Изобретение относится к промышленности строительных материалов и может быть использовано при производстве пеностекольных и керамических пористых плит и изделий способом скоростного послойного, однорядного обжига со вспучиванием порошкообразных масс из вулканических и других стекол и свежеотформованных заготовок толщиной 20-30 мм из вспучивающихся глин.
Существуют послойные, однорядные скоростные способы обжига (вспучивания) пеностекольных (патент №2198363, авт. свид. №1231036) и керамических плит (патент №2198363). Для изготовления пеностекольных плит применяется скоростной обжиг порошкообразной сырьевой массы из аморфно-кремнеземистых пород (перлитов, литоидной пемзы, туфов, диатомитов и т.д.) в проходной щелевой печи (Авт. свид. №1231036 Бюл. №18. 15.05.1986 г., Патент №2198362 Бюл.№4. 10.02.2003 г.), в которой транспортная система выполнена в виде поезда металлических поддонов, соединенных между собой замками, выполненных из поперечных труб, сваренных между собой монтажными пластинами, и покрытыми металлическими листами. На каждом поддоне смонтированы несъемные торцевые и съемные ограничители. Последние выполнены в виде отсеченного треугольного короба, состоящего из пластин: боковых прямоугольных и нижней трапецеидальной. Над печью смонтированы бункера с питателями, из которых при периодическом движении транспортной системы через щели, выполненные на своде печи, одновременно на поверхность поддонов засыпают слои (монослои) сырьевой шихты толщиной 20-40 мм. Количество слоев определяет толщину получаемых плит. В конце печи из поддонов плиты переносят в холодильник.
Недостатками данной конструкции печи являются:
1. В щелевой проходной печи порошкообразная масса подается на поверхность поддонов из бункеров через поперечные щели с высоты ~0,9 м. На своде печи (в том числе в щелях) температура достигает 1050-1100°С, поэтому не исключается постепенное прилипание порошкообразной массы на стенах щелей. Отсутствует контроль за равномерностью подачи слоев материала на поддоны, что определяет качество полученных плит.
2. Транспортная система, состоящая из отдельных поддонов, через продольные трубы рамы скользит по трубчатым неподвижным опорам и тем самым подвергается постепенному истиранию, что приводит к сокращению срока их эксплуатации.
3. Поддоны в конце каждого цикла обжига передаточной тележкой с подъемным механизмом отрывают из поезда и по обгонному пути возвращают в начало печи, что резко осложняет технологический процесс. При этом поддоны охлаждаются с 1000 до ~400°С и затем в печи обратно нагреваются до 1000°С, тем самым подвергаясь многократным теплосменам. Это приводит к перерасходу топлива на обжиг и скорейшим термическим деформациям поддонов.
4. Съемные и несъемные ограничители осложняют конструкцию поддонов, увеличивают расход жароупорной стали и занимают определенную часть полезной площади транспортной системы и тем самым снижают производительность печи на 10-12%.
Для изготовления керамических пористых плит из вспучивающихся легкоплавких глин свежеотформованные заготовки (толщиной 25-30 мм) подвергают скоростному обжигу на металлических решетчатых поддонах (Патент №2198363 Бюл. №4. 10.02.2003 г.). Поддоны, выполненные из труб, соединены в непрерывный ряд в виде поезда с помощью замков и U-образных скобов. Опорные элементы, по которым скользят поддоны, выполнены охлаждаемыми трубами, смонтированными в кладке печи. Основные недостатки данной печи аналогичны с недостатками, изложенными в пп.2, 3.
Камерные печи, широко распространенные в металлургии, предназначены для нагрева крупных стальных слитков перед прокаткой. Они характеризуются равномерным нагревом изделий по объему. Печь имеет футерованную крышку, которую перемещают краном. Слитки клещевым краном устанавливают на под и нагревают, затем этим же краном снимают (А.А. Щукин - Промышленные печи и газовое хозяйство заводов, Энергия, М., 1973, стр.18-19). Эти печи не могут быть применены для изготовления пористых плит, так как не решаются вопросы подачи сырьевого материала в печь и съема плит при требуемой ее производительности.
