Изобретение относится к обработке металлов давлением и может быть использовано при производстве короткомерных труб из труднодеформируемых металлов и сплавов.
Известен способ прессования труб, включающий размещение заготовки в контейнере, прессование трубы выдавливанием на пуансон в кольцевой зазор между пуансоном и контейнером, вырезку донца трубы, продвижение трубы вперед, выталкивание трубы из контейнера (Жолобов В. В., Зверев Г. И., Прессование металлов. - М.: "Металлургия", 1971 г., стр. 27).
Данный способ прессования позволяет получать трубы, диаметр которых равен или несколько меньше диаметра контейнера.
Недостатками данного способа являются большие усилия прессования при прессовании тонкостенных труб, большая разностенность и значительные потери металла за счет увеличения высоты донца.
Данный способ совпадает с заявленным способом прессования короткомерных труб по следующим существенным признакам: размещение заготовки в контейнере, прессование трубы выдавливанием на пуансон в кольцевой зазор между пуансоном и контейнером, вырезку донца.
Известен способ прессования труб, включающий размещение заглушки в матрицедержателе, подачу нагретого слитка в контейнер, распрессовку слитка пресс-штемпелем с пресс-шайбой, прошивку отверстия прошивной иглой с образованием стакана, удаление заглушки из матрицедержателя, отделение дна заготовки иглой через отрезное кольцо и прессование трубы в кольцевой зазор, образованный матрицей и иглой, возврат иглы в исходное положение, выталкивание трубы с пресс-остатком из контейнера, отделение пресс-остатка и выталкивание трубы (там же, стр. 12).
Недостатком данного способа является низкая точность труб из-за несоостности отверстия прошитой заготовки и оси заготовки. Кроме того, данный способ может быть реализован только на прессах с прошивной системой.
Данный способ совпадает с заявленным способом прессования труб по следующим существенным признакам: прессование трубы производится из заготовки с центральным отверстием.
Наиболее близким по технической сущности к предлагаемому изобретению является способ прессования труб, включающий размещение заглушки в матрицедержателе, подачу нагретого слитка в контейнер, распрессовку слитка, прошивку осевого отверстия прошивной иглой с образованием стакана, удаление дна заготовки иглой через отрезное кольцо, установку центрирующего кольца, диаметр отверстия которого соответствует диаметру иглы, с обеспечением скользящей посадки и прессование трубы в зазор между пресс-шайбой и стенкой контейнера, установку отрезного кольца и отделение дна (патент RU 2146177, 2000 г.) - прототип.
Недостатком известного способа при прессовании короткомерных труб из труднодеформируемых сплавов являются большие усилия в конце операций прошивки и прессования трубы при выпрессовке металла из зоны затрудненной деформации из-за захолаживания металла по поверхности контакта торца заготовки с заглушкой, затем с центрирующим кольцом.
Данный способ совпадает с заявленным способом прессования труб по следующим существенным признакам: установкой центрирующего кольца, диаметр отверстия которого соответствует диаметру иглы, с обеспечением скользящей посадки прессования трубы в зазор между пресс-шайбой и стенкой контейнера из нагретой заготовки, имеющей центральное отверстие, установку отрезного кольца и отделение дна.
Задачей, на решение которой направлено заявленное изобретение, является повышение коэффициента использования металла путем снижения разностенности прессованных труб, прессование трубы без образования дна из материала трубы, сокращение концевой обрези труб, получение регламентированных свойств прессуемого материала по всей длине трубы.
Техническим результатом, достигаемым при осуществлении изобретения, является создание условий прессования, обеспечивающих центрирование пресс-иглы по оси прессования, выпрессовку всего объема материала заготовки в трубу, исключение захолаживания торца заготовки, обращенного к матрицедержателю.
Указанный технический результат достигается тем, что в предлагаемом способе прессования короткомерных труб, включающем размещение в матрицедержателе центрирующего кольца, внутренний диаметр которого соответствует диаметру пресс-иглы, с обеспечением скользящей посадки, подачу нагретой заготовки с осевым отверстием в контейнер, прессование трубы в зазор между пресс-шайбой и стенкой контейнера в один или несколько переходов с образованием дна и отделения дна через отрезное кольцо, нагревают технологическую шайбу, имеющую осевое отверстие, до достижения его диаметром размера, соответствующего диаметру пресс-иглы, размещают технологическую шайбу между центрирующим кольцом и заготовкой в контейнере с обеспечением скользящей посадки на пресс-игле и осуществляют прессование трубы осуществляют до образования дна в технологической шайбе.
