(5Ю УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой резки труб | 1987 |
|
SU1532216A1 |
| Установка для вырезки отверстий в трубах | 1988 |
|
SU1669678A1 |
| Устройство для тепловой резки труб | 1989 |
|
SU1761400A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Механизм перемещения резака устройства для термической резки труб | 1981 |
|
SU996122A1 |
| Устройство для снятия фасок под сварку при вырезке отверстий в трубах | 1973 |
|
SU500928A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1970 |
|
SU283969A1 |
| Устройство для фасонной резки труб | 1983 |
|
SU1159735A1 |
| СТЕНД ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1994 |
|
RU2089366C1 |
| Устройство для термической вырезки фланцев | 1981 |
|
SU956191A1 |
I
Изобретение относится к (области газопламенной обработки металлов и предназначено для механизации производственных процессов при изготовлении трубных узлов технологических трубопроводов и трубчатых металлоконструкций заготовительного производства.
Известна установка для резки труб,, содержащая рабочий орган, подвижную тележку с опорной рамой и механизмы вращения и зажима обрабатываемой трубы 1.
Известна также установка для фасонной )езки труб, содержащая размещенные на фундаменте механизм вращения трубы, связанный с ним кривошипный механизм перемещения резака вдоль оси вращения трубы и мерное устройство в виде установленных на фундаменте, параллельно оси вращения трубы, направляющих с указателем начала отсчета со стрелкой и кареткой, на которой закреплена линейка 12.
Недостатком этого устройства явля- ется .необходимость в значительном времени на настройку, что снижает его производительность.
Цель изобретения - уменьшение вспомогательного времени на настройку.
Указанная цель достигается за счет того, что в известной установке для фасонной резки труб, содержащей
10 размещенные на фундаменте механизм вращения трубы, связанный с ним кривошипный механизм перемещения резака вдоль оси вращения трубы и мерное устройство в виде установленных на
15 фундаменте, параллельно оси вращения трубы, направляющих с указателем начала отсчета и кареткой, на которой закреплена линейка, снабжена установленной на указателе начала отсчета
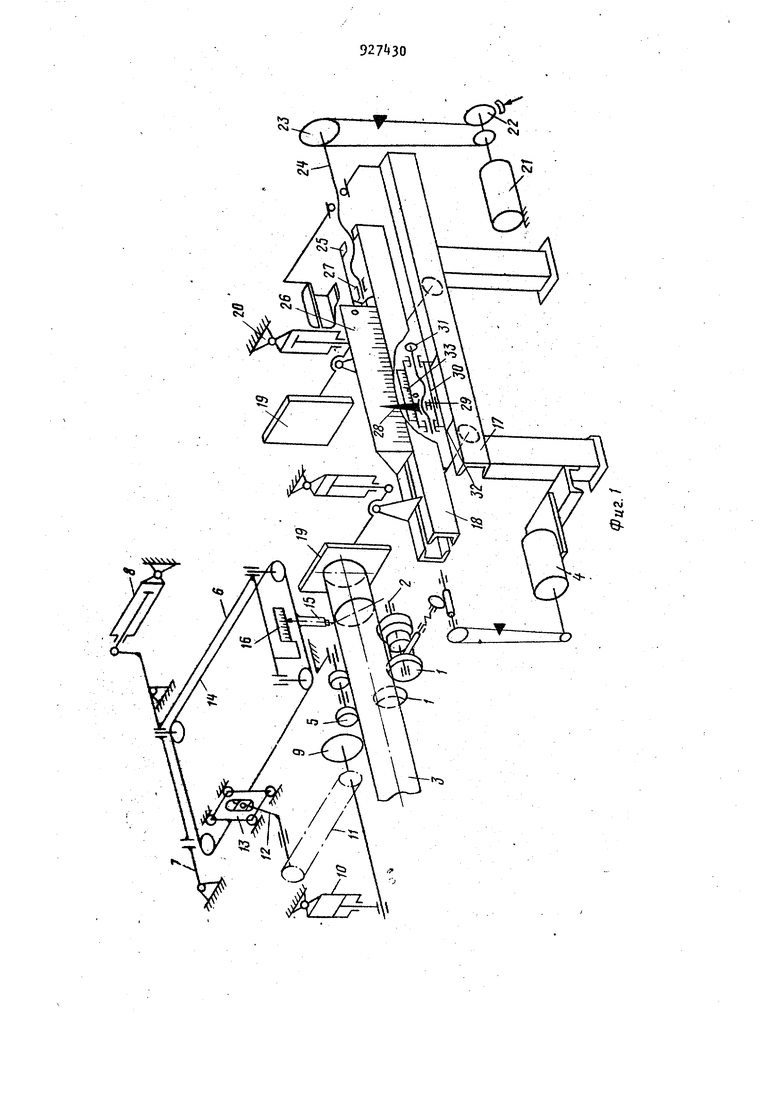
