(5) УСТРОЙСТВО ДЛЯ СБОРКИ 1 ЛИНДРИЧЕСКОЙ ЧАСТИ КОРПУСА СУДНА
1 Изобретение относится к судостроению.
Известно устройство дпяс.сборки vft Аиндрической части корпуса судна, содержащее передвижнсЛ прртал, снабженный постами энергбСн жения, сварочной и газорезательмой аппаратурой 1 .
Недостаток этого устройства - наличие вспомогательных кантователей для сварки блоков и транспортмь1х средств для перемещения блоков.
Цель изобретения- повышение гфоизводительности труда при сборке судов с развитой цилиндрической частью путем комплексной механизации корпусосборочных работ.
Цель достигается тем, что а предлагаемом устройстве передвижной порттал выполнен в виде ..сборочной„постели, установленной на П-образную в плане раму, закрепленную на судовозных тележках снабженных домкратами и центрирующими устройствами для
вертикального и горизонтального перемещения сборочной постели, при этом постель снабжена рельсовыми нитями, закрепленными на ее верхнем основании, и тележкой, на которой установлена сварочная аппаратура, а также агрегатом для оконтуровки монтажных кромок секций и блоков.
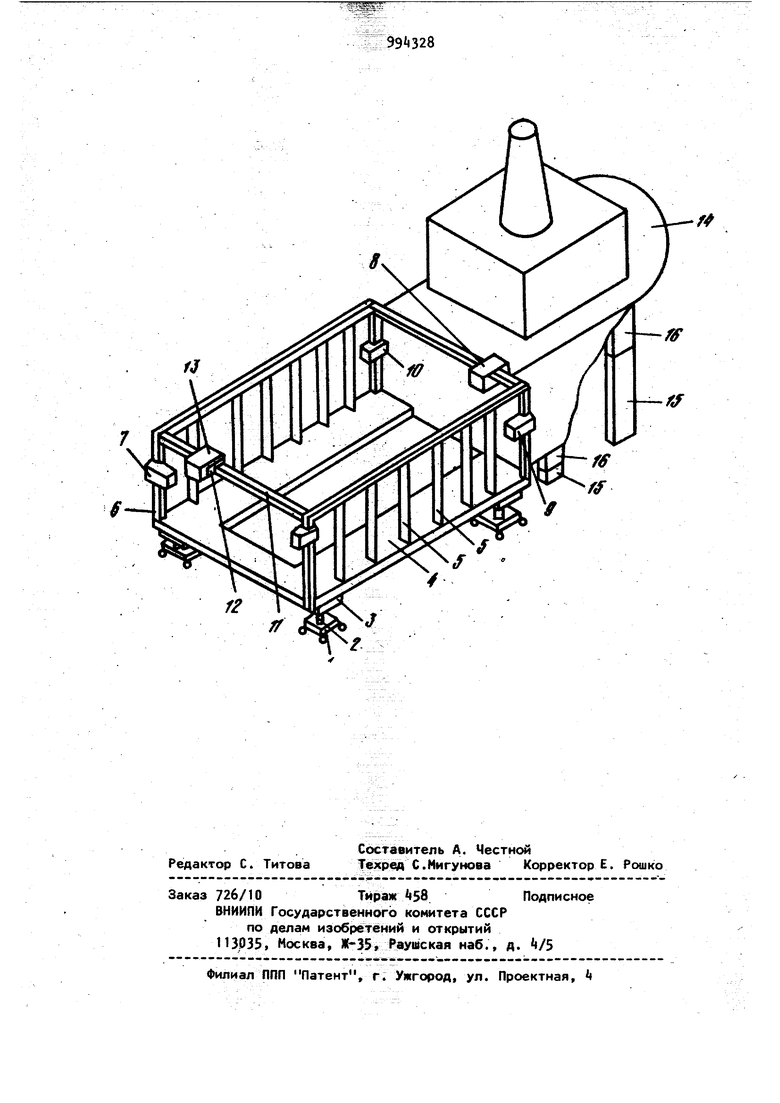
На чертеже показан общий вид устройства.
