1
Изобретение относится к производству строительных конструкций, например к производству многослойных панелей со средним утепляющим слоем из пенопластов.
Известно устройство, для .непрерывного изготовления изделий на основе вспенивающейся композиции, содержащее верхний и нижний формующие транспортеры, емкости смолы и катализатора, а также насос-дозатор 1.
Известное устройство не обеспечивает поддержание зоны вспенивания в заданном месте формующего устройства при изменении скорости изделий (при встраивании установки в непрерывную технологическую линию), состава компонентов, температуры и других факторов, что вызывает ухудшение .качества изделий.
Наиболее близким к изобретению по технической сущности и достигаемому результату, является устройство для непрерывного изготовления изде-.
ЛИИ из вспенивающейся композиции, содержащее подвижную заливочную головку с приводом перемещения и блоком управления приводом, датчики давления, а также верхний и нижний формующие транспортеры 2.
Устройство не обеспечивает получения качественного изделия в связи со сдвигом микрочастиц относительно обшивок. Кроме того, при изменениях
to внешних факторов - скорости изделия, состава композиции, температуры и других - не исключена возможность ухода зоны вспенивания наполнителя за пределы подвижной формующей ции, исчезновение контроля при этом за положением зоны вспенивание и, как следствие, ухудшение качества .изделий.
Целью изобретения является повыше20ние стабильности качества изделий.
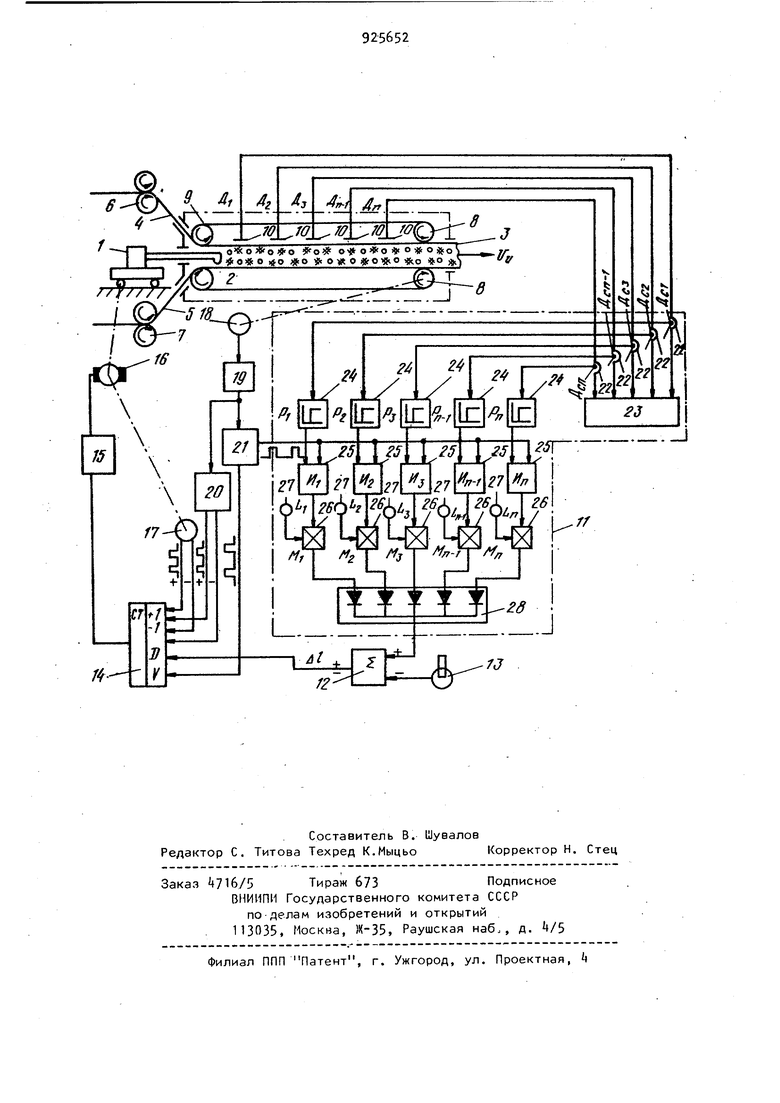
Эта цель достигается тем, что устройство для непрерывного изготовления изделий из вспенивающейся композиции, содержащее подвижную залиBOJHyw головку с приводом перемещения и блоком управления приводом, датчики давления, а также верхний и ниж ний формующие транспортеры, содержит блок определения зоны максимального давления, сумматор, задатчик зоны максимального давления-, цифровой интегратор, импульсный датчик скорости перемещения заливочной головки, гене ратор импульсов, датчик скорости изделия, дифференцирующий и командный блоки, примем входы блока определения зоны максимального давления соединены с датчиками давления, равномерно размещенными вдоль всего верхнего формующего транспортера, а вы- ход подключен к сумматору, второй вход которого подключен к задатчику зоны максимального давления, входы генератора импульсов и командного блока через дифференцирующий блок подключены к датчику скорости издели а .выходы - к входу цифрового интегратора, выход командного блока соедине с блоком определения зоны максимального давления, выход импульсного дат чика подключен к цифровому интеграто ру, а выход последнего - к входу бло ка управления приводом заливочной го ловки. Блок измерения максимального давления содержит блок выделения максимального сигнала, датчики прохождени сигнала, релейные звенья, элементы И множительные элементы, элементы ИЛИ, причем блок выделения максимального сигнала подключен к датчикам давлени а датчики прохождения сигнала соединены через релейные звенья с входами элементов И, выходы элементов И через множительные элементы - с входами элемента ИЛИ, а выход последнего с сумматором. На чертеже изображено предлагаемое устройство. Устройство для непрерывного изготовления изделий из вспенивающейся композиции включает подвижную заливрчную головку 1, непрерывно заливающую вспенивающуюся, композицию 2 в изделие 3, два наружных слоя (обшивки) которого 4 и 5 непрерывно подаются транспортерными устройствами 6 и 7, в формующие транспортеры 8 формующей камеры 9. Давление, развиваемое вспенивающейся композицией , измеряется датчиками давления 10 9 24 ( Д„), установленными с координатами соответственно L.