1
Изобретение относится к нагреву металла в промышленных пе.чах перед прокаткой и другими видами термической и механической обработками его.
Известен пе.чной конвейер, образованный двумя параллельными цепными линиями, звенья которых состоят из металлических оправок со вставленными внутрь керамическими цилиндрами, служащими опорами для заготовок нагреваемого металла. Звенья соединены так, что возможно их относительное горизонтальное и вертикальное смещение. Нагреваемая заготовка устанавливается на керамические цилинд55Ы поперек обеих цепных линий и транспортируется через печь. Вблизи выхода из.печи цепные линии расходятся в стороны, заготовка лишается опори сползает по наклонной плоскости на транспортер для доставки к месту последующей обработки. В зоне высокой температуры печи оправка звеньев цепи перемещается внутри специально
охлаждаемых водой каналов по роликам, укрепленным на дне каналов 11. , Однако этот конвейер приспособлен исключительно для нагрева легковесных заготовок металла, так как керамические цилиндрики не могут быть надежными при загрузке на них массивных заготовок. Около окна выдачи ме.талла из печи кервмические опоры уходят из-под нагреваемого металла в стороны. Такие операции не могут быть выполнены при нагреве массивных заготовок. Причем цепные линии койвейера меняют свое направление перед выходом из печи как в вертикальном,
IS так и в горизонтальном направлениях, что не позволит создавать необходимые тянущие усилия для продвижения цепей, которые потребовались бы при нагреве массивных заготовок.
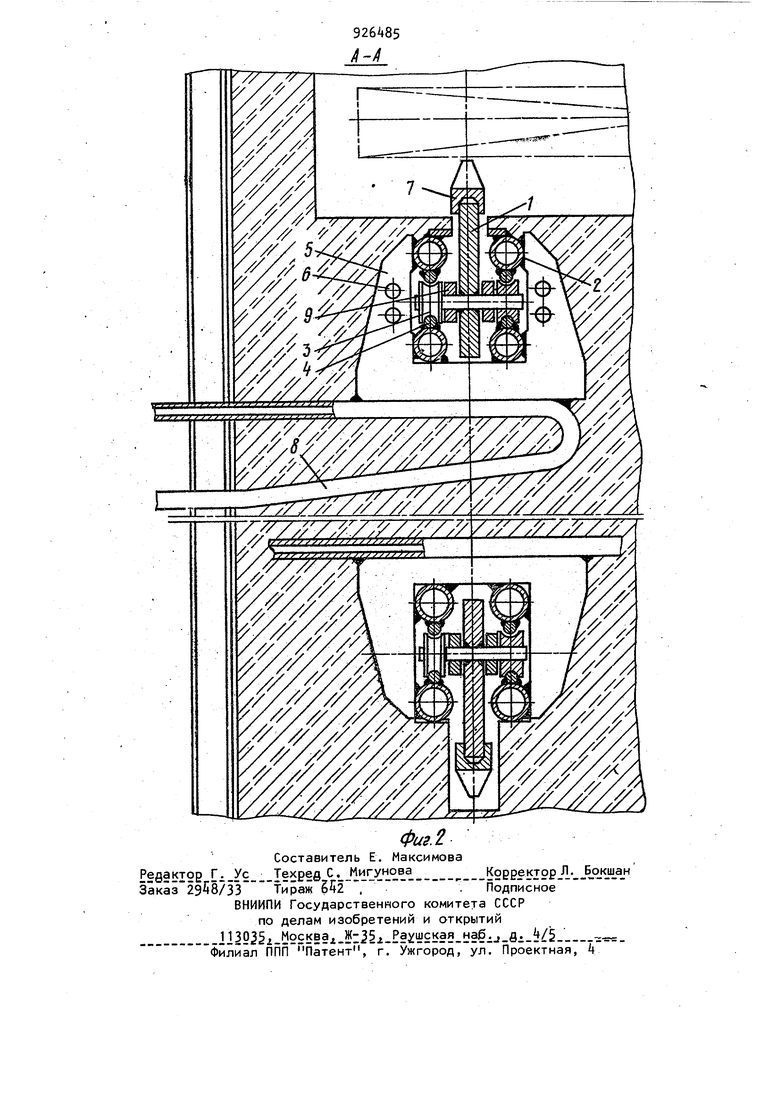
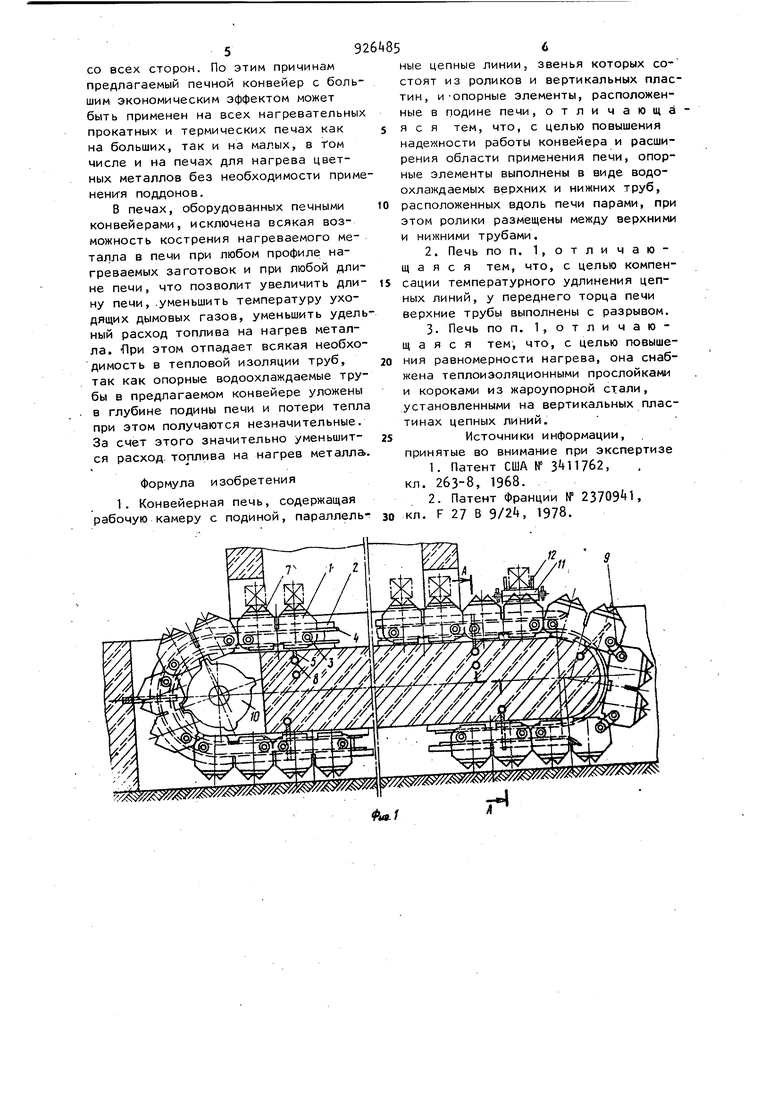
Наиболее близкой к изобретению по технической сущности и достигаемому результату является конвейерная печь, содержащая рабочую камеру с ПОДИНОЙ, параллельные цепные линии, звенья которых состоят из роликов, вертикальных пластин и тележек для нагреваемых изделий, и опорные элементы, расположенные в подине печи Однако данная конструкция может использоваться лишь для низкотемпературного нагрева мелких легковесных деталей. Цель изобретения - повышение нэ дежносТи работы конвейера и расширение области применения печи. Поставленная цель достигается тем что в конвейерной печи, содержащей рабочую камеру с подиной, параллельные цепные линии, звенья которых состоят из роликов и вертикальных плас тин, и опорные элементы, расположен-ные в подине печи, эти опорные элеме ты выполнены в виде водоохлаждаемых верхних и нижних труб, расположенных вдоль печи парами, при этом ролики размещены между верхними и нижними трубами, Кроме того, с целью компенсации температурного удлинения цепных линий, у переднего торца печи верхние трубы выполнены с разрывом, а с цель повышения равномерности нагрева изде лий, печь снабжена теплоизоляционным прослойками и коронками