(54) СОСТАВ ЭЛЕКТЮДНОГО ПОКРЫТИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2005 |
|
RU2293007C1 |
| Электродное покрытие | 2019 |
|
RU2727383C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| Сварочный электрод | 1990 |
|
SU1764914A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИИ К60, Х70 | 2008 |
|
RU2383419C1 |
| Состав электродного покрытия | 1982 |
|
SU1076239A1 |
| ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1999 |
|
RU2148485C1 |
| Состав электродного покрытия для сварки низколегированных термоулучшенных сталей | 1986 |
|
SU1523292A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
Изобретение относится к области сварки и, в частности к составу электродного покрытия, применяемого преимущественно для свар ки низколегированных сталей.
Известен состав электродного покрытия 1, содержащий следующие компоненты, вес.%:
Мрамор.54
Плавиковый шпат.15
Кварцевый песок9
Ферромарганец5
Ферросилиций5
Ферротитан12
Однако конструкции, заваренные этими электродами и эксплуатируемые при те тературах от -60°С до -70°С, подвергаются нормализации для обеспечения необходимых значений ударной вязкости металла шва.
Для проведения нормализации изделий требуются дорогостоящие термические Нечи, а также меры по предотвращению деформации конструкции при высокой температуре.
Кроме того, при сварке указанными электродами в начальный период формирования
шва образуется пористость из-за недостаточной стабильности горения дуги.
Наиболее близким по составу к изобретению является состав электродного покрытия 2, содержащий следующие компоненты, вес.%:
Мрамор15-60
Плавиковый шпат15-60
Рутиловый концентрат0-15
Ферромолибден0-60
10
Ферротитан0-60
Марганец0-60
Однако это покрытие не обеспешвает достаточной ударной вязкости металла шва при отрицательных температурах.
15
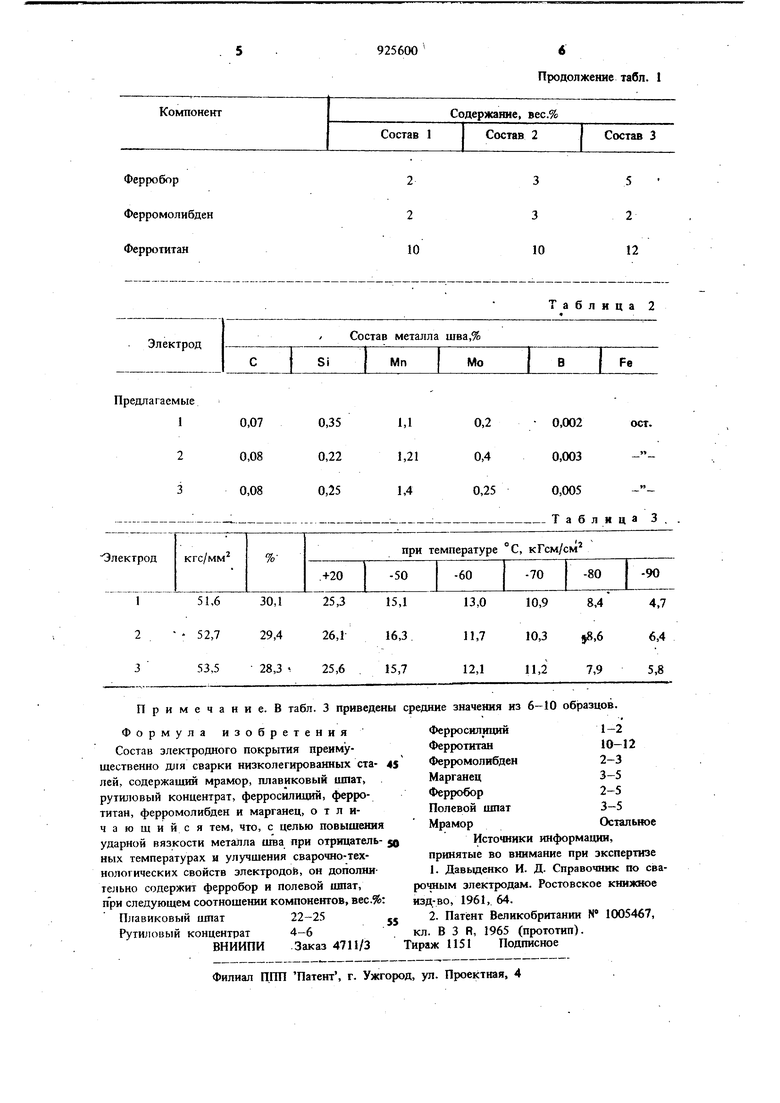
Целью изобретения является повышение ударной вязкости металла шва при отрицательных температурах и улучшение сварочно-технологических свойств электродов.
Поставленная цель достигается тем, что
Ж состав электродного покрытия содержащий мрамор, плавиковый шпат, рутшювый концентрат, ферросилиций, ферротитан, ферромолибден и марганец, дополнительно содержиг ферробор и полевой шпат при следующем соотношении компонентов, вес.%:
Плавиковый шпат22-25
Рутшювый концентрат4-6
Ферросилиций1-2
Ферротитан 10-12
Ферромолибден2-3
Марганец3-5
Ферробор2-5.
Полевой шпат3-5
МраморОстальное
Содержание в покрытий электродов плави кового ишата от 15 до 22-25% снижает пористость в металле шва за счет более полного связывания водорода и удаления его из зоны дуги.
Замена в покрытии ферромарганца металли еским марганцем снижает содержание углерода в металле lusa, повышая его пластические свойства.
Содержание в покрытии ферросилиция (1 - 2%) снижает содержание кремния в металле шва до 0,15-0,357f. что позволяет повысить его пластичность и ударную вязкость при низких температурах.
Введение полевого шпата и рутшювого концентрата улучшает сварочно-технологически свойства электродов за счет повышения стабильности горения дуги (полевой шпат содержит шелочно-земельные элементы, снижающие потенциал ионизации дуги) и улучшения формирования шва.
Введение рутила и полевого шпата ниже значений, приведенных в составе, не оказывает практического влияния на технологические свойства электродов, однако, введение полевого шпата более 5% приводит к кремневосстановительному процессу, повышаюшему содержание кремния в металле шва.
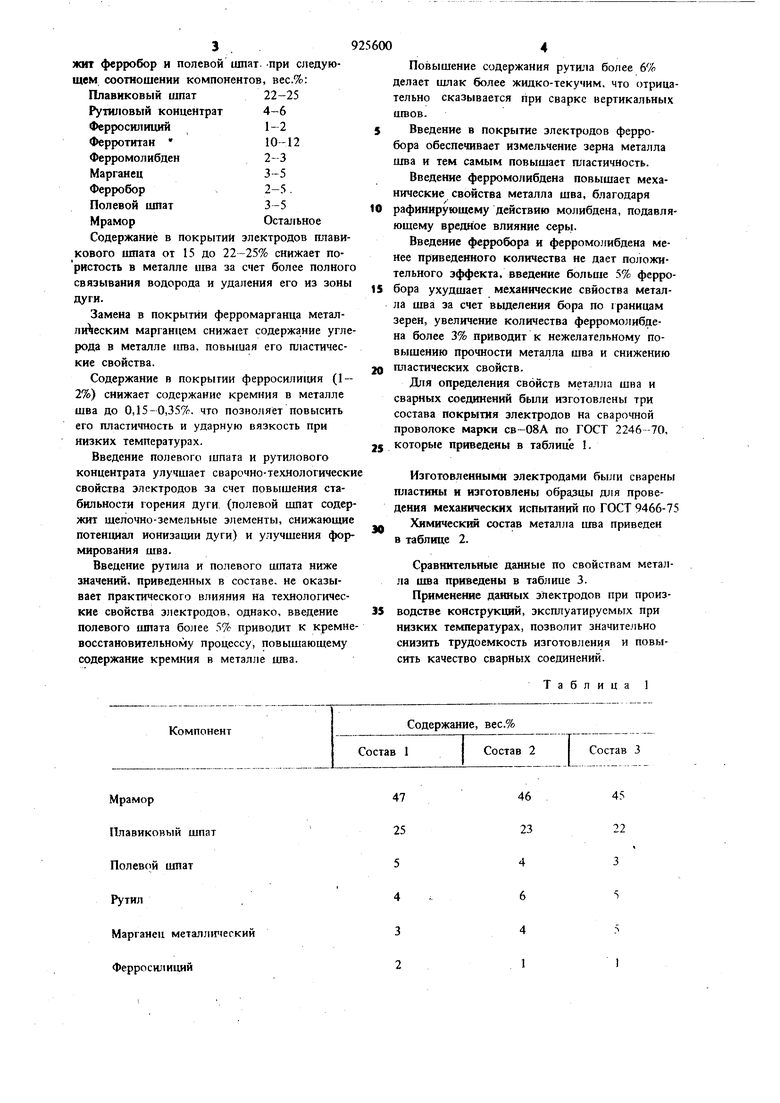
Компонент
Мрамор
Плавиковый шпат
Полевой шпат
Рутил
Марганец метапл1Г1еский
Ферросилиций
Повышение содержания рутила более 6% делает шлак более жидко-текучим, что отрицательно сказывается при сварке вертикальных швов.
Введение в покрытие электродов ферробора обеспечивает измельчение зерна металла шва и тем самым повышает пластичность.
Введение ферромолибдена повышает механические свойства металла шва, благодаря
рафинирующему действию молибдена, подавляющему вредное влияние серы.
Введение ферробора и ферромолибдена менее приведенного количества не дает положительного эффекта, введение больше 5% ферробора ухудшает механические свйоства металла шва за счет вьщеления бора по границам зерен, увеличение количества ферромолибдена более 3% приводит к нежелательному повышению прочности металла шва и снижению
пластических свойств.
Для определения свойств металла шва и сварных соединений были изготовлены три состава покрытия электродов на сварочной проволоке марки св-08А по ГОСТ 2246-70,
которые приведены в таблице 1.
Изготовленными электродами были сварены пластины и изготовлены образцы для проведения механических испытаний по ГОСТ 9466-75 Химический состав металла шва приведен в таблице 2.
Сравнительные данные по свойствам металла шва приведены в таблице 3.
Применение данных электродов при производстве конструкций, эксплуатируемых при низких температурах, позволит значительно снизить трудоемкость изготовления и повысить качество сварных соединений.
Таблиц
Состав 3
45
22 3
S
Продолжение табл. 1
