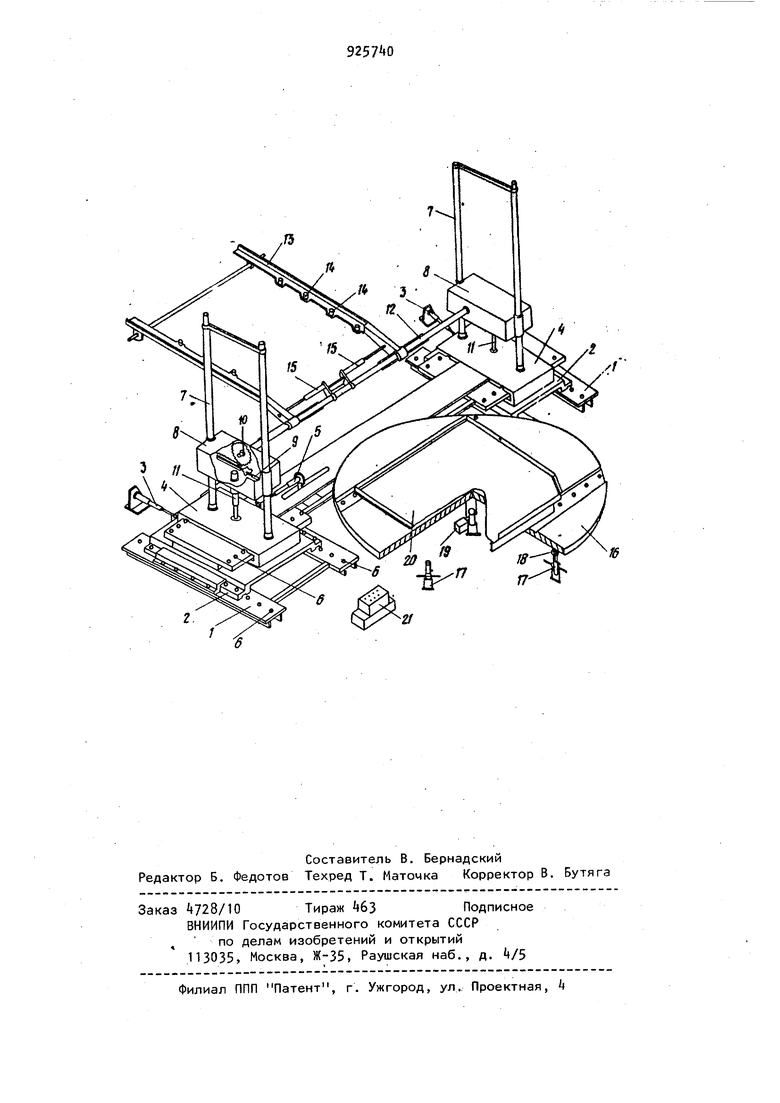
Изобретение относится к технолог судостроения и касается конструирования оснастки для сборки блоков помещений корпуса, надстройки и руб судов. Известна установка для сборки блока корпуса судна, преимущественн судовой каюты, содержащая основание на котором установлены две нижние каретки, над которыми размещены две верхние каретки, причем обе пары кареток выполнены с возможностью взаимно перпендикулярного перемещения . При этом установка выполнена с опорными колоннами, связанными с двумя верхними каретками, и сборочным стендом fl1. Однако такое устройство не обеспечивает комплексной механизации сборочных работ при формировании объемных модулей помещений корпуса судна, так как не приспособлено к кантованию изготавливаемых блоков. Цель изобретения - обеспечение комг. плексной механизации сборочных работ. Это достигается тем, что установка снабжена раздвижным кантователем с захватами, направляющими для перемещения этого кантователя, оборудованными домкратом для мх передвижения по опорным колоннам, гидроцилиндрами с реечными передачами, телескопической штангой и транспортной платформой на воздушной подушке. Гидроцилиндры с реечной передачей расположены в одной из направляющих, а каждая реечная передача связана с телескопической штангой, на которой расположен раздвижной кантователь с захватами, сборочный стенд выполнен поворотным в горизонтальной плоскости, а на нем установлена транспортная платформа на воздушной подушке , На чертеже схематически показан общий вид установки в аксонометрической проекции. На основании 1 установлены две нижние каретки 2, перемещающиеся в поперечном направлении с помощью гидроцилиндров 3. На каждую каретку 2 установлена верхняя каретка t, перемещающаяся в продольном направлении с помощью гидроцилиндра 5. Между основанием 1 и кареткой 2 установлены шары 6 на воздушной подуш ке. На каретку 4 установлены опорны колонны 7, по которым перемещаются направляющие 8, внутри каждой из которых расположены гидроцилиндр 9, реечная передача 10 и домкрат 11. Направляющие 8 соединены между собо телескопической штангой 12, на кото рой закреплен оаздвижной кантовател 13 с захватами 14, например электро магнитными .Для раздвижки опор канто вателя 13 служат гидроцилиндры 15. Работы выполняются на поворотном сб рочном стенде 16, установленном на опоры 17 с шарами 18 на воздушной подушке. Вращение стенда 1б осуществляется с помощью редуктора 19. На стенде установлена транспортная платформа 20 на воздушной подушке. Все технологические операции по тра спортировке и сборке блоков, например, кают, осуществляются с одного пульта 21 управления. Данное устрой ство может являться составной часть поточной линии (на чертеже не показана) изготовления модульных (стандартных ) кают и предназначено для выполнения сборочных работ. Сборка кают с помощью данного устройства выполняется следующим об разом. Днищевая секция каюты подается на кантователь 13 (кантователь выполнен раздвижным., чтобы использовать его для секций различных габаритов. Раздвижка опор кантователя выполняется с помощью гидроцилиндров 155. Секция крепится