О о о о
Q Г Г
П Q /О О Q
Т
о о
ГУ П
Изобретение относится к судостроению, а именно к способу изготовления объемного блока корпуса судна и устройству для его осуществления.
Известен способ изготовления объемного блока корпуса судна, заключающийся в предварительном изготовлении отдельных секций объемного блока и сборке и сварке блока из этих секций в сборочно-сварочном кантователе 1.
Известно устройство для осуществления указанного способа, содержащее сборочносварочный кантователь, оснащенный сварочным оборудованием и захватами для фиксации секций 1.
Недостатками указанного способа и устройства являются сложность сборки и большая трудоемкость изготовления блока корпуса судна.
Цель изобретения - облегчение сборки и сокращение трудоемкости изготовления блока корпуса судна.
Указанная цель достигается тем, что согласно способу формирование объемного блока производят путем последовательной подачи в сборочно-сварочный кантователь секций и разворота кантователя на 90° перед подачей в него каждой новой секции.
Для осуществления этого способа устройство снабжено установочным рольгангом, смонтированным под основанием кантователя и взаимодействующим с ним, причем установочный рольганг снабжен выдвижными прижимными балками, а захваты кантователя установлены по периметру его paivibi.
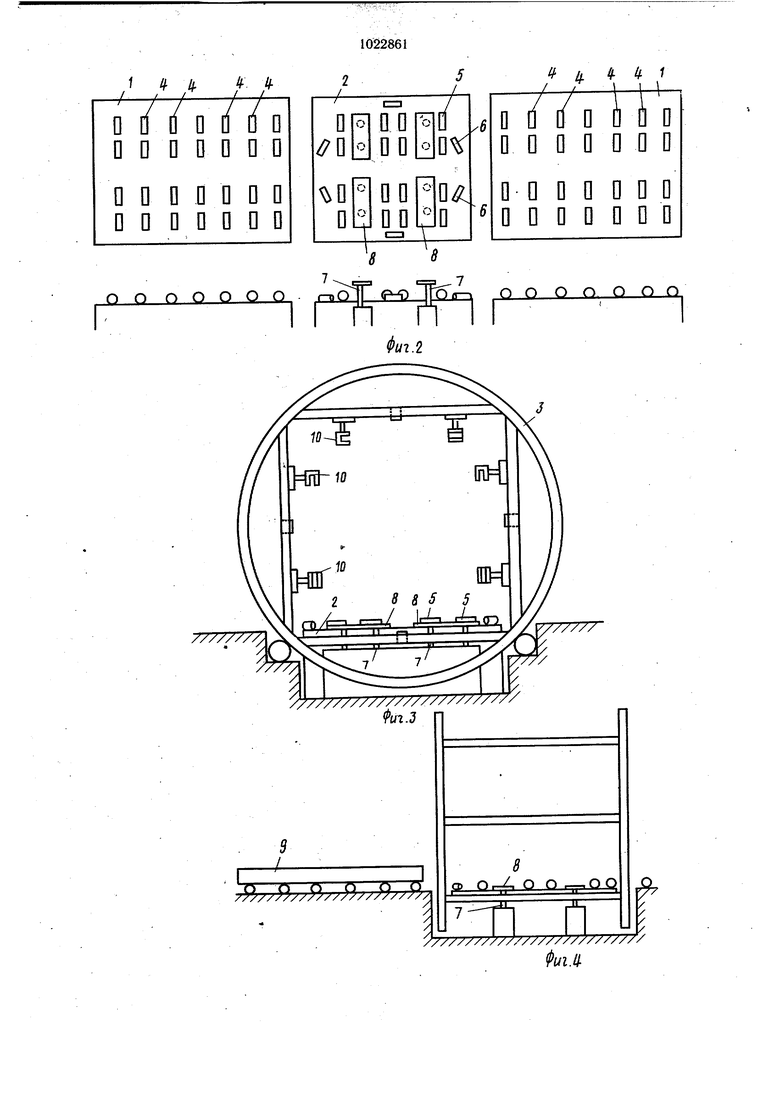
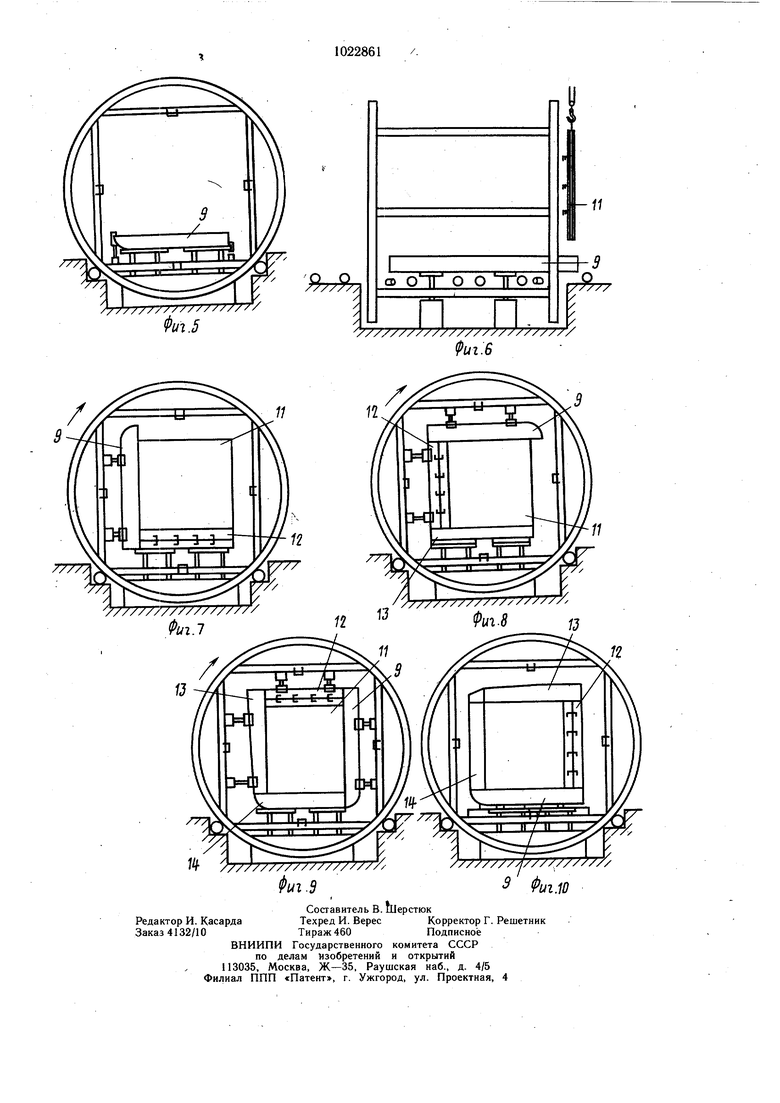
На фиг. 1 показано устройство для изготовления объемного блока корпуса судна; на фиг. 2 - устройство подающего и установочного рольгангов; на фиг. 3 - сборочно-сварочный кантователь; на фиг. 4 - операция подачи секции днища; на фиг. 5 - операция установки секции днища; на фиг. 6 - операция подачи поперечной переборки; на фиг. 7 - операция установки продольной переборки; на фиг. 8 - операция установки секции верхней палубы; на фиг. 9 - операция установки бортовой секции; на фиг. 10 -операция разворота блока в нормальное положение.
Устройство содержит подающий и приемный рольганги 1, между которыми расположен установочный рольганг 2, смонтированный под основанием сборочно-сварочного кантователя 3 и взаимодействующий с ним.
На рольгангах 1 установлены ролики 4, на которых перемещаются секции судна. Установочный рольганг 2 снабжен выдвижными роликами 5 Д/1Я продольного перемещения и выдвижными роликами 6 для поперечного и кругового перемещения секций и блока.
В основании рольганга 2 утоплены выдвижные стойки - домкраты 7, на которых смонтированы поперечные опорнь е баЛки 8.
По периметру рамы кантователя 3 установлены захваты.
Днищевую секцию 9 объемного блока укладывают краном на подающий рольганг 1 и по роликам 4 перемещают на установочный рольганг 2, где по выдвижным роликам 5 и 6 ее перемещают и разворачивают в нужное положение. После этого ролики 5 и 6 опускают, а стойки - домкраты 7 с поперечными опорными балками 8
выдвигают и поднимают секцию 9 в положение, которое она занимает в составе объемного блока и фиксируется зажимами - фиксаторами О сборочно-сварочного кантователя 3. После этого краном подают секцию 11 поперечной переборки, устанавливают и приваривают к днищевой секции 9 в нижнем положении.
Затем сборочно-сварочный кантователь 3 разворачивают на 90° в положение для установки секции 12 продольной переборки, которую также краном укладывают на подающий рольганг 1 и процесс повторяют. При этом, когда секцию 12 продольной переборки на выдвижных стойках - домкратах 7 к опорных балках 8 подают снизу вверх до положени5Г, которое она занимает
в составе объемного блока корпуса судна, фиксаторы 10 закрепляют секцию в сборочно-сварочном кантователе 3, и секцию 12 продольной переборки прихватывают к секции 9 днища и к секции 11 поперечной переборки . Затем производят приварку продольной переборки 12 к днищу 9 и поперечной переборке 11. Все сборочные и сварочные работы выполняют в нижнем положении. Сборочно-сварочный кантователь 3 разворачивают на 90° в положение для установки секции верхней палубы 13 и процесс повторяют.
При этом сборочные и сварочные работы по секции верхней палубы 13 с продольной переборкой 12 и поперечной переборкой 11 производят в нижнем положении.