- LJ, вдоль верхнего формующего транспортера. Датчики 10 подключены к соответствующим входам блока 11 измерения зоны максимального давления, выход которого подключен к сумматору 12, Ко второму входу сумматора 12 подключен задатчик 13 зоны максимальнсго давления, а выход сумматора 12 подключен к 0-входу цифрового интегратора Т. Выход цифрового интегратора Tt подключен к входу блока управления 15 приводом 16 перемещения заливочной головки, с которым механически сочленен импульсный датчик перемещения 17. С формовочным транспортером 8 механически сочленен датчик 18 скорости. Датчик 18 подключен к входу дифференцирующего блока 19i выход которого соединен с входами генератора импуЛьсов 20 и командного блока 21. Выходы командного блока 21 соединены с управляющим входом блока измерения 11 и с V-входом цифрового интегратора 1. К счетным входам последнего подключены импульсный датчик 17 и генератор импульсов 20. В блоке 11 датчики 22 прохождения сигнала (До - ДW л соединены со схемой 23 выделения максимального сигнала и с другой стороны - с соответствующими дахчиками давления 10 ( Д). Выходы датчиков 22 соединены с соответствующими peлeйны tf1 звеньями 2 (Р - Ру,), в свою очередь последовательно соединенными с соответствующими элементами И 25 ( И) и множительными звеньями 26 (М,,- Иу) . Вторые входы элементов И 25 ( И,) соединены между собой и с выходом командного блока 21, а вторые входы множительных звеньев 26 ( Мц) - с соответствующйми задатчиками 27 координат L . - Lj соответствующих датчиков давления10 ( Ду)) Выходы множительных звеньев соединены с элементом ИЛИ 28, а выход последнего - с входом сумматора 12. Устройство работает следующим образом. В той зоне формующих транспортеров формующей камеры 9, где происходит вспенивание заливочной композиции (пенопласта) 2, увеличивается давление внутреннего слоя на наружные слои (обшивку) t и 5 изделия 3. 59 Давление измеряется датчиками давления 10 ( Ду,). Для стабилизации процесса отверждения и улучшения качества изделия 3 зона вспенивания заливочной композиЩ1И 2 должна находиться в заданной координате формующей камеры 9 и транспортеров 8, В этой же зоне должно находиться и максимальное давление наполнителя (пенопласта). Желаемая координата зоны максимального давления вводится в систему с помощью задатчика 13. Координата зоны максимального давления в формующих транспортерах 8 измеряется блоком 11. Для этого датчики давления 10 ( Д,) подключаются к схеме 23. В цепи датчиков Д - Д включены соответствующие датчики Дс, Дс прохождения сигнала. Если сигнал одного из датчиков Ду, превышает сигналы остальных датчиков, благодаря схеме 23 срабатывает соответствующий датчик Дс. Это вызывает срабатывание соответствующего релейного звена Р - Рц и если на вторые входы элементов И И, подан управляющий сигнал от командного блока 21, выходной сигнал звена .