1
Изобретение относится к технологическо
му оборудованню для сборки полупроводниковых приборов, в частности, к устройствам для пайки кристаллов и пластин полупроводниковых гфиборОБ и пассивных плат интеп« ральных мшдюсхем.
Известно устройство для пайки, содержашее контейнер с подвижным сильфонным патрубком, внутри которого укреплен подвижный шток с башмаком, вокруг патрубка уложено кольцо пневмошланга, соединенного через регулируемый кран с источником сжатого воздуха Ll3.
Однако в контейнере этих устройств меиен один штЬк, а паять необходимо несколько деталей одновременно, при этом невозможно равномерно обеспечить давление tia все паяемые детали, от одного штока; применение сильфонов делает устройства для пайки громоздкими, так как при этом значительно увеличиваются их габариты; применение сильфонов и пружин также вносит погрешность в передачу давлений на паяемые детали и снижает производительность .устзэойства,
Известно устройство для групповой па ки деталей, содержащее корпус, крышку, эластичную металлическую вакуумноплотную прокладку, разделяющую полость, образованную корпусом и крышкой на верхнюю камеру, снабженную вводом сжатого газа, и нижнюю-, рабочую камеру, в которой размешена многоместная кассета с огверстиянЛ. под паяемые дета;}и и грузами, вставленными в отверстия 21.
Это устройство имеет низкую производительность, так как обе камеры г устройства необходимо герметизировать вновь и вновь перед началом процесса пайки, что требует значительных усилий.
Целью изобрютения является повышение производительности устройства иХ качества пайки.
Достигается это тем, что кассета для групповой пайки деталей .снабжена устройством подъема грузов, размешенным на верхней камере соосно грузам и выполненным, например, в виде магнитов.
Такое конструктивное решение позволяет создать такое устройство йля пайки, когоро9 дает возможносгь группу спаянных деталей, расположенных на специальной кассете, легко заменять другой группой деталей, предназначенных для пайки, без разгермети зации верхней камеры давления.5
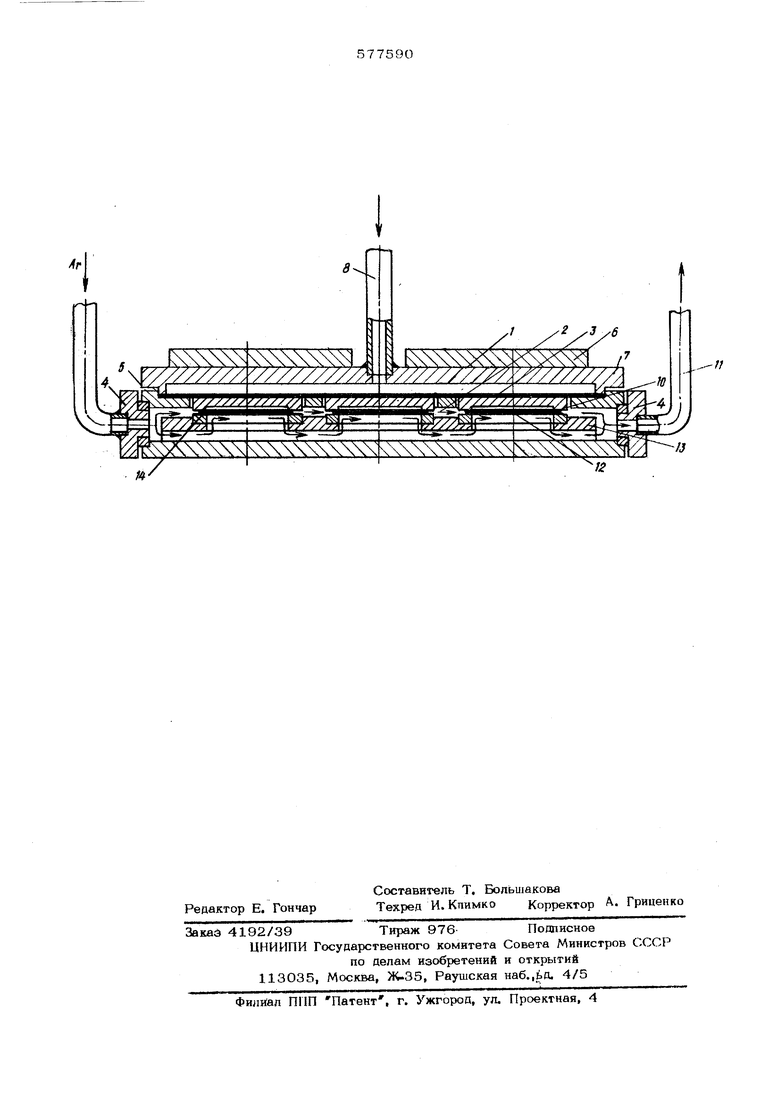
На чертеже схематически изображено предлагаемое устройство.