В отличие от прототипа при прессовании трубы между заготовкой, установленной в контейнере и центрирующим кольцом, установленным в матрицедержателе, размещается технологическая шайба. Шайба изготовляется из материала, имеющего механические свойства, сопоставимые с прессуемым материалом, и, как правило, значительно менее дорогих и более технологичных.
Использование технологической шайбы в процессе прессования позволяет
- исключить захолаживание торца заготовки, обращенного к матрицедержателю, так как между ними размещена нагретая до рабочей температуры технологическая шайба;
- обеспечить оптимальную схему центрирования пресс-иглы по оси прессования, технологическая шайба базируется по наружной поверхности на внутреннюю поверхность контейнера, а внутреннее отверстие шайбы сопрягается с пресс-иглой по скользящей посадке;
- обеспечить выпрессовку всего объема материала заготовки в трубу, дно трубы формируется в материале технологической заглушки.
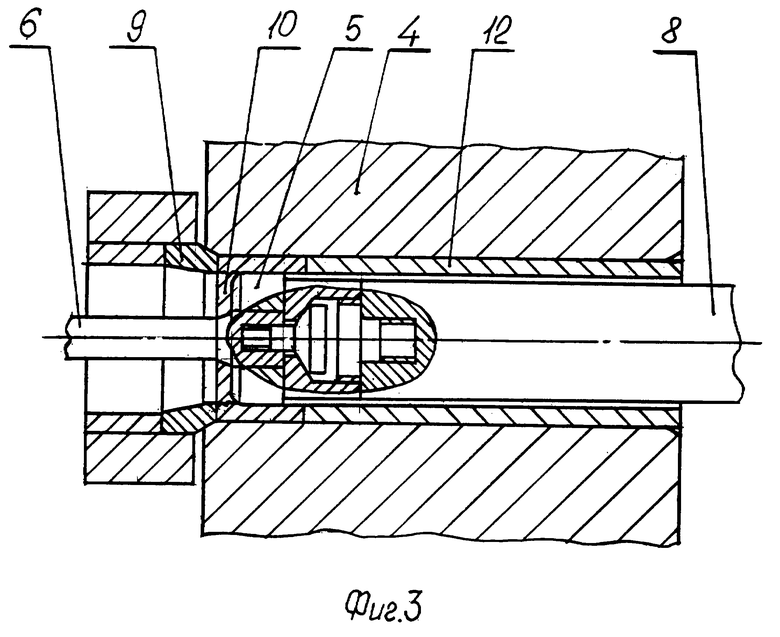
При прессовании трубы перед прессованием пресс-иглу соединяют с пресс-штемпелем подвижно в радиальном направлении, а пресс-шайба свободно в осевом направлении размещается на игле.
Отсутствие жесткой связи между пресс-иглой и пресс-штемпелем позволяет компенсировать изгибающие усилия при прессовании на пресс-игле из-за несоосности ее оси, которая совпадает с осью контейнера, и оси пресс-штемпеля.
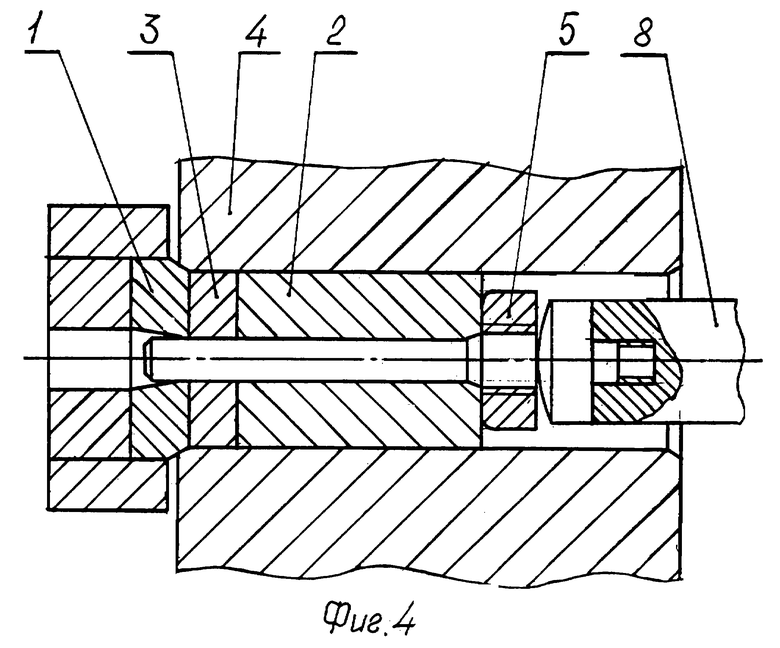
При прессовании трубы пресс-иглу соединяют с пресс-шайбой.