Р - Р„ поступает к соответствующему множительному звену Ну, . Поскольку величины выходных сигналов любого из релейных звеньев Р - Р, при их срабатывании одинаковы, а на вторые входы множительных звеньев ,Н, подведены от задатчиков 27 сомножители, соответствующие координатам L - L датчиков Д , то пр оизведение на выходах множительных звеньев М - М„ про порциональны координатам соответственно LM . Элемент ИЛИ пропускает на вход сумматора 12 наибольшее из произведений звеньев М - My,, если сигналы нескольких датчиков давления Д.,оказываются одинаковыми. Поэто- му на выходе блока измерения 11 всегда имеет место сигнал, пропорциональный максимальной координате зоны максимального давления наполнителя изделия 3. Выходной сигнал блока 11 сравнивает ся на входе сумматора 12 с задающим сигналом задатчика 13. Если величины этих сигналов не равны, то их разност дЕ с соответствующим знаком, будучи преобразованной сумматором 12 в цифровую форму, вводится в цифровой интегратор . Ввод сигнала разности 26 в интегратор производится по командам командного блока, подаваемым на V-вход интегратора k. Цифровой интегратор k воздействует на блок управления 15 приводом 16 перемещения заливочной головки 1. Последняя перемещается таким обрсГзом, чтобы сигналами импульсного датчика 17 было описано введенное в интегратор число Л 6 , При этом изменяется зона заливки вспенивающейся композиции 2, и зона вспенивания заливочной композиции 2 изделия 3 перемещается в заданную задатчиком 13 координату.. Команды командного блока 21 подаются в блок 11 и интегратор 1,с VIH-.., тервалом, равным времени t. начала вспенивания заливочной ком11озиции 2. Благодаря этому каждый новый период измерения координаты зоны максимального давления и регулирования этой координаты начинается через время t после предыдущего регулирующего воздействия, чем учитывается время запаздывания процесса у объекта регулирования. Если по технологическим причинам изменяется скорость V изделия 3 то на выходе дифференцирующего блока 19, подключенного к датчику 18 скорости изделия 3i появляется сигнал dV/dt. По этому сигналу включается генератор импульсов 20, и вводится в интегратор И с, чаЬтотой f число дМ AN ±f где tv - время процесса изменения скорости V изделия 3, знаки + - соответствуют знаку ускорения dV/dt. Изменение скорости V изделия 3 за время ty составит U.V ± Если частота f соответствует производной dV/ dt, то uN соответствует AV, т.е. 6.. При изменении скорости изделия 3 на величину Л V для сохранения неизменным положения зоны максимального давления (зоны вспенивания) положение заливочной головки 1 должно измениться на величину д( V где tfj- время отверждения наполнителя в процессе перемещения изделия 3 формущими транспортерами 8 от начала заливки. За время tyгенератор импульсов 20 запишет в интегратор И число UW, пропорциональное величине А. Это число отрабатывается .