Изобретение относится к судостроению и касается конструирования устройств для изготовления объемного блока корпуса судна, и является дополнительным к основному авт. св. № 1022861.
Известно устройство для изготовления объемного блока корпуса судна, состоящее из сварочно-монтажного кантователя, снабженного установочным рольгангом, смонтированным на основании кантователя и взаимодействующим с ним.
Недостатками указанного устройства являются низкая жесткость кантователя, неудобство в эксплуатации и высокая трудоемкость сборки объемного корпуса судна.
Цель изобретения - повыщение удобства в эксплуатации и сокращение трудоемкости сборки объемного блока корпуса судна.
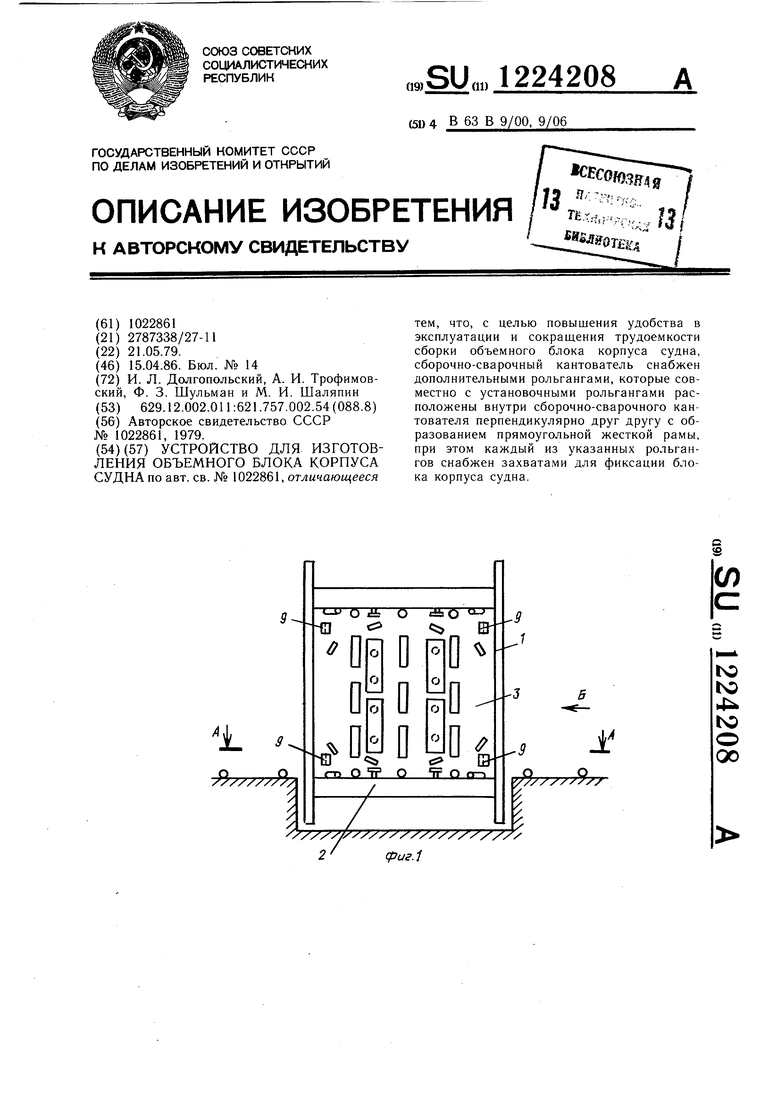
Цель достигается тем, что в устройстве для изготовления объемного блока сбороч- но-сварочный кантователь снабжен дополнительными рольгангами, которые совместно с установочными рольгангами расположены внутри сборочно-сварочного кантователя перпендикулярно друг другу с образованием прямоугольной жесткой рамы, при этом каждый из упомянутых рольгангов снабжен захватами для фиксации блока корпуса судна.
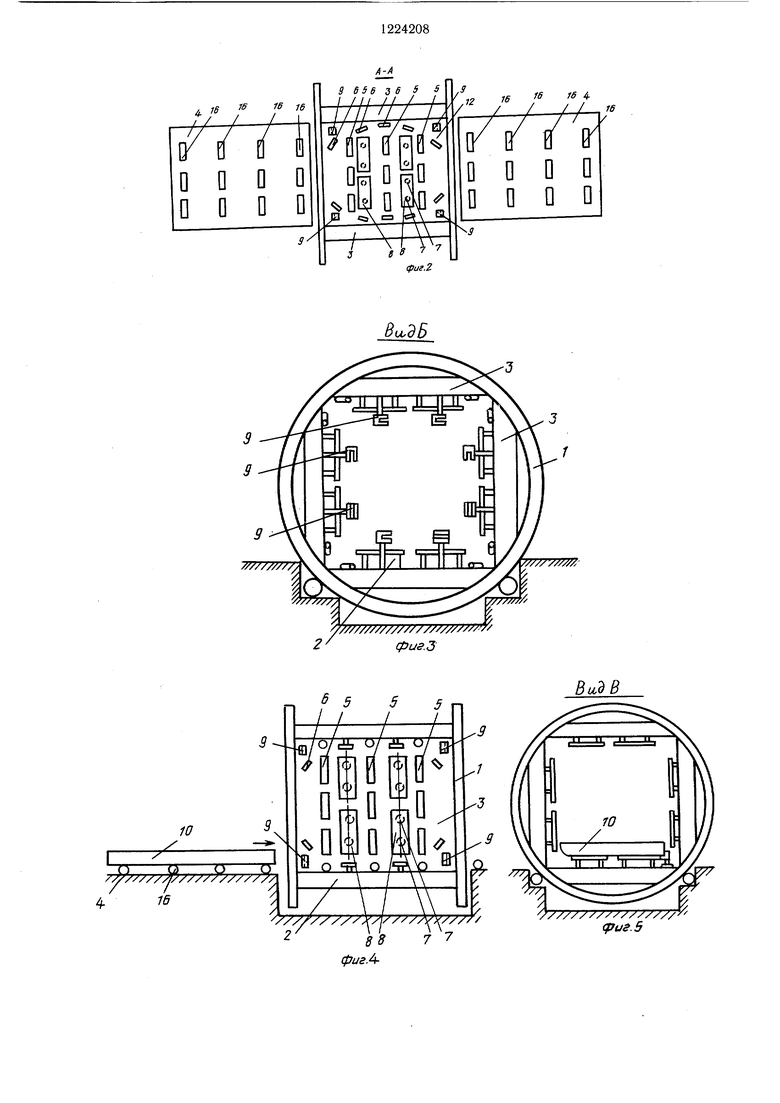
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг.,1; на фиг. 4- устройство с днищевой секцией на подающем рольганге; на фиг. 5 - вид В на фиг. 4, с днищевой секцией в нижнем положении; на фиг. 6 - то же, с днищевой секцией поперечной и продольной переборкой; на фиг. 7 - to же, с палубной секцией; на фиг. 8 - то же, но с повернутой днищевой секцией; на фиг. 9 - собранный блок.
Предлагаемое устройство содержит сбо- рочно-сварочный кантователь 1 с установочным 2 и дополнительным 3 рольгангами, смонтированными в нем перпендикулярно друг другу, образующими прямоугольную раму. По обе стороны кантователя 1 смонтированы подающие рольганги 4.
Рольганги 2 снабжены выдвижными роликами 5 и 6. В установочных дополнительных рольгангах вмонтированы выдвижные домкраты 7, на которых установлены опорные балки 8.
По краям рольгангов 2 и 3 расположены захваты 9. На роликах 16 рольганно-подающий рольганг 4 и по роликам 16 перемещается на один из рольгангов 2 или 3, где по выдвижным роликам 5 и 6 перемещается секция 10 и разворачивается в нужное положение. После этого ролики 5 и 6 опускаются, а домкраты 7 с поперечными опорными балками 8 выдвигаются и поднимают секцию 10 в положение, которое она занимает в составе объемного блока и фиксируется захватами 9.
10 После этого краном подается поперечная переборка 15 и устанавливается и приваривается к днищевой секции 10 в нижнем положении. Затем сборочно-сварочный канто ватель разворачивается на 90° в положение для установки продольной переборки
14, которая также краном укладывается на подающий рольганг 4, и процесс повторяется. При этом, когда секция продольной переборки на выдвижных домкратах 7 и опорных балках 8 подается снизу вверх до поло2Q жения, которое она занимает в составе объемного блока корпуса судна, .захваты 9 закрепляют секцию в сборочно-сварочном кантователе 1 и секция продольной переборки 14 прихватывается к секции днища 10 и к секции поперечной переборки 15.
25 Затем производится приварка продольной переборки 14 к днищу 10 и поперечной переборки 15. Все сборочные и сварочные работы выполняются в нижнем положении.
Далее сборочно-сварочный кантователь 1
разворачивается еще на 90° в положение для установки секции верхней палубы 13, и процесс повторяется.
При этом сборочные и сварочные работы по секции верхней палубы 13 с продольной переборкой 14 и поперечной переборкой 15 выполняются в нижнем положении.
После этого сборочно-сварочный кацтова- тель 1 разворачивается еще на 90° в положение для установки бортовой секции 11 объемного блока корпуса судна, и процесс
40 повторяется. При этом сборочные и сварочные работы по бортовой секции 11 с днищевой секцией 10, поперечной переборкой 15 и продольной переборкой 14 производятся в нижнем положении.
Затем сборочно-сварочный кантователь 1
разворачивается в положение (еще на 90°), в котором сформированный (собранный и сваренный) блок корпуса судна оказывается в нормальном положении, т. е. днищем внизу и верхней палубой вверху. Выдвигага 3 установлена днищевая секция 10 объем- ются домкраты 7 с опорными балками 8
ного блока. Внутри кантователя сообща ются в объемный блок днищевая 10, бортовые 11 и палубная 12 секции, а также продольная 14 и поперечная 15 переборки. Подающие рольганги снабжены роликами 16.
Днищевая секция 10 объемного блока укладывается краном (не показан) на приемустановочного рольганга 2, находящегося в этот момент внизу, и собранный и сваренный блок освобождается от захватов 9 и пересаживается на ролики 5 рольганга 2, по которым перемещается на рольганг 4 55 откуда краном или другими средствами подается на стапель или в строительный док на формирование корпуса судна.
но-подающий рольганг 4 и по роликам 16 перемещается на один из рольгангов 2 или 3, где по выдвижным роликам 5 и 6 перемещается секция 10 и разворачивается в нужное положение. После этого ролики 5 и 6 опускаются, а домкраты 7 с поперечными опорными балками 8 выдвигаются и поднимают секцию 10 в положение, которое она занимает в составе объемного блока и фиксируется захватами 9.
После этого краном подается поперечная переборка 15 и устанавливается и приваривается к днищевой секции 10 в нижнем положении. Затем сборочно-сварочный кантователь разворачивается на 90° в положение для установки продольной переборки
14, которая также краном укладывается на подающий рольганг 4, и процесс повторяется. При этом, когда секция продольной переборки на выдвижных домкратах 7 и опорных балках 8 подается снизу вверх до полоQ жения, которое она занимает в составе объемного блока корпуса судна, .захваты 9 закрепляют секцию в сборочно-сварочном кантователе 1 и секция продольной переборки 14 прихватывается к секции днища 10 и к секции поперечной переборки 15.
5 Затем производится приварка продольной переборки 14 к днищу 10 и поперечной переборки 15. Все сборочные и сварочные работы выполняются в нижнем положении.
Далее сборочно-сварочный кантователь 1
разворачивается еще на 90° в положение для установки секции верхней палубы 13, и процесс повторяется.
При этом сборочные и сварочные работы по секции верхней палубы 13 с продольной переборкой 14 и поперечной переборкой 15 выполняются в нижнем положении.
После этого сборочно-сварочный кацтова- тель 1 разворачивается еще на 90° в положение для установки бортовой секции 11 объемного блока корпуса судна, и процесс
0 повторяется. При этом сборочные и сварочные работы по бортовой секции 11 с днищевой секцией 10, поперечной переборкой 15 и продольной переборкой 14 производятся в нижнем положении.