Устройство для групповой пайки деталей содержит камеру давления 1, рабочую камеру 2, эластичную, вакуумно-плотную проклад-jlo ку 3, торцовые крышки 4, металлическое уплотнение 5, магниты 6, крышку 7, труб ley 8 для подачя сжатого газа, многомест« ную кассету 9, пуансонь 10, трубки 11 для подачи защитного газа и корпус 12. js Паяемые детали обозначены цифрами 13 и 14.
Камера давления образована корпусом 14 и крышкой 7 с вваренной в нее трубко) 8 для подачи газа, В нижней части рабочей те камеры 2 располагается многоместная као сета 9 с паяемыми деталями 13, 14 и припоем, над кассетой располагаются пуансоны Ю. Пуансоны изготовлены из магнит ного материала, остальные детали из нержа ;25 веющей немагнитной стали. Подача защитного газа в рабочую кам.ру и вывод его осу шествляется по труб1шм il.
Пайку в устройстве осуществляют следующим образом. Для загрузки и паяемых детей-ЙО ей открывают одну из торцовых крышек 4, на крышке 7 устанавливают магниты 6, чтобы поднять и удержать пуансоны в верхнем положении, затем вынимают многомест. ую кассету 9, В гнезда многоместной кас- 33 егы загружают держатель 14, припой, кремниевую пластину 13. nocaie загрузки деталей многоместную кассегу вдвигают в устрой тво, рабочую камеру герметизируют торцо. ой крышкой 4 с помощью прокладки 5. е загрузки многоместной кассеты магниты с крышки убирают, пуанеой, опускаются на
Яйяемые детали. Устройство с деталяк и размешают на нагревателе. CKHNiaiomee усилие на паяемые детали осуществляют под, чей сжатого газа в камеру давления 1 чере трубку 8. Усилие передается через тонкую эластичную прокладку 3 и пуансоны 10 на паяемые детали 13 и 14, Такой способ передачи давления позволяет создать распределенную нагрузку, что обеспечивает равномерное давление на паяемые детали и получение качественного паяного шва.
Устанавливая различные давления газа в камере, можно задавать любые удельные Давления на паяемые детали,
Предлагаемое устройство обеспечивает пои 1шение производительности труда в 1.5-2 раза за счет сокращения времени на подготовку устройства к пайке (частичная разгерметизация).
Формула изобретена
Устройство для групповой пайки деталей, преимущественно полупроводниковых кристаллов и пластин, содержащее крышку, корпус, эластичную прокладку, разделяющую полост образованную корпусом и крышкой на верхнюю камеру, снабженную вводом сжатого газа, и нижнюю рабочую камеру, в которой размещена кассета с отверстиями для рй; мещения деталей и грузов, вставленных в, отверстия, отличающееся тем, что, с целью повышения проидводательности устройства н качества пайки, -кассета снабжена устройством подъема грузов, размешеЕИ ным на верхйей камере соосно грузам и выполненным, напримеру виде магнитов.
Источники информации, принятые во внимание При экспертизе:
1. Авторское свидетельство СССР № 323209, кл. В 23 К, опубл. 1971.
2. Отчет по теме Календарь, НИИ Пул cap мал М.. 19.73. с. 28-36. IWOVCN NS 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки | 1980 |
|
SU927428A1 |
| Способ пайки силовых полупроводниковых приборов | 2016 |
|
RU2641601C2 |
| СПОСОБ ПАЙКИ ПОЛУПРОВОДНИКОВЫХ КРИСТАЛЛОВ | 2023 |
|
RU2803020C1 |
| Кассета для пайки микросхем | 1984 |
|
SU1199506A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| ПОЛУАВТОМАТ ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ ПЛОСКИХ КОРПУСОВ ПОЛУПРОВОДПИКОВ | 1973 |
|
SU365226A1 |
| Установка для пайки в защитной среде электротехнических изделий | 1979 |
|
SU870028A1 |
| Устройство для групповой сборки узлов,пРЕиМущЕСТВЕННО РАдиОдЕТАлЕй | 1979 |
|
SU849574A1 |
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| Способ групповой пайки изделий | 1976 |
|
SU616095A1 |