Цель изобретения заключается в усовершенствовании и упрощении транспортной системы челночной печи, обеспечивающей ее надежность и долговечность при реализации в промышленности производства эффективных пеностекольных и керамических пористых плит и изделий, экономии топлива, повышении производительности и качества изделий, снижении себестоимости.
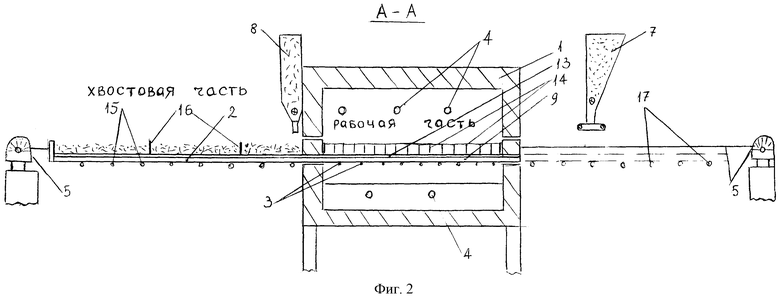
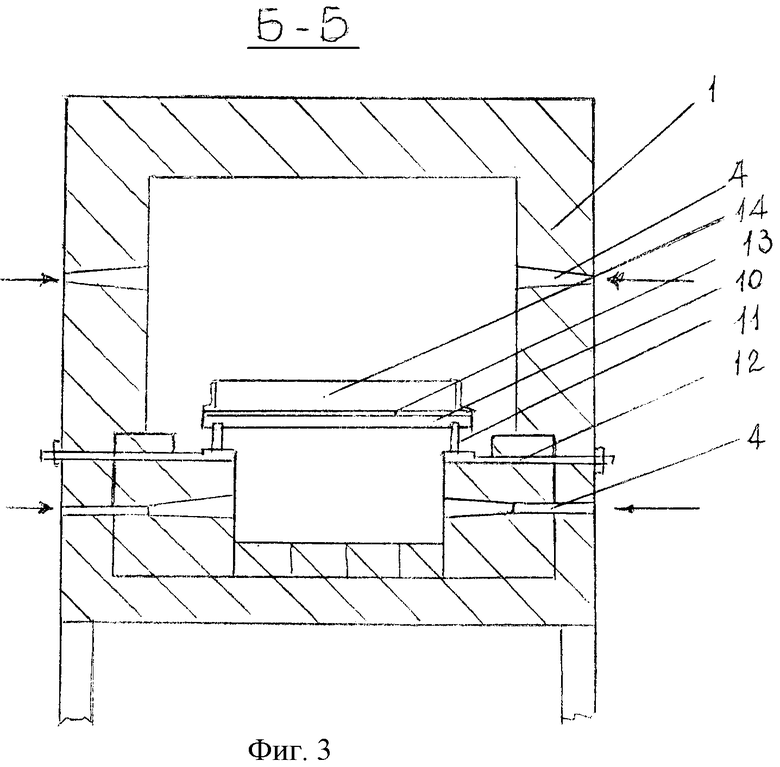
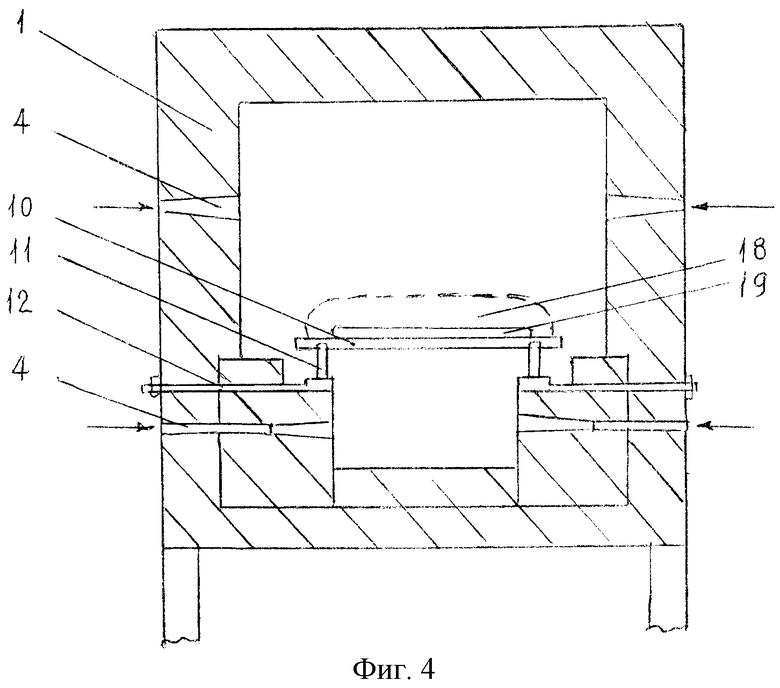
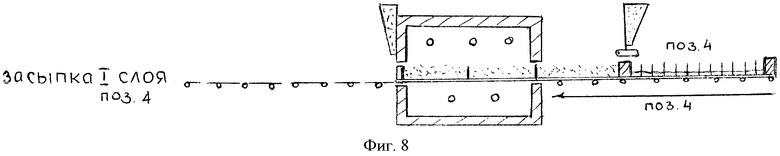
На фиг.1 изображена челночная печь в плане, на фиг.2 - продольный разрез, на фиг.3, 4 - поперечные разрезы, на фиг.5-9 - кинематическая схема работы печи.
Челночная печь для скоростного послойного обжига пеностекольных плит состоит (фиг.1, 2, 3) из футерованного корпуса 1, транспортной системы 2, опор 3, системы отопления 4, вытаскивателей 5, выталкивателя 6, бункеров 7 и 8. Цельная транспортная система (подина), включающая рабочую и хвостовую части, состоит из рамы 9, выполненной из труб 10, смонтированных поперечно к оси печи и сваренных между собой с двух сторон пластинами 11, с помощью которых подина 2, опираясь, скользит по неподвижным опорам 12, осуществляя возвратно-поступательное движение. Опоры 12, выполненные из круглой стали переменного профиля (фиг.3), смонтированы в кладке печи перпендикулярно к оси печи и укреплены на корпусе печи. На раме смонтировано дно 13 из листовой стали или чугуна (толщиной 5 мм), на котором поперечно к оси подины укреплены ограничители 14, выполненные из металлических пластин (толщиной 20 мм) трапецеидальной формы, сужающихся на нет в продольном направлении. Длина хвостовой части подины, превосходящая в 1,5 раза длину рабочей части (фиг.1, 2), опирается на рольганг (без привода) 15 и разделена на три равные части с помощью трех пластин 16. При возвратно-поступательном движении рабочая часть подины вне печи скользит по рольгангу (без привода) 17, вспученные плиты из рабочей части подины удаляют выталкивателем 6, а движение подины осуществляют с двумя канатными или другими вытаскивателями 5 согласно кинематической схеме работы челночной печи (фиг.5-9).
При производстве керамических пористых плит 18 способом однорядного обжига глиняных заготовок 19 (фиг.4) из рабочей части подины исключаются дно 13 и ограничители 14, а расстояние между осями труб рамы 10 принимается около 100 мм.
Печь работает следующим образом (фиг.5-9). Печь разогревают до рабочей температуры (1050°С) и рабочую часть подины правым вытаскивателем 5 перемещают вправо, чтобы ее левый конец находился под бункером 7. Затем левым вытаскивателем подина перемещается влево и одновременно на поверхность рабочей части из бункера 7 подают первый слой сырьевой шихты толщиной 20-40 мм (поз.4), и затем в изотермическом режиме в печи при 900-950°С в течение 7-8 минут ее вспучивают. По вышеописанной схеме на вспученный первый слой подают второй слой и в печи вспучивают в течение 7-8 минут и получают пористые плиты толщиной около 100 мм (поз.6, 7). Обжиг осуществляют по двухярусной системе: ниже рабочей части подины - 800-850°С, выше подины, т.е. на поверхности слоя материала 900-1000°С. Общая продолжительность 1 цикла составляет около 20 минут. При перемещении подины налево из бункера 8 на ее хвостовую часть подают слой исходной породы (например, перлита) толщиной 50-60 мм фракции до 10 мм. При циклично-поступательном движении подины ее хвостовая часть с породой оказывается под факелом и после трех циклов обжига (в течение 1 часа) происходит сушка породы от 6-7 до 1%, что соответствует требованиям помола пород в шаровой мельнице. Согласно кинематической схеме (фиг.6, 7) из рабочей поверхности подины вспученные плиты выталкивателем 6 (поз.1, 2) подают на продольный приводной рольганг (на фигурах не показаны) и перемещают холодильник. Одновременно в печи вспучивают и отправляют в холодильник 14 плит. Затем цикл повторяется.
Производительность челночной печи длиной рабочей части подины 5,7 м, шириной канала 1,1 м и продолжительности цикла 20 минут составляет 8000 м3/год. Размеры плит - 600×400×100 мм. При установке в печи двух параллельных транспортных систем (подин) производительность увеличится в два раза.
Замена щелевой проходной печи с транспортной системой из отдельных поддонов на челночную печь с цельной транспортной системой (подиной) обеспечивает производство пеностекольных и керамических пористых плит способом скоростного послойного и однорядного обжига.
Это достигается тем что:
1. Упрощается конструкция печи: вместо нескольких щелей и бункеров с питателями, смонтированных на своде печи для засыпки слоев порошкообразной массы, устанавливается один бункер вне печи, что позволяет контролировать качество подаваемых на поверхность подины слоев порошковых массы и, соответственно, полученных пористых плит.
2. Упрощается конструкция транспортной системы: замена поезда поддонов на цельную подину исключает замки и несъемные (торцевые) ограничители, что одновременно увеличивает полезную площадь рабочей части подины на 10-12% и соответственно производительность печи.
3. Исключается необходимость переноса поддонов с конца к началу печи передаточной тележкой с подъемным механизмом по обгонному пути. Это упрощает технологический процесс и снижает капитальные затраты на строительство завода. Одновременно, если поддоны в период каждого цикла охлаждаются с 1000 до 400°С, т.е. на 600°С, то цельная подина охлаждается с 1000 до 850°С, что почти исключает термическую деформацию транспортной системы и сокращает расход тепла на обжиг.
4. Применение пластин на раме одновременно в качестве монтажного и опирающего элемента на неподвижные опоры из круглой стали переменного профиля продлевает срок службы рабочей части подины (трубы рамы не подвергаются износу).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ДЛЯ ОБЖИГА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2000 |
|
RU2198363C2 |
| Тепловой агрегат для скоростного обжига пористых заполнителей в неподвижном монослое | 2017 |
|
RU2661293C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2019 |
|
RU2729793C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2014 |
|
RU2582327C1 |
| ПЕЧЬ | 2000 |