к кантователю 13 с помощью захватов 14. Зате В гидроцилиндр 9 подается рабочая среда, поршень гидроцилиндра 9 приводит в движение передачу 10 и связанную с ней штангу 12 (штанга выполнена телескопической для того, чтобы была возможность раздвинуть опоры кантователя 13, который вмест с днищевой секцией разворачивается на 180 и укладывает ее на платформу 20, установленную на стенде 16). Затем штанга 12 с кантователем 13 04 возвращается в исходное положение, и на него укладывается бортовая секция (переборка) каюты. Штанга 12 с кантователем 13 разворачивается на 90, и бортовая секция устанавливается на стенде 16 и пристыковывается к ранее установленной днищевой секции. Опоры кантователя 13 У штанги 12 имеют изгиб на угол, равный 45-65° что позволяет выдвинуть переборку к стенду. После этого стенд 1б разворачивается на 90 и в такой же последовательности устанавливается вторая переборка каюты, затем также 3 и 4-я переборки. Далее на кантователь 13 устанавливается секция крыши каюты. Направляющие 8 вместе со штангой 12 и кантователем 13 по колоннам 7 поднимаются вверх. Подъем осуществляется с помощью домкратов 11. Высота подъема кантователя 13 с секцией крыши составляет 2,5-3 м, поэтому домкрат 11 выполнен телескопическим. После этого кантователь 13 с секцией разворачивается на 180, и секция устанавливается на ранее собранную конструкцию. Собранная каюта с помощью платформы 20 перемещается на следующие сборочные позиции поточной линии. Поэтому необходимо иметь на линии 2-3 платформы, что позволит весь процесс сборки и насыщения каюты выполнить бескрановым методом., . Модульные каюты взаимозаменяемы, поэтому к точности их сборки предъявляются повышенные требования. Необходимо точно выставить переборку по высоте по диаметральной плоскости, по плоскости шпангоута, а также по крену и дифференту. Установка секции по дифференту выполняется следующим образом. С участка изготовления секция по рольгангу (на чертеже не показан) подается к устройству. На рольганге имеется ограничитель, который выпрямляет секцию по дифференту (в состав данной установки ограничитель не входит). Поэтому при установке секции на стенд перекос секции не превышает 5 мм. Отверстия в направляющих 8, в которых расположены колонны 7, имеют зазор. Поэтому, манипулируя домкратами 11, можно выравнивать секцию в пределах 5 мм. По крену секция выравнивается кантователем 13 путем его наклонения. В диаметральной плоскости судна секция перемещается путем перемеще-. ния кареток k и гидроцилиндра 5В плоскости шпангоута секция пере мещается с помощью кареток 2 и гидроцилиндров 3. По высоте секция перемещается с помощью направляющих 8 и домк(эатов 11 . Применение системы гидравлики позволит перемещать секцию плавно и с большой точностью. В пазах кареток 2 и установлены шары 6 на воздушной подушке, принцип работы которых следующий . Шары расположены в полусферической обойме. К обойме подается сжатый воздух. Между шаром и обоймой образуется тонкая воздушная пленка, и шар плывет на-воздушной подушке. При подаче воздуха верхняя часть шар упирается в направляющую каретку. Пр перемещении последней шар