с помощью дат™ чика 17 путем перемещения залившной головки 1 на величинуд. За время работы генератора импуль сов 20 сигналом дифференцирующего блока накладывается запрет на работу командного блока 21, чтобы исключить неточность измерения координаты зоны максимального давления изделия 3 в п реходных процессах. Таким образом, положительный эффект получается благодаря оснащению установки механически сочлененным с формующим транспортером датчиком скорости, установленными вдоль верхнего формующего транспортера датчика ми давления, блоком измерения зоны максимального давления, задатчиком зоны максимального давления, суммато ром, импульсным датчиком перемещения заливочного устройства, генератором импульсов, командным блоком, цифровым интегратором, дифференцирующим блоком, а также соединениями между ними о Формула изобретения 1. Устройство для непрерывного из готовления изделий из вспенивающейся композиции, содержащее подвижную заливочную головку с приводом перемеще ния и блоком управления приводом, дат чики давления, а также верхний и ниж ней формующие тра нспортеры, отличающееся тем, что, с целью -повышения стабильности качества изде лий, оно содержит блок определения зоны максимального давления,сумматор, задатчик зоны максимального давления, цифровой интегратор, импульсный датчик скорости перемещения заливочной головки, генератор импульсов, датчик скорости изделия, дифференцирующий и командный блоки, причем входы блока определения зоны максимального давления соединены с датчиками давления, равномерно размещенными вдоль всего верхнего формующего транспортера, а выход подключен к сумматору, второй вход которого подключен к задатчику зоны максимального давления, входы генератора импульсов и командного блока через дифференцирующий блок подключены к датчику скорости изделия, а выходы - к входу цифрового интегратора, выход командного блока соединен с блоком определения зоны максимального давления, выход импульсного датчика подключен к цифровому интегратору, а выход последнего к входу блока управления приводом заливочной головки, 2, Устройство по п, 1, о т л ичающееся тем, что блок измерения максимального давления содержит блок выделения максимального сигнала, датчики прохождения сигнала, релейные звенья, элементы И, множительные элементы, элементы ИЛИ, причем блок выделения максимального- сигнала подключен к датчикам давления, а датчики прохождения сигнала соединены через релейные звенья с входами элементов И, выходы эле иентов И через множительные элементы - с входами элемента ИЛИ, а выход последнего - с сумматором. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 72+3 9, кл. В 2Э D 27/00, 1978, 2о Авторское свидетельство СССР № 703355, кл. В 29 D 27/00, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления многослойных панелей с утепляющим слоем из пенопластов | 1980 |
|
SU952647A1 |
| Устройство дл непрерывного формования вспененного пенопласта | 1977 |
|
SU703355A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ СКВАЖИНЫ С ПОГРУЖНЫМ ЦЕНТРОБЕЖНЫМ НАСОСОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2165037C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СИСТЕМОЙ С ВЯЗКОУПРУГОЙ КИНЕМАТИЧЕСКОЙ СВЯЗЬЮ | 2010 |
|
RU2446552C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СИСТЕМОЙ | 2010 |
|
RU2428735C1 |
| Бинарная система управления | 1988 |
|
SU1697054A1 |
| Электропривод отрезного устройства | 1982 |
|
SU1058726A1 |
| Устройство для регулирования натяжения полосы в башенной печи | 1983 |
|
SU1104176A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ | 1973 |
|
SU375743A1 |
| Следящая система для инерционного объекта | 1984 |
|
SU1232939A1 |