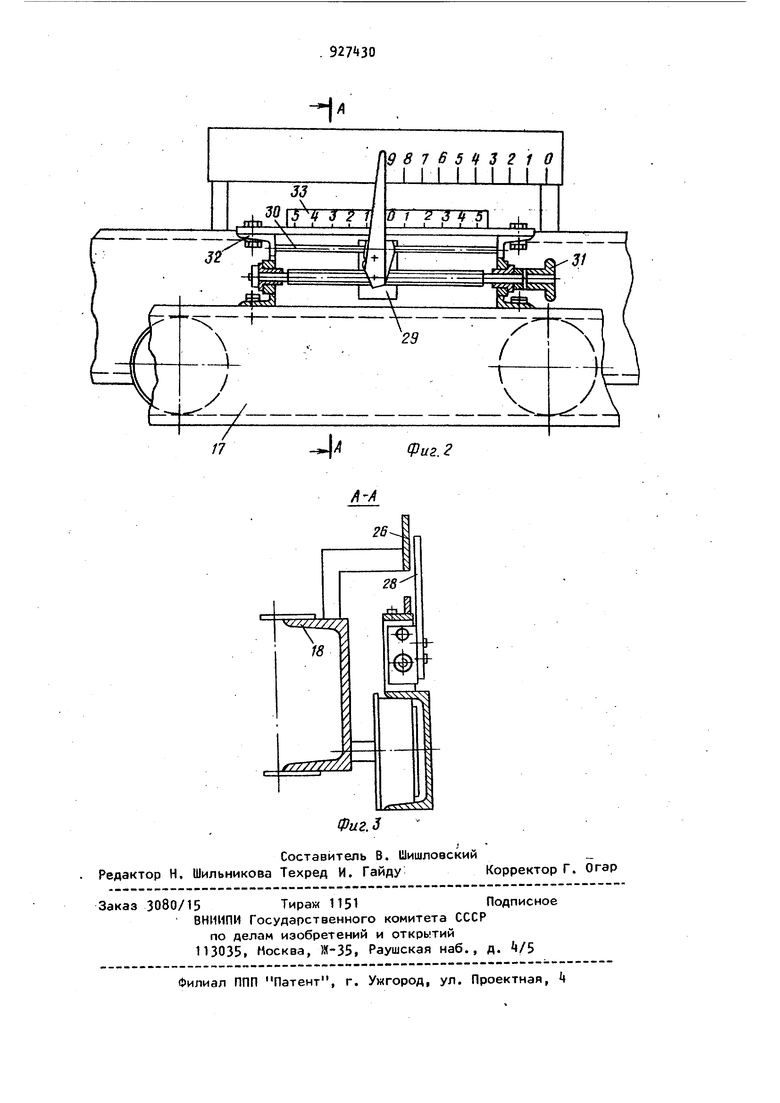
20 дополнительной шкалой для установки величины, равной радиусу кривошипа, а стрелка установлена на упомянутом указателе с возможностью настроечного перемещения вдоль дополнительной шкалы. На фиг. 1 изображена конструктивная схема предлагаемой установки для резки труб; на фиг. 2 - указатель намала отсчета, вид спереди; на фиг. 3 разрез А-А на фиг. 2. Установка.содержит механизм враще ния трубы, состоящий из двух приводных роликов. 1, вращающихся вокруг продольных осей 2, параллельных осям трубы 3. и приводимых в движение с помсацью привода А (электродвигатель, ременМая передача, червячный редуктор) , Для надежного вращения труб предусмотрен прижимной ролик 5 расположенный на хоботе 6, имеющем ось вращения 7 с приводом от пневмоцилиндра 8. На хоботе 6 расположен-так же механизм возвратно-поступательного движения резака, состоящий из сог ласующего ролика 9, с пневмоцилиндром 10, цепной передачи 11, кривошипа 12 регулируемого радиуса с ползуном, каретки 13, гибкого элемента 1 и ползуна с рабочим органом (резаком) 15. Радиус с кривошипа 12 выбирается в зависимости от вида фасонно резки, диаметра трубы и толщины ее стенки и указывается стрелкой по шка ле 16. Согласующий ролик 9 выполнен сменным, пролорциональным диаметру трубы Зо Мерное устройство с указателем начала отсчета выполнено в виде направляодих 17, расположенных параллел но оси вращения трубы 3, в пазах которых размещена каретка 18 с управля емыми упорами 19, приводимыми в движение пневмоцилиндрами 20. Каретка 1 имеет привод от электродвигателя 21 с тормозом 22 через ременную передачу 23 и влл-винт 24, вращающийся в гайке 25, принадлежащий каретке 18, на которой неподвижно закреплена мер .-...- ос г,- -. ная линейка 26. Вал-винт 2k размещен в опорах 27. Упоры 19 расположены на каретке 18 с определенным шагом, мер ная лийейка 2б имеет деления в преде лах одного шага меходу упорами 19. На направляющих 17 установлен указатель начала отсчета, выполненный в виде стрелки 28, закрепленной на гайке 29 которая имеет возможность перемещаться по направляющей 30 при вращении винта с маховиком 31. Передача винтгайка находитсяВ корпусе 32, к которому прикреплена дополнительная шкала 