трется о поверхность каретки, а нижняя част шара находится на воздушной подушке. Таким образом, сила трения снижается в десятки раз, что позволяет применить гидроцилиндры 3 и 5 малой мощ ности, сохранив трущиеся поверхности Такие же опоры 17 применены для пере мещения стенда 16, вращение которого осуществляется гидравлическим редуктором 19 также малой мощности. В устройстве применены только гидравлические и пневматические приводы, которые надежны в эксплуатации и легки в управлении. Управление все ми технологическими операциями устройства производится с одного пульта 21, содержащего насосную станцию, распределительную коробку для сжатого воздуха и кнопочный пульт. Управление гидроцилиндрами 5, 3 и 15 может быть синхронным или раздельным. Подача рабочей среды в обой мы шаров бив гидроцилиндры 3 или 5 выполняется синхронно, что снижает расход сжатого воздуха. Применение данного устройства позволяет комплексно механизировать работы по установке секций каюты и их сборке, отказаться от применения цехового кра-. на, сни311ть трубоемкость сборочных работ на 60%. Формула изобретения Установка для сборки блока корпуса судна, преимущественно судовой каюты, содержащая основание, на KotopoM установлены две нижние каретки, над которыми размещены две верхние каретки, приче и обе пары кареток выполнены с возможностью взаимно перпендикулярного перемещения, при этом установка выполнена с опорными колоннами, связанными с двумя верхними каретками, и сборочным стендом, отличающаяся тем, что, с целью обеспечения комплексной механизации сборочных работ, она снабжена раздвижным кантователем с захватами, направляющими для перемещения этого кантователя, оборудованными домкратом для их передвижения по опорным колонкам, гидроцилиндрами с реечными передачами, телескопической штангой и транспортной платформой на воздушной подушке, при этом гидроцилиндры с реечной передачей расположены в направляющих, а каждая реечная передача связана с телескопической штангой, на которой расположен раздвижной кантователь с захватами, сборочный стенд выполнен поворотным в горизонтальной плоскости, а на нем установлена транспортная плотформа на воздушной подушке. Источники информации-, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 307002, кл. В 63 В 9/00,,25.12.69 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки блок-модулей судовых кают | 1987 |
|
SU1397360A1 |
| Устройство для сборки частей секции корпуса судна | 1987 |
|
SU1495199A1 |
| Способ сборки объемных конструкций борта и днища при формировании блоков корпуса судна | 1983 |
|
SU1105371A1 |
| Устройство для изготовления объемного блока корпуса судна | 1979 |
|
SU1224208A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Устройство для сборки цилиндрической части корпуса судна | 1981 |
|
SU994328A1 |
| Способ изготовления объемного блока корпуса судна и устройство для его осуществления | 1978 |
|
SU1022861A1 |
| СКЛАДНАЯ МОДУЛЬНАЯ МАЧТА С ВСТРОЕННОЙ СИСТЕМОЙ ВЕРХНЕГО ПРИВОДА | 2011 |
|
RU2499122C2 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Стенд для монтажа и демонтажа бортов полувагона | 1981 |
|
SU981051A1 |