из жароупорной стали, установленными на вертикальных пластинах цепных линий. На фиг. 1 изображена конвейерная печь, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Печь состоит из подвижных опор 1, неподвижных опорных водоохлаждаемых труб 2, роликов 3 подвижных опор, направляющих полозков , фиксирующих крепежных скоб 5, труб дополнительного охлаждения 6, жароупорных коронок 7, крепежных труб 8, соединитель ных пластин 9, ведущих зубчатых звез дочек, 10. Продвигаемые вместе с нагреваемым металлом подвижные опоры 1 выполнены в виде вертикально расположенных пла тин, на верхнем крае которых одеты коронки 7 из жароупорной стали с про слойкой тепловой изоляции, на нижнем крае пластины снабжены роликами 3, посредством которых они установлены подвижно на водоохлаждаемые опорные трубы 2 при помощи направляющих полозков 4. Для однорядной печи подвиж ные опоры 1 соединены пластинами 9 в две бесконечные цепи, которые уста новлены на неподвижные опорные трубы 2, выполненные в продольном направлении печи в виде двух плоско-овальных контуров, верхние ветви которых уложены в продольных каналах в глубине подины печи под нагреваемым металлом, нижние ветви - под печью. В поперечном разрезе каждая ветвь плоскоовальных контуров состоит из четырех водоохлаждаемых опорных труб 2, расположенных в вершинах прямоугольника, а между верхними и нижними опорными трубами 2 через посредство направляющих полозков 4 установлены подвижно ролики 3, с помощью которых подвижные опоры 1 установлены на неподвижные опорные трубы 2. Конвейерные цепи из подвижных опор 1 приводятся в движение зубчатыми звездочками 1 О, установленными на валу привода. С целью компенсации температурных удлинений бесконечных цепей из подвижных опор 1, наружные трубы контуров опорных труб 2 в торце печи, с посада металла, разорваны ак, что подвижные опоры 1 могут отходить от внутренних опорных труб 2, компенсируя температурное удлинение цепей подвижных опор 1. Нагреваемый металл на конвейер подается рольгангом 11, который может совершать .небольшие движения в вертикальном направлении. Крепежные трубы 8 фиксируют в нужном положении опорные трубы 2 с помощью крепежных скоб 5Нагреваемый металл на конвейер подают при помощи рольганга 11. Когда заготовка нагреваемого металла по рольгангу 11 придет на свое место, а подвижная опора встанет под заготовкой нагреваемого металла, как это показано на фиг. 2, рольганг 11 опускается немного вниз и заготовка окажется перегруженной на верхнюю часть подвижной опоры 1. Эти операции производятся перед выдачей очередной заготовки нагретого металла из печи. После этого конвейер пускают на выдачу заготовки из печи путем пуска электродвигателя на валу привода к тянущим звездочкам 10. На сооружение печного конвейера на печи и на его эксплуатацию потребуется