33 для установки по ней стрел кой 2В величины, равной радиусу кри вошипа 12. Установка работает следующим образрм. В исходном положении первый упор 19 совпадает со средним положением хода рабочего органа 15 при его возвратно-поступательном движении, а нуль дополнительной шкалы 33 совпадает с нулем мерной линейки 2б, и стрелка 28 указателя начала отсчета проходит через оба совмещенных нуля. При резке под углом к оси трубы 3 передаточное число цепной передачи 11 выбирается таким образом, чтобы за один оборот трубы происходил один двойной ход резака 15, а при резке патрубков так, чтобы за один оборот трубы совершалось два двойных хода резака. Установив на кривошипе 12 радиус, аналогичную величину радиуса откладывают по дополнительной шкале 33 стрелкой 28 указателя начала отсчета путем вращения винта с маховика 3 1 Включив электродвигатель 21, по мерной линейке 2б с началом отсчета по стрелке 28 устанавливают длину отмеряемой заготовки. В случае, если этот размер находится в пределах одного шага,отпускают первый упор 19 при помощи пневмоцилиндра 20. Когда длина заготовки более одного шага, то целое число шагов набирают при помощи последующих упоров, расположенных друг от друга равномерно на один шаг. После установки трубы 3 на приводные ролики t до упора 19i ее фиксируют на них пневмоцилиндром 8 путем поворота хобота б вокруг оси 7 прижимным роликом 5 Затем пневмоцилиндром 10 на трубу 3 опускают согласующий ролик 9. После фиксации трубы упор 19 пневмоцилиндром 20 поднимают в крайнее верхнее положение, чтобы исключить дополнительное трение торца трубы об упор 19 при ее вращении. При включении привода k, движение от вращающейся трубы через согласующий ролик 9 и цепную передачу 11 передается на кривошип с ползуном 12, который сообщает возвратно-поступательное движение каретке 13, а от нее через гибкий элемент ползуну с резаком 15. Происходит отрезка .отмеренной длины трубы с фасонным резом. Безразметочное отмеривание длины трубы с прямыми резами на предлагаемой установке является частным случаем отмеривания длин тру с фасонными резами при фиксированном крайнем поло :{ении резака в поднятом согласующем ролике 9. В результате использования |предлатаемого изобретения достигается универсