Предлагаемое уетройство предназначено для нрессоваиия шестигранных заготовок для riapTHn гаек из сплава легких металлов с отверстием под резьбу.
Устройства для прессования шестигранных заготовок для партии гаек без отверстия под резьбу известны. Известен также способ изготовлеи {Г н естнграпмых гаек нз квадратной или круглой заготовки с нрон иг5кой отве)стия под резьбу.
Описываемое устройство отличается от известпых тем, что на нем прессуются шестигранные заготовки для па)тин гаек с отверстием под резьбу, а для соосного отверстия и центрирования пуансона прнменена цеитрнруюн1йя втулка, номеидениая в шестигранное отверстие матрицы и уда.тяемая из нее прессуемым металлом. Применение устройства снижает расход металла на изготовление гаек и повышает производительность штампования.
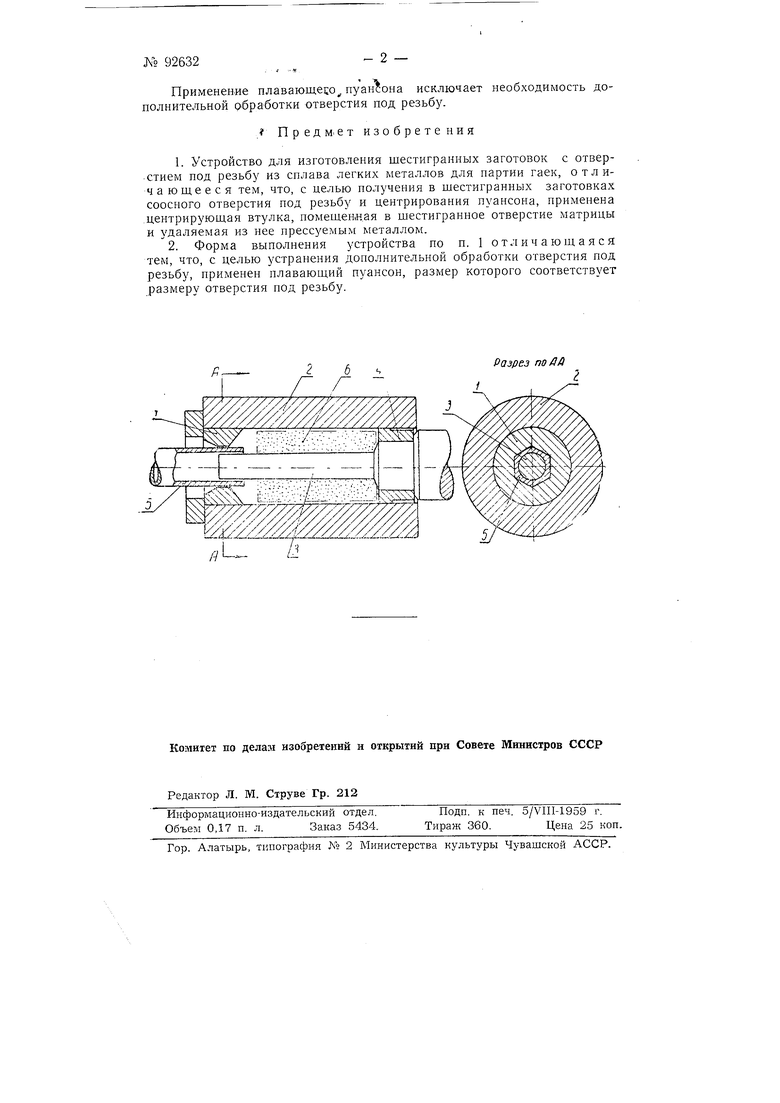
На чертеже показано предлагаемое уст)ойство в разрезе.
Матрица / с шестиграииым отверстием закреплена во втулке 2 устройства. Плавающий пуансон 3 проходит через прессшайбу 4, скольз.пщую 30 втулке 2. Диаметр иуаисона соответствует диаметру отверстия гаек. В отверстие матрицы вставлеиа втулка о.
При прессовании заготовки из слитка 6 легкого металла нуансои 3 входит во втулку 5 такого же сечения, как и заготовка после прессования. Втулка точно центрирует пуансоп по матрице. В процессе обжатия слитка металл выдавливает втулку 5 из отверстия матрицы и, проходя между матрицей и иуансоном, приобретает форму шестигранной заготовки, причем одновременно в заготовке образуется отверстие под резьбу, соосное с шестигранником.
№ 92632
Применение плавающето пуансона исключает необходимость дополнительной Обработки отверстия под резьбу.
7 Предм.ет изобретения
1. Устройство для изготовления шестигранных заготовок с отверстием под резьбу из сплава легких металлов для партии гаек, отличающееся тем, что, с целью получения в шестигранных заготовках соосного отверстия под резьбу и центрирования пуансона, применена .центрирующая втулка, помещенная в шестигранное отверстие матрицы и удаляемая из нее прессуемым металлом.
2. Форма выполнения устройства по п. 1 отличающаяся тем, что, с целью устрапения дополнительной обработки отверстия под резьбу, применен плавающий пуансон, размер которого соответствует размеру отверстия под резьбу.
ft
Разрез по/}и
