(54) ШТАМП ДЛЯ ВЫСАДКИ ГОЛОВОК НА СТЕРЖНЯХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для радиальной штамповки головок болтов | 1989 |
|
SU1764758A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для одноударной высадки головок болтов | 1955 |
|
SU106337A1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Устройство для высадки головок на стержнях | 1958 |
|
SU125726A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
1
Изобретение относится к кузнечнопрессовому производству и может быть использовано для высгщки головок на стержнях, в частности для получения шестигранных головок болто
Известен штамп для высадки головок на стержнях, содержащий смонтированные соответственно на верхней и нижней плитах пуансон и сборную матрицу, состоящую из обоймы с радисшьными вставками l.
Недостаток этого штампа состоит в том, что пуансон, производящий осадку торца заготовки для получения шестигранника головки болта, воспринимает сумму сил, состоящую из усилия, необходимого для ОСЕЩКИ заготовки до высоты головки болта, и усилия сопротивления затекания металла в углы шестигранника головки болта, что, увеличивая давление при деформировании, повышает износ . инструмента.
Цель изобретения - повышение стойкости инструмента.
Поставленная цель достигается тем что штамп снабжен, размещенньв между нерабочим торцом пуансона и верхней плитоЯ упругим элементом, а вставки установлены в обойме с возможностью
перемещения по нормали в направлении к оси высадки.
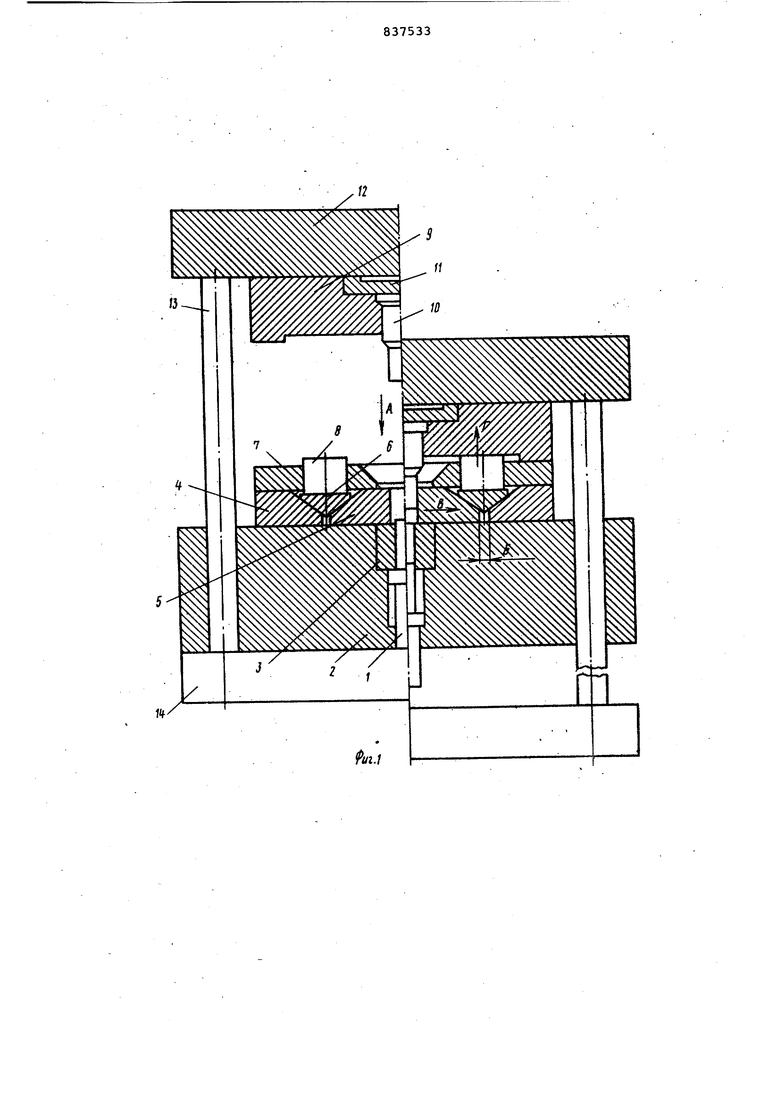
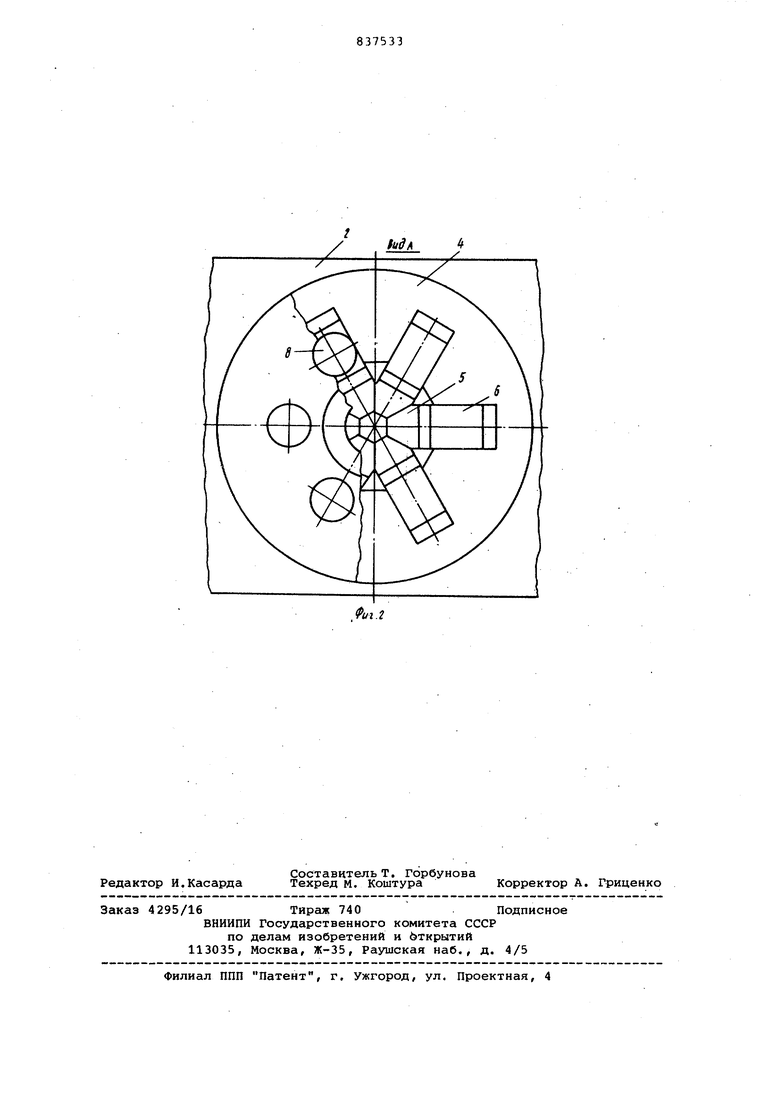
На фиг. 1 представлен штамп, общий вид на фиг. 2 - вид А на фиг.1.
Шта1мп состоит из выталкивателя 1, расположенного в нижней плите 2, в которую впрессована втулка. 3, над которой расположена обойма 4, в которой вставлены шесть вставок 5 матрицы, стороны которых, расположенные ближе к центру устройства, в сомкнутом положении образуют внутренний контур, соответствующий контуру шестигранника высаживаемой головки,- при этом стороны вставок, наиболее удаленные от центра устройства, расположены в направлении, перпендикулярном к плоскости вставок, образующих контур шестигранника, с зазором В относительно обоймы 4, внутри которой также расположены шесть клиньев 6, кг1ждый из KOTOi iix своими сксяпенными поверхностями сопрягается одновременно со скосами вставок и обоймы.
Над клиньями 6 в отверстиях кркшки 7 установлены толкатели 8, над которыми установлен пуансонодержатель 9, внутри которого находится пуансон 10 и над пуансоном - упругип элемент 11, сопротивление деформированию которого соответствует усилию необходимому для свободной осадки высаживаемой части заготовки до высоты получаемого шестигранника головки болта, при этом упругий элемент сопрягается с верхней плитой 12, с которой сое(инены тяги 13 коромысла 14, взаимодействующего с выталкивателем 1.
Штамп работает следующим образом, В исходном положении, когда верхняя плита 12 устройства находится в крайнем отведенном положении, в полость втулки 3 матрицы вставляется заготовка (на чертеже не представлена) , При перемещении верхней плиты 12 в направлении нижней плиты 2 пуансон 10 производит осадку части заготовки, которая находится над уровнем вставки 5 матрицы, при этом вначале осадка производится свободная до диаметра,размер которого больше минимального и меньше максимального размера шестигранника головки высаживаемого болта, при этом высаживаемая часть головки болта, воздействуя на вставки 5 матрицы, отводит их от центра штампа (по стрелке В), в результате чего клинья б, взаимодействуя со скошеннБ1ми поверхностями обоймы 4 и вставок 5 матрицы, перемещаются в направлении верхней плиты и перемешают в этом направлении (по стрелке Г) соприкасающиеся с ним толкатели 8, установленные-в крышке 7 до соприкасания их с поверхностью пуансонодержателя 9, который к этому мбменту еще не соприкасается с поверхностью крышки 7.
При дальнейшем перемещении верхней плиты в направлении нижней плиты пуансонодержатель 9, оказывая давление через толкатели 8 на клинья 6 перемещает одновременно все шесть вставок 5 матрицы к продольной оси устройства (противоположно стрелке В при этом вставки, оказывая воздействие на боковую сторону осаженной части заготовки производят формообразование шестигранника, а поверхность пуансонодержателя соприкасается с поверхностью крышки 7.
При обратном ходе верхней плиты 12 коромысло 14 и взаимодействующий с ним выталкиватель 1 извлекают из
5 полости втулки матрицы отштампованную деталь.
Формула изобретения
0
Штамп для высадки головок на стержнях, содержащий смонтированные соответственно на верхней и нижней плитах пуансон и сборную матрицу, состоящую . из обоймы с ргщисшьнЕлми вставками, отличающийся тем, что,
5 с целью повышения стойкости инструмента, он снабжен, размещенным между нерабочим торцом пуансона и верхней плитой упругим элементом, а вставки Установлены в обойме с возможностью
0 перемещения по нормали в направлении к оси высадки.
Источники информации, принятые во внимание при экспертизе
5
