 |
| Устройство смены рисунка по утку к бесчелночному ткацкому станку | 1983 |
|
SU1170015A1 |
| Станок для укладки проводника по винтовой линии на кольцевые каркасы | 1979 |
|
SU814153A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБОЛОЧЕК ИЗ СТЕКЛОПЛАСТИКА | 1968 |
|
SU213329A1 |