Изобретение относится к оборудованию для окраски изделий и может быть использовано в условиях мелкосерийного и индивидуального производства.
Целью изобретения является повышение производительности за счет обеспечения одновременной поточной окраски изделий с различным технологическим процессом окраски и уменьшения маневровых ходов тележки.
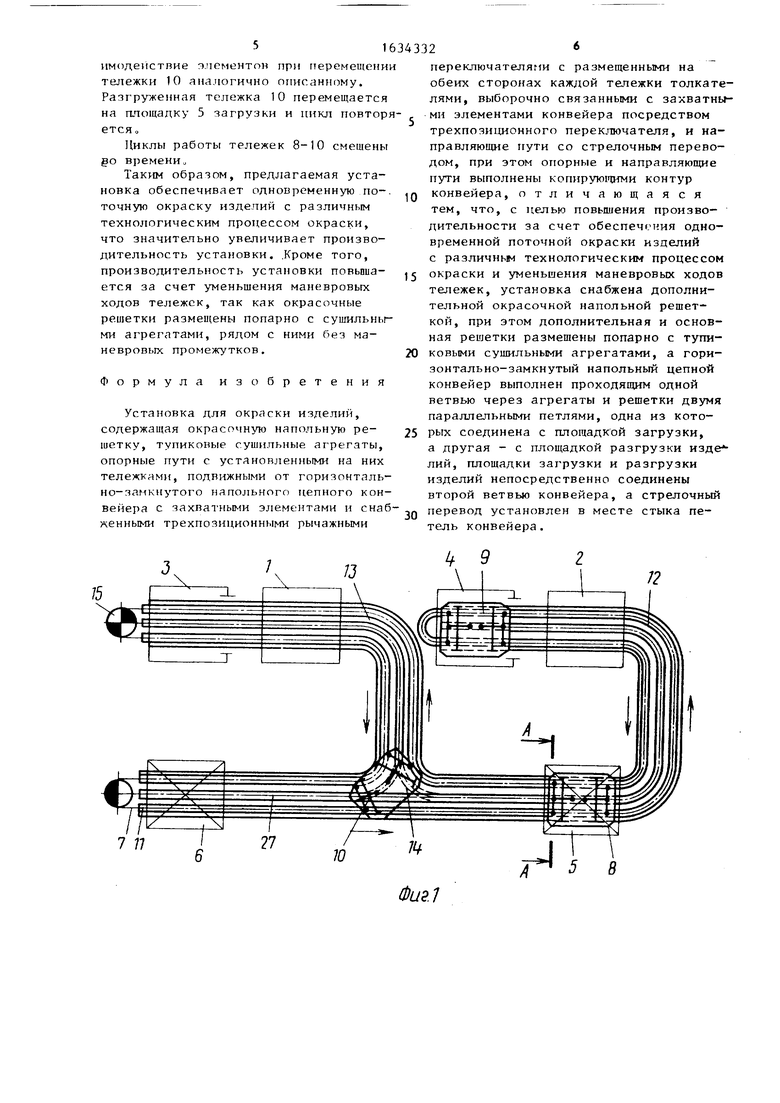
На фиг. 1 схематично изображена предлагаемая установка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Установка содержит окрасочные напольные решетки 1 и 2, тупиковые
сушильные агрегаты 3 и 4, а также площадку 5 загрузки и площадку 6 разгрузки, связанные между собой напольным цепным горизонтально-замкнутым конвейером 7 с тележками 8-10. Окрасочные решетки 1 и 2 установлены попарно с тупиковыми сушильными агрегатами 3 и 4 рядом с ними без маневровых промежутков. Конвейер 7 выполнен лроходящим в направляющих 11 одной ветвью через агрегаты и решетки двумя параллельными петлями 12 и 13, стороны которых движутся в различных направлениях. Петля 12 соединена с площадкой 5 загрузки, а петля 13 - с площадкой 6 разгрузки. Площадки 5 и 6 непосредственно соединены второй ветвью конвейера. В месте стыка
««
О5 СО Јъ
со со ю
петель 12 и 13 конвейера установлен . стрелочный перевод 14.
Привод цепи конвейера 7 осуществляется от звездочки 15. На цепи конвейера 7 закреплены захватные элементы - кулачки 16. Каждая из тележек 8-10 имеет с каждой стороны управляемый трехпозиционный рычажной переключатель 17 И ДВе ПОВОРОТНЫХ В ГОрИ- зонтальной плоскости плиты 18. На верхнем плече 19 переключателя 17 расположена рукоятка с подпружиненным фиксатором 20, а два других плеча 21 через оси 22 шарнирно соединены с тол кателями 23, закрепленными с обеих сторон тележек 8-10. На каждой поворотной плите 18 закреплены ось 24 опорных колес 25 тележки и два катка 26, взаимодействующих с направля- ющими путями 27 со стрелочным переводом 14. Опорные пути 28 и направляющие пути 27 копируют контур цепи конвейера 7.
Установка работает следующим об- разом.
На каждой из трех тележек 8-10 окрашивается определенный тип изделия со своим технологическим процессом окраски. Никлы работы тележек 8-10 различны и смещены во времени. На площадке 5 загрузки изделие, например первого типа устанавливается на тележку 8. Рукояткой 20 устанавливают переключатель 17 в положение Назад. При этом левый толкатель 23 взаимодействует с кулачком 16 цепи конвейера 7 приводимой в движение звездочкой 15 в направлении, указанном стрелками на фиг. 1, и тележка 8 перемещается по опорным путям 28 на окрасочную напольную решетку 1. Стрелочный перевод 14 устанавливается так, чтобы открыть путь 27 на решетку 1. При движении тележки катки 26 взаимодействуют с направляющими путями 27 и поворачивают плиты 18 и оси 24 опорных колес 25 в горизонтальной плоскости, уменьшая тем самым радиус поворота тележки. В конце пути переключатель 17 устаналивают в нейтральное положение, толкатель 23 расцепляется с кулачком 16 и тележка 8 останавливается на решетке 1. На изделие наносится грунтовка. Переключатель 1 устанавливают в положение Назад и тележка 8 перемещается без каких- либо маневровых ходов в расположенный рядом с ней тупиковый сушильный
0
5
0
6 разгрузки. Раз- перемещается на и цикл повторяет5
агрегат 3. Взаимодействие элементов при перемещении аналогично описанному. После сушки грунтовки в агрегате 3 переключатель 17 устанавливают в положение Вперед. При этом правый толкатель 23 взаимодействует с кулачком 16 и тележка 8 опять перемещается на окрасочную решетку 1. На изделие наносится слой эмали, затем тележка 8 с изделием снова перемещается в сушильный агрегат 3 и после сушки эмали - на площадку груженная тележка площадку 5 загрузки ся.
На тележку 9 на площадке 5 загрузки устанавливается изделие второго типа, например курпногабаритное, требующее операции шпаклевки, с длительным временем сушки. Переключатель 17 устанавливают в положение Вперед и тележка 9 перемещается на окрасочную решетку 2„ На изделие наносится шпаклевка, затем тележка 9 с изделием перемещается в расположенный рядом с решеткой агрегат 4. После сушки шпаклевки тележка 9 опять перемещается на решетку 2 и изделие окрашивается. Затем тележка 9 с изделием снова перемещается в сушильный агрегат 4 и после сушки краски - на площадку 6 разгрузки. Взаимодействие элементов при перемещении тележки 9 аналогично описанному. Следует только отметить, что при перемещении тележки 9 из агрегата 4 на площадку 6 разгрузки необходимо при прохождении стрелочного перевода 14 переключатель 17 перевести в другое положение. Таким образом, на площадку 6 разгрузки тележка 8 с изделием поступает другой стороной и поэтому на каждой стороне тележки установлен свой переключатель 17. Разгруженная тележка 9 перемещается на площадку 5 загрузки и цикл повторяется.
На тележку 10 на площадке 5 загрузки устанавливается изделие третьего типа, например требующее только однослойной окраскис Переключатель 17 устанавливают в положение Вперед и тележка 10 перемещается на окрасочную решетку 2, где изделие окрашивается. После того, как тележка 8 со своим готовым изделием освободит сушильный агрегат 3, тележка 10 перемещается в агрегат 3, а после сушки краски - на площадку 6 разгрузки. Вза12
В
25
/// 4 sfPfT/ W ( /// f//
/ // 3/ j 27 23 Ю 7 i1
//s s/syy
Фиг.2
А-А
i1
//s s/syy/ / /// ///
i1
Фиг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски изделий | 1980 |
|
SU927333A1 |
| Окрасочно-сушильный комплекс | 1989 |
|
SU1808402A1 |
| УСТАНОВКА ДЛЯ ОКРАСКИ АВТОМОБИЛЯ | 1995 |
|
RU2128088C1 |
| КОМПЛЕКС РЕМОНТНО-ДИАГНОСТИЧЕСКИЙ ДЛЯ НАПОЛЬНОГО ОБОРУДОВАНИЯ ЖЕЛЕЗНОДОРОЖНОЙ АВТОМАТИКИ И ТЕЛЕМЕХАНИКИ | 2023 |
|
RU2799173C1 |
| Окрасочно-сушильный агрегат | 1987 |
|
SU1520808A1 |
| Устройство для окраски и сушки труб | 1973 |
|
SU650662A1 |
| Линия окраски и сушки изделий | 1976 |
|
SU584906A1 |
| Установка для окраски и сушки крупногабаритных изделий | 1989 |
|
SU1741921A1 |
| УСТАНОВКА ДЛЯ ОКРАСКИ ИЗДЕЛИЙ | 1973 |
|
SU407589A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОЙ КЕРАМИКИ Р.С.ЦАГОЛОВА | 1992 |
|
RU2018445C1 |

Изобретение относится к оборудованию для окраски изделий и может быть использовано в условиях мелкосерийного и индивидуального производства. Цель изобретения - повышение производительности установки за счет обеспечения одновременной поточной окраски изделий с различным технологическим процессом окраски и уменьшение маневровых ходов тележек. Для этого установка снабжена дополнительной окрасочной напольной решеткой. Дополнительная и основная решетки размещены попарно с тупиковыми сушильными агрегатами. Горизонтально- замкнутый напольный цепной конвейер выполнен проходящим одной ветвью через агрегаты и решетки двумя параллельными петлями. Одна из петель соединена с площадкой загрузки, а другая - с площадкой разгрузки изделий. Площадки загрузки и разгрузки изделий непосредственно соединены второй ветвью конвейера. Стрелочный перевод установлен в месте стыка петель конвейера. 3 ил. с
6-6
.
/// Kf Л f /// ///}////// /// /V/ 4 /// /// p/ /// //Л ///
op . pJ, /// К
26
& 25 aj 27
2Ц
20
4
2Ц 25 26
| Установка для окраски изделий | 1980 |
|
SU927333A1 |