Затем сборочно-сварочный кантователь 3 разворачивают на 90° в положение для установки бортовой секции 14 объемного блока корпуса судна и процесс повторяют. При этом сборочные и сварочные работы по бортовой секции 14 с днищевой секцией 9, поперечной переборкой 11 и продольной переборкой 12 производят в нижнем положении. Затем сборочно-сварочный кантователь 3 разворачивают на 90°, сформированный объемный блок корпуса судна
оказывается в нормальном положении, т.е. днищем 9 внизу и верхней палубой 13 вверху, выдвигают стойки - домкраты 7 с опорными балками 8, и собранный и сваренный объемный блок освобождают от фиксаторов 10 и пересаживают на ролики 5
установочного рольганга 2, по которым перемещают на подающий рольганг 1, откуда транспортируют для дальнейщего строительства судна.
, If. 4
I I / / /
4 4 f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления объемного блока корпуса судна | 1979 |
|
SU1224208A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Способ постройки корпуса танкера (его варианты) | 1982 |
|
SU1106727A1 |
| Установка для сборки блока корпуса судна | 1981 |
|
SU925740A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| Способ сборки объемных конструкций борта и днища при формировании блоков корпуса судна | 1983 |
|
SU1105371A1 |
| Способ изготовления цилиндрическойВСТАВКи КОРпуСА СудНА | 1979 |
|
SU821283A1 |
1. Способ изготовления объемного блока корпуса судна, заключающийся в предварительном изготовлении отдельных секций объемного блока и сборке и .сварке блока из этих секций в сборочно-сварочном кантователе, отличающийся , что, с целью облегчения его сборки и сокращения трудоемкости его изготовления, формирование объемного блока производят путем последовательной подачи в сборочуо-св арочный кантователь секций и разворота кантователя на 90° перед подачей в него каждой новой секции. 2. Устройство для осуществления способа по п. 1, содержащее сборочно-сварочный кантователь, оснащенный сварочным оборудованием и захватами для фиксации секций, отличающееся тем, что оно снабжено установочным рольгангом, смонтированным под основанием кантователя и взаимодействующим с ним, причем установочйый рольганг снабжен выдвижными прижимными балками, а захваты кантователя установлены по периметру его рамы.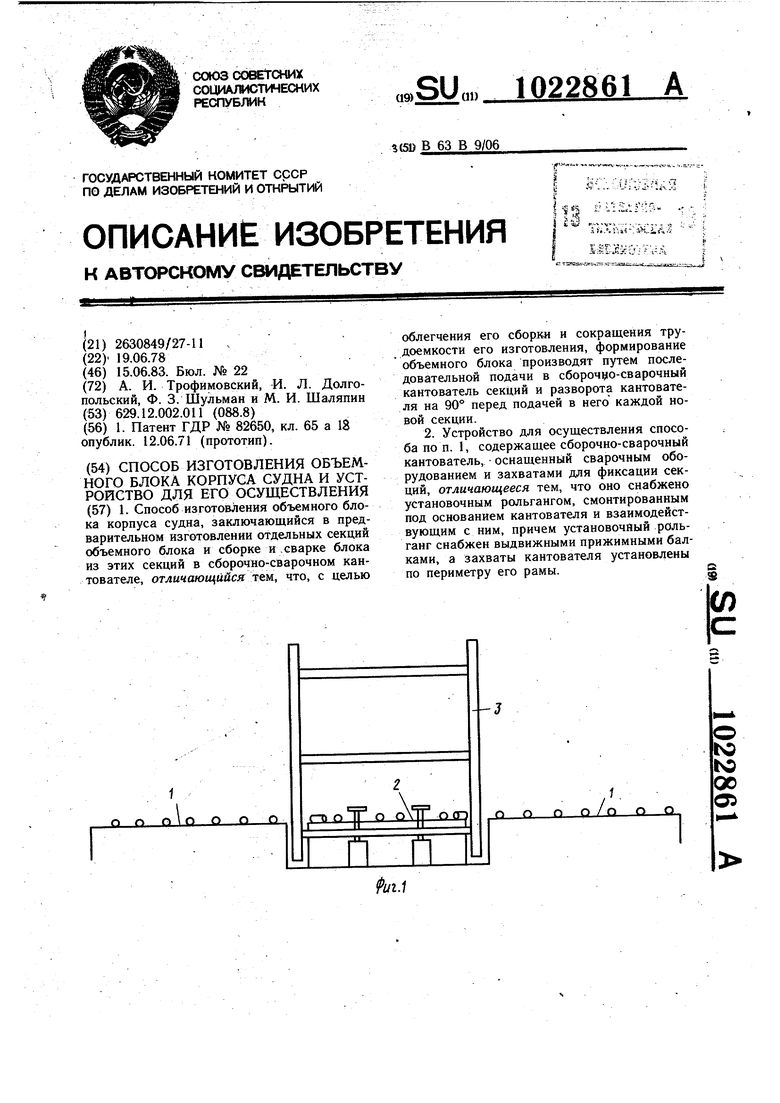
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Упругий подвес для колебательных систем, например, для вибродатчиков | 1949 |
|
SU82650A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
