(5) УСТРОЙСТВО для ПАЙКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для пайки микросхем | 1984 |
|
SU1199506A1 |
| Устройство для групповой пайки | 1976 |
|
SU577590A1 |
| Устройство для пайки | 1985 |
|
SU1263460A1 |
| Устройство для пайки корпусов полупроводников | 1976 |
|
SU573277A1 |
| ПОЛУАВТОМАТ ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ ПЛОСКИХ КОРПУСОВ ПОЛУПРОВОДПИКОВ | 1973 |
|
SU365226A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ СВЧ НАГРЕВОМ | 2019 |
|
RU2725443C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ | 2023 |
|
RU2829164C1 |
| Устройство для очистки поверхностей металлических изделий с помощью направленных аэрозольных струй | 1975 |
|
SU591310A1 |
| Устройство для подачи жидкого материала | 1987 |
|
SU1549689A1 |
| ЗАЩИТНАЯ КАССЕТА | 2012 |
|
RU2496700C1 |
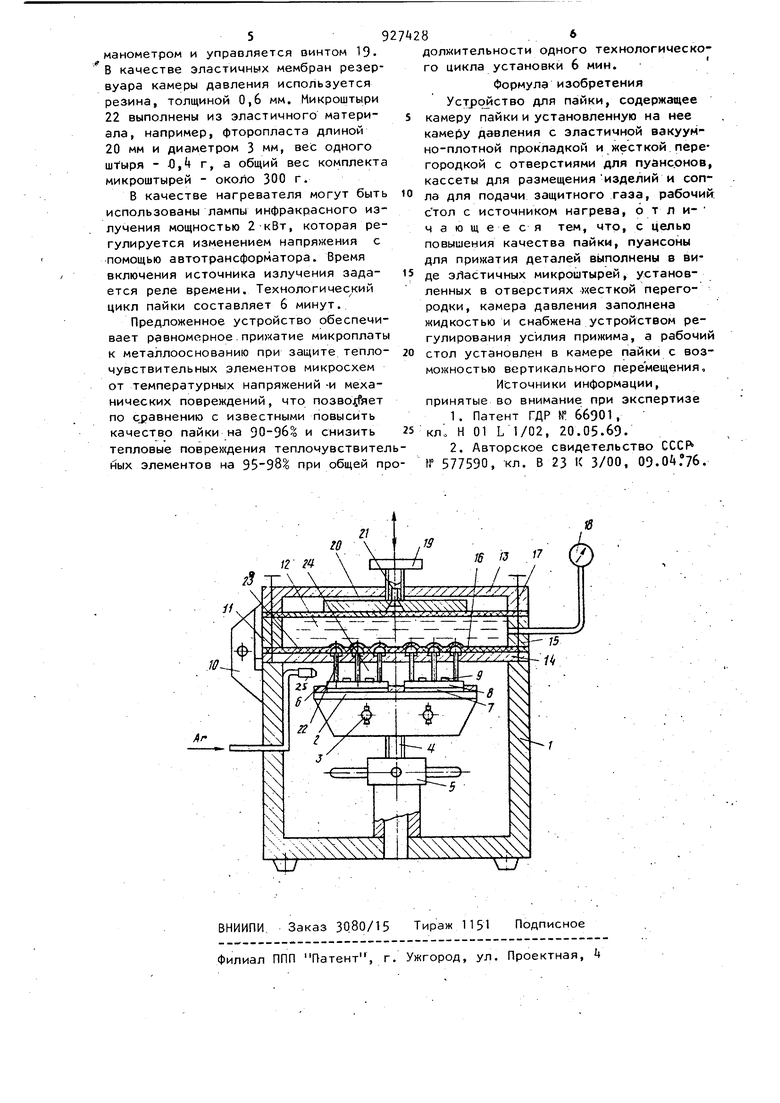
Изобретение относится к облает пайки, в частности к устройствам для. пайки полупроводниковых приборов. Известно устройство для пайки корпусов полупроводниковых приборов в виде нагревательной печи, содерх{а|цей корпус и рабочую камеру Г11, Недостатком известного устройства является отсутствие теплоотвода от теплочувствительных элементов микросхем, что. вызывает их разрушение во время пайки микроплат к корпусу. Известно устройство для групповой пайки, содержащее камеру пайки и установленную на ней камеру давления с эластичной вакуумно-плотной проклад кой ,и жесткой перегородкой с отверсти ями для пуансонов, кассеты для размещения изделий и сопла для подачи защитного газа, рабочий стол с источником нагрева. Для загрузки паяемых деталей открывают одну из торцовых крышек корпуса, на крышке камеры давления устанавливают магниты, чтобы подг нять и удержать пуансоны в верхнем положении, затем вынимают многоместную кассету, В гнезда кассеты загружают паяемые детали и припой. После загрузки деталей кассету вдвигают в устройство, рабочую камеру герметизируют торцовой крышкой с помощью прокладки. После загрузки магниты с крышки камеры давления убирают, пуансоны опускают на паяемые детали. Затем все устройство размещают на на-. гревателе. Сжимаюсцее усилие на паяемые детали осуществляют подачей сжатого газа I камеру давления. Усилие передается через тонкую эластичную прокладку и массивные плоские пуансоны. Одновременно подается защитный газ в рабочую камеру для отвода тепла от термочувствительных элементов паяем1 х деталей 2. Нерегулируемое давление газа в камере давления вызывает механические повреждения элементов микросхем ударными нагрузками массивных пуансонов ПО паяемым деталям. Недостатками известного устройства являются нерегулируемое ударное усилие прижатия паяемых изделий и повышенный нагрев теплочувствительных элементов микросхем. .Цель изобретения - повышение качества пайки микроплат с микросхемами к металлооснованию корпуса за счет исключения тепловых и механичес ких повреждений теплочувствительных элементов икросхем. Поставленная цель достигается тем что в устройстве; для пайки, содержащем камеру пайки и установленную на нее камеру давления с эластичной вакуумно-плотной прокладкой и жесткой перегородкой с отверстиями для пуансонов, кассеты для размещения издели и сопла для подачи защитного газа, рабочий стол с источником, пуансоны для прижатия деталей выполнены в виде эластичных микроштырей, установленных в отверстиях жесткой перегородки, камера давления заполнена .жидкостью и снабжена устройством рег лирования усилия прижима, а рабочий стол установлен в камере пайки с возможностью вертикального перемещения, На чертеже показано устройство дл пайки. Устройство содержит камеру пайки внутри которой размещен рабочий стол 2 с источником нагрева 3. Стол перемещается с помощью винта штурвалом На рабочих позициях стола в кассете размещены паяемые изделия о виде металлооснований 7 и микроплат 8 с тер мочувствительными элементами 9. К вер ней части корпуса крепится при помощи петли 10 откидная хамера давления 11, содержащая резервуар 12 с рабочей жидкостью, крышку 13 и жесткую перегородку U. Резервуар 12 ограничен с боков рамой 15, а сверху и сни ЗУ - эластичным материалом 16, Крышка 13 с рамой 15 соединена винтами 17 Усилиеприжима контролируется манометром 18 1И устройством регулирова19 соединенный с прижимным диском 20 винтс5м 21. Нижняя эластичная мембрана 16 контактирует с пуансонами в виде эластичных микроштырей 22, перемещающихся 8 отверстиях 23 перегородки 1 выполненных соосно позициям рабочего стола. Между перегородкой Ц и рабочим столом образована полость охлаждения теплочувствительных элементов где имеется сопло 25 для подачи инертного охлаждающего газа в зазор между поверхностями перегородки и паяемых изделий, а нижние исполнительные концы эластичных микроштырей 22., Устройство работает следующим образом. На рабочие позиции стола 2, предварительно откинув камеру давления 11, размещают в кассете 6 паяемые изделия 7 и 8 так, чтобы они прилегали друг к другу лужеными поверхностями, а теплочувствительные элементы 9 были обращены в сторону откидной камеры давлейия 11. В зависимости от высоты паяемых изделий устанавливают высоту рабочего стола 2, вращая для этого штурвал 5. « С помощью регулировочного винта 19 и прижимного диска 20 устанавливают заданное давление в резервуаре 12, а затем отпускают и фиксируют в рабочем положении откидную камеру давления 11, Эластичные микроштыри 22 под действием нижней эластичной мембраны 1б с заданным усилием прижимают микроплаты 8 к металлооснованиям 7, равномерно распределенным по всей поверхности изделий,что улучшает качество 1айки. При этом исключаются ударные механические нагрузки микроштырей 22 на паяемые изделия ввиду незначительной массы эластичных микроштырей. Затем подают инертный охлаждающий газ через сопло 25 в охлаждающую полость 2, после чего включают источник нагрева 3, сообщающий тепловую энергию паяемь1м изделиям. При этом подаваемый инертный газ охлаждает теплочувствительные элементы 9, вызывая уменьшение на них температурного напряжения при сохранении необходимого температурного режима в зоне пайки, что улучшает качество пайки. После расплавления припоя, нагреватель 3 отключают и через время, необходимое для охлаждения собранного изделия , прекращают подачу инертного газа и снимают камеру давления. Рабочая поверхность стола выполнена из кварцевого стекла размером 150x200 мм. Рабочий ход рабочего стола равен 100 мм. Резервуар камеры давления заполнен глицерином, давление регулируется в пределах 0-0,0 кг/см , что контролируется