|
RU2198362C2 |
| Кольцевая печь | 1990 |
|
SU1796854A1 |
| СУШИЛЬНЫЙ АГРЕГАТ ДЛЯ КОНТАКТНОЙ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 2012 |
|
RU2540196C2 |
| СУШИЛЬНЫЙ АГРЕГАТ ДЛЯ КОНТАКТНОЙ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 2017 |
|
RU2662578C1 |
| Кольцевая печь | 1990 |
|
SU1838739A3 |
| Способ изготовления пористых керамических изделий | 1984 |
|
SU1231036A1 |




Изобретение относится к челночной печи для производства пеностекольных и керамических пористых плит и изделий способом скоростного послойного, однорядного обжига со вспучиванием порошкообразных масс из вулканических и других стекол и заготовок из вспучивающихся глин. Печь содержит футерованный корпус, двуярусную систему отопления, транспортную систему, бункера, вытаскиватели, выталкиватель, опоры, рольганги без привода. Транспортная система выполнена в виде цельной подины, состоящей из рамы, выполненной из труб, установленных поперечно к оси печи, сваренных между собой с двух сторон пластинами, опирающимися на неподвижные опоры, смонтированными в кладке печи параллельно к осям труб рамы и выполненными из круглой стали переменного профиля, на раме смонтировано дно из листовой стали, на поверхности которого перпендикулярно к оси печи укреплены съемные ограничители из металлических пластин трапецеидальной формы, сужающихся на нет в продольном направлении. Хвостовая часть транспортной системы, превосходящая в 1,5 раза длину рабочей части, разделена на три равные части тремя пластинами, укрепленными на раме, и используется для сушки исходной породы и в качестве затворов печи при возвратно-поступательном движении транспортной системы посредством двух канатных вытаскивателей. Обеспечивается упрощение транспортной системы низкоканальной челночной печи, повышение надежности и долговечности экономии топлива, повышение производительности и качества изделий, снижение себестоимости. 1 з.п. ф-лы, 9 ил.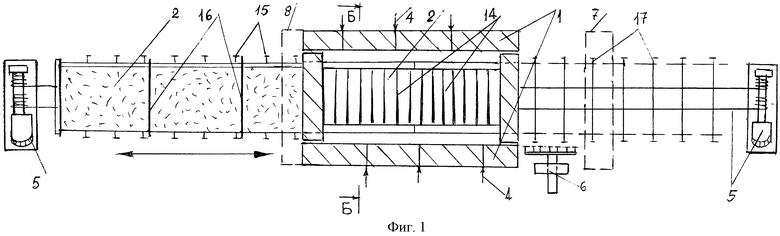
1. Челночная печь для обжига со вспучиванием пеностекольных плит способом скоростного послойного обжига порошкообразных масс из вулканических и других стекол, содержащая футерованный корпус, двухярусную систему отопления, бункера, выталкиватель, опоры, транспортную систему, отличающаяся тем, что транспортная система выполнена в виде цельной подины, состоящей из рабочей и хвостовой частей рамы, выполненной из труб, установленных поперечно к оси печи, сваренных между собой с двух сторон пластинами, опирающимися на неподвижные опоры из круглой стали переменного профиля и смонтированными перпендикулярно к оси печи, при этом на раме смонтировано дно из листовой стали толщиной 5 мм, на поверхности которого перпендикулярно к оси печи укреплены ограничители из металлических пластин трапецеидальной формы, сужающихся в продольном направлении, а хвостовая часть подины транспортной системы, превосходящая в 1,5 раза длину рабочей части, разделена на три равные части тремя поперечными пластинами, укрепленными на раме, с возможностью использования ее для сушки исходной породы и в качестве затворов печи, при этом для обеспечения возвратно-поступательного движения подины печь снабжена двумя канатными вытаскивателями.
2. Челночная печь по п.1, отличающаяся тем, что для скоростного однорядного обжига-вспучивания заготовок из вспучивающихся глин транспортная система выполнена с возможностью удаления дна и ограничителей из рабочей части, а расстояние между осями труб рамы составляет не более 100 мм.
| ПЕЧЬ | 2000 |
|
RU2198362C2 |
| ПЕЧЬ ДЛЯ ОБЖИГА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2000 |
|
RU2198363C2 |
| ДВИЖИТЕЛЬ СЕЛЬСКОХОЗЯЙСТВЕННОГО АГРЕГАТА | 2006 |
|
RU2319616C1 |
| Мотофреза | 1988 |
|
SU1607704A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ОБЪЕКТА | 1994 |
|
RU2081430C1 |