затрат средств во много раз меньше,- чем на сооружение и эксплуатацию механизированных подин, а скорость нагрева металла в обоих случаях получается одинаково высокой, так как и на предлагаемом конвейере нагреваемые заготовки обогреваются 59 со всех сторон. По этим причинам предлагаемый печной конвейер с большим экономическим эффектом может быть применен на всех нагревательных прокатных и термических печах как на больших, так и на малых, в том числе и на печах для нагрева цветных металлов без необходимости приме нения поддонов. В печах, оборудованных печными конвейерами, исключена всякая возможность кострения нагреваемого металла в печи при любом профиле нагреваемых заготовок и при любой длине печи, что позволит увеличить дли- is
ну печи,.уменьшить температуру уходящих дымовых газов, уменьшить удельный расход топлива на нагрев металла. Лри этом отпадает всякая необходимость в тепловой изоляции труб, так как опорные водоохлаждаемые трубы в предлагаемом конвейере уложены в глубине подины печи и потери тепла при этом получаются незначительные. За счет этого значительно уменьшится расход, топлива на нагрев металла.
Формула изобретения 1. Конвейерная печь, содержащая рабочую камеру с подиной, параллель- зо кл.
ных линии, у переднего торца печи верхние трубы выполнены с разрывом. 3. Печь по п. 1,отличающая с я тем, что, с целью повышения равномерности нагрева, она снабжена теплоизоляционными прослойками и короками из жароупорной стали, установленными на вертикальных пластинах цепных линий.
Источники информации,
принятые во внимание при экспертизе
1.Патент США № , кл. 263-8, 1968.
2.Патент Франции № 23709 1, ные цепные линии, звенья которых состоят из роликов и вертикальных пластин, иОпорные элементы, расположенные в подине печи, отли чающа я с я тем, что, с целью повышения надежности работы конвейера и расширения области применения печи, опорные элементы выполнены в виде водоохлаждаемых верхних и нижних труб, расположенных вдоль печи парами, при этом ролики размещены между верхними и нижними трубами. 2. Печь по п. 1, о т л и ч а ю щ а я с я тем, что, с цепью компенсации температурного удлинения цепF 27 В 9/2, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Туннельная печь для термической обработки изделий | 1990 |
|
SU1765655A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| Устройство для индукционного нагрева цилиндрических заготовок | 1983 |
|
SU1101331A1 |
| Промышленная нагревательная печь | 1979 |
|
SU872924A1 |
| Методическая печь для нагрева заготовок | 1986 |
|
SU1397683A1 |
| ПЕЧЬ ДЛЯ СКОРОСТНОГО НАГРЕВА ЗАГОТОВОК | 1970 |
|
SU283515A1 |
| ЧЕЛНОЧНАЯ ПЕЧЬ | 2012 |
|
RU2502029C1 |
| Машина для непрерывной разливки стали | 1937 |
|
SU55188A1 |
| Способ размещения заготовок вНАгРЕВАТЕльНОй пЕчи | 1978 |
|
SU846968A1 |