Затем сборочно-сварочный кантователь 1
разворачивается в положение (еще на 90°), в котором сформированный (собранный и сваренный) блок корпуса судна оказывается в нормальном положении, т. е. днищем внизу и верхней палубой вверху. Выдвига ются домкраты 7 с опорными балками 8
ются домкраты 7 с опорными балками 8
установочного рольганга 2, находящегося в этот момент внизу, и собранный и сваренный блок освобождается от захватов 9 и пересаживается на ролики 5 рольганга 2, по которым перемещается на рольганг 4 55 откуда краном или другими средствами подается на стапель или в строительный док на формирование корпуса судна.
фиг.З
Ви,дВ
риё.5
70
cpuS.7
фиг. 8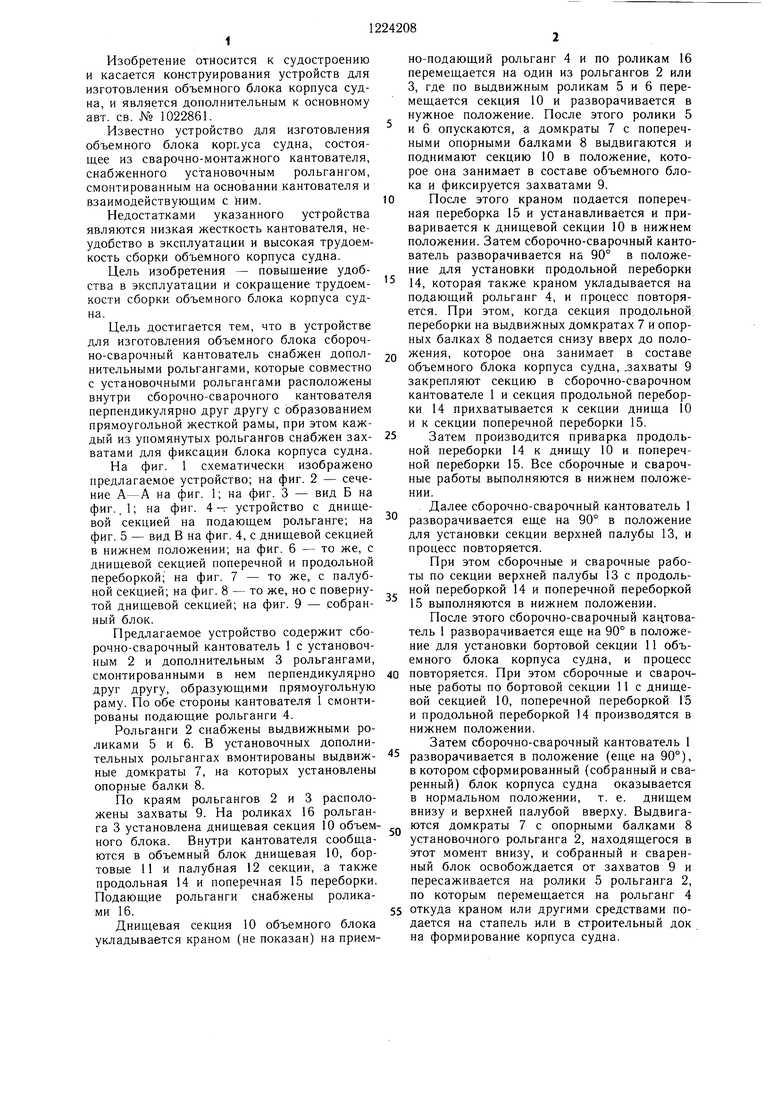
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления объемного блока корпуса судна и устройство для его осуществления | 1978 |
|
SU1022861A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Установка для сборки блока корпуса судна | 1981 |
|
SU925740A1 |
| Способ сборки объемных конструкций борта и днища при формировании блоков корпуса судна | 1983 |
|
SU1105371A1 |
| Способ постройки корпуса танкера (его варианты) | 1982 |
|
SU1106727A1 |
| Способ изготовления блока судна | 1981 |
|
SU984921A1 |
| Способ постройки корпуса танкера | 1979 |
|
SU816863A1 |
| Способ изготовления цилиндрическойВСТАВКи КОРпуСА СудНА | 1979 |
|
SU821283A1 |
77
фиг. 9
Составитель Б. Даньшин
Редактор А. ДолиничТехред И. ВересКорректор М. Демчик
Заказ 1879/18Тираж 422Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Способ изготовления объемного блока корпуса судна и устройство для его осуществления | 1978 |
|
SU1022861A1 |