Это позволяет использовать заготовку высотой, соизмеримой с длиной контейнера, за исключением высоты технологической шайбы. При этом пресс-игла соединяется с пресс-шайбой неподвижно, размещается в осевом отверстии заготовки, подается на ось прессования и затем в контейнер вместе с заготовкой, а пресс-штемпель контактирует с пресс-иглой по опорной поверхности с обеспечением радиальной подвижности пресс-иглы относительно пресс-штемпеля.
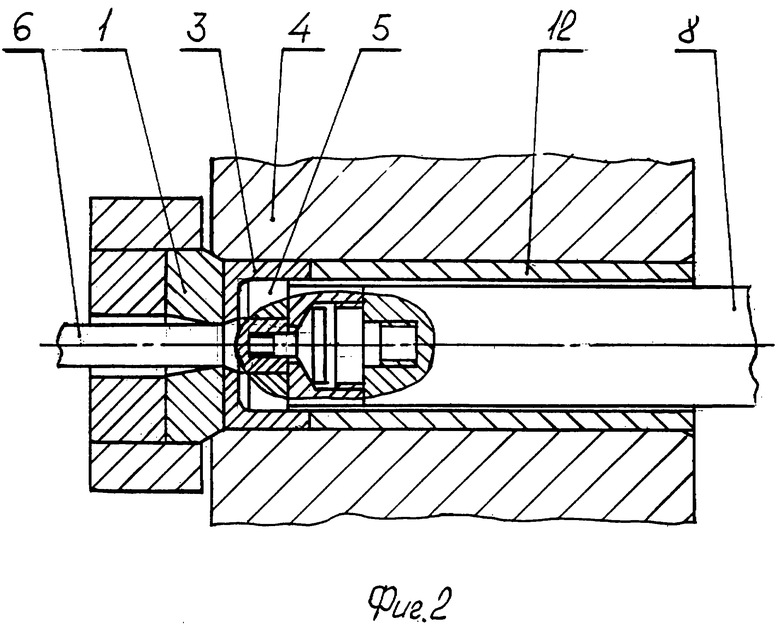
Изобретение поясняется чертежами, где на фиг.1 показана схема процесса прессования, на фиг. 2 - отделение дна стакана, на фиг.3 - схема процесса прессования, когда пресс-игла перед прессованием соединяется с пресс-штемпелем подвижно в радиальном направлении, на фиг.4 - схема процесса прессования, когда пресс-игла соединена с пресс-шайбой.
Способ прессования труб реализуется следующим образом. В матрицедержателе устанавливают центрирующее кольцо 1, нагретые до рабочей температуры слиток 2 с осевым отверстием и технологическую шайбу 3 размещают в контейнер 4. Пресс-игла сопрягается с центрирующим кольцом и технологической шайбой, находящейся в нагретом состоянии по скользящей посадке. Пресс-шайба устанавливается на пресс-игле 6, которая сопрягается с пресс-штемпелем 8 по свободной посадке, далее производят прессование трубы на пресс-шайбу 5 в зазор между контейнером и пресс-шайбой. Затем удаляют центрирующее кольцо 1, устанавливают отрезное кольцо 9 и отделяют кольцевое дно 10. После чего производят извлечение пресс-иглы 5, пресс-шайбы 6 и выпрессовку трубы 12. Количество переходов прессования определяется технологически, при этом заменяются центрирующее кольцо 1, пресс-игла 6 и пресс-шайба 5. При прессовании длинномерных заготовок пресс-шайба 5 и пресс-игла 6 жестко соединены между собой.
Промышленная применяемость заявленного способа для прессования короткомерных труб подтверждается следующим примером конкретного выполнения.
Горизонтальный пресс усилием 3150 тс не имеет прошивной системы и предназначен для прессования труб из заготовки с центральным отверстием. В соответствии с предлагаемым способом в матрицедержателе устанавливается центрирующее кольцо, а в контейнер помещается технологическая шайба из стали Ст3, имеющая в нагретом состоянии размеры ⊘279х⊘62х90 мм, и заготовка из сплава титана ВТ6, имеющая в нагретом состоянии размеры ⊘279х⊘62х200 мм. Затем ходом пресс-штемпеля подают пресс-иглу, пресс-шайбу, пресс-игла передним концом центрируется в центрирующем кольце, далее осуществляют прессование трубы в зазор между пресс-шайбой и контейнером. Прессование выполняется за один переход. Донце отделяется отрезным кольцом. После чего извлекается прессовый инструмент и выталкивается готовое изделие. Труба после охлаждения имеет размеры ⊘277х⊘217х517 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2007 |
|
RU2350420C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191654C1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ ЗАГОТОВОК | 2001 |
|
RU2209704C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕПРЕССОВАННЫХ ТРУБ | 2004 |
|
RU2262403C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 2000 |
|
RU2184633C2 |
| СОСТАВНАЯ ПРЕСС-ШАЙБА | 2003 |
|
RU2238812C1 |
Использование: изобретение относится к обработке металлов давлением, в частности к производству короткомерных труб и труднодеформируемых металлов и сплавов. Сущность: способ прессования короткомерных труб включает размещение в матрицедержателе центрирующего кольца, внутренний диаметр которого соответствует диаметру пресс-иглы с обеспечением скользящей посадки, подачу нагретой заготовки с осевым отверстием в контейнер, прессование трубы в зазор между пресс-шайбой и стенкой контейнера в один или несколько переходов с образованием дна и отделения дна через отрезное кольцо, при этом нагревают технологическую шайбу с осевым отверстием, размещают технологическую шайбу между центрирующим кольцом и заготовкой в контейнере, причем осевое отверстие в нагретом состоянии соответствует диаметру пресс-иглы, с обеспечением скользящей посадки и осуществляют прессование трубы до образования дна в технологической шайбе. Кроме того, иглу перед прессованием соединяют с пресс-штемпелем подвижно в радиальном направлении, а пресс-шайба свободно в осевом направлении размещается на игле. Изобретение обеспечивает повышение коэффициента использования металла путем снижения разностенности прессованных труб, прессование трубы без образования дна из материала трубы, сокращение концевой обрези труб, получение регламентированных свойств прессуемого материала по всей длине трубы. 2 з.п. ф-лы, 4 ил.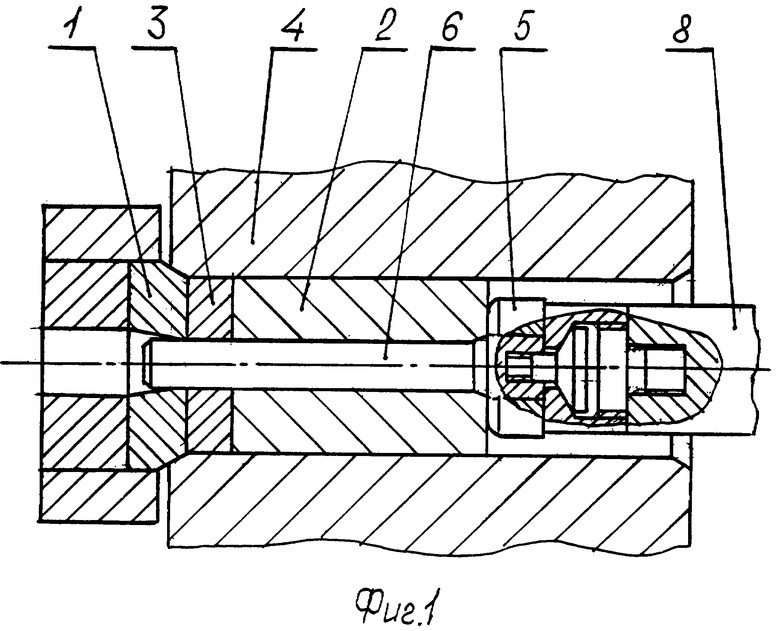
| RU 21416177 С1, 10.03.2000 | |||
| US 4292831, 06.10.1981 | |||
| US 4031732, 28.06.1977 | |||
| ЖОЛОБОВ В.В | |||
| и др | |||
| Прессование металлов | |||
| - М.: Металлургия, 1971, с.27. |