Устройство состоит из судовоаных тележек 1 с домкратами 2 и центрирукицими устройствами 3, на которые установлена П-образная опорная рама со сборочной постелью 5 на колоннах 6 установлены сборочно-сварочные агрегаты 7 и агрегат 8 для ксжтуровки монтажных Кромок, состоящий из газорезательного аппарата 9 и оптического проверочного прибора 10. На рельсах 11 установлена тележка 12 со сварочными автоматами 13. Корпус судна }Ц устанавливается на опорные тумбы 15 и кильблоки 16. 3ЭЭ Ус-тройство работает следующим образом. На стапельную позицию подается кормовой блок судна. К нему подводится устройство, К цеховым системам подключаются источники питания (электроэнергия, сжатый воздух, ацетилен , кислород и т.п.). Сварочные выпрямители,; трансформаторы, распре:делительные коробки встроены между лекалами сборочной постели. На стационарные кильблоки 16, установленны на опорные тумбы 15, укладывается днищевая секция блока корпуса судна. С помощью домкратов 2 и центрирующих I устройство 3 секция выравнивается I по координатам монтажного чертежа.Оп тическим прибором 10 проверяется положение секции и величина припусков монтажных кромок. Затем эти данные выдаются на блок управления газорезательной машины, которая по ко, манде этого блока выполняет обрезку припусков. Затем в сборочную постель 5 устанавливаются бортовые секции блока корпуса судна. Установка, контуровка бортовых секций аналогична установке и контуровке днищевой секции. После этого выполняется приварка бортовых секций к днищевой с помощью сварочных автоматов 13« которые перемещаются тележкой 12. С помощью газррезательного аппарата, установленного также на тележке 12, удаляется монтажный припуск в верхней части бортовых сек-ций и после этого устанавливается палубная секция. Установка и контуровка палубной секции аналогична установке днищевой секции. Таким образом,выполняется сборка блока и контуровка монтажной кромки, расположенной в кормовой части блока. Затем выполняется стыковка блока с кормовым блоком в следующей после довательности . Опорная П-образная рама 4 скрепле на с Судовозной тележкой 1 а постел 5 устанавливается на раму ч и лежит на центрирующих устройствах 3 и домк ратах 2, с помощью которых можно перемещать в пространстве блок судна вместе со сборочной постелью 5. что часто бывает необходимымпри стыковке двух блоков. Стыковочным устройст вом сборочно-сварочного агрегата 7 выполняется стыковка наружной обшивки корпуса, а затем автоматами, уста новленными на (олоннах 6, сварка вертикальных стыков, и автоматами 13- сварка горизонтальных швов. Через вырезы в верхней палубе блока опус-ч каются устройства для стыковки и сварки набора. Так как эти устройства установлены на балансирах, то управление ими не составляет труда. Параллельно со стыковкой блоков выполняется контуровка носовой монтажной кромки блока с помощью агрегата 7,аналогично контуровке днищевой секции. После этого подклиниваются кильблоки 1б, отключаются от устройства источники питания. С помощью будовозных тележек 1 устройство перемещается на новую позицию. Рама k выполнена П-образной для того, чтобы при перемещении устройства кильблоки 16 оставались на месте. Далее начинается сборка последующего блока и т.д. Перед стыковкой носового блока устройство выводится на свободную позицию. Применение устройства позволяет комплексно механизировать корпусосборочные работы. Формула изобретения Устройство для сборки цилиндрической части корпуса судна.. содержащее передвижной портал, снабженньгй постами энергоснабжения, сварочной и газорезательной аппаратурой, о тличающееся -тем, что, с целью повышения производительности труда при сборке судов с развитой цилиндрической частью путем комплексной механизации корпусосборочных работ, передвижной портал выполнен в виде сборочной постели, установленной на П бразную в плане раму,закрепленную на судовозных тележках, снабженных домкратами и цeнтpиpy-) ющими устройствами для вертикального и горизонтального перемещения сборочной постели, при этом постель снабжена рельсовыми нитями, закрепленными на ее верхнем основании и тележкой, на которой установлена сварочная аппаратура, а также агрегатом для оконтуровки монтажных кромок секций и блоков. Источники информации, принятые во внимание при экспертизе 1. Сб. Технология судостроения, Н 3, 1979, с. 35 (прототип). 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки объемных конструкций борта и днища при формировании блоков корпуса судна | 1983 |
|
SU1105371A1 |
| Устройство для сборки объемного блока корпуса судна | 1980 |
|
SU982962A1 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1982 |
|
SU1074760A2 |
| УСТРОЙСТВО ДЛЯ ОКОНТУРОВКИ СТЫКУЕМЫХ ЭЛЕМЕНТОВ | 1973 |
|
SU380520A1 |
| Способ сборки корпуса судна изСЕКций и уСТРОйСТВО для ЕгО ОСущЕ-СТВлЕНия | 1979 |
|
SU796056A1 |
| СПОСОБ СБОРКИ КОРПУСА СУДНА ИЗ ЛЕГКОГО СПЛАВА И СТАПЕЛЬ-ПОСТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2249532C1 |
| Способ укрупнения секций корпуса судна за пределами зоны действия стапельных кранов | 1978 |
|
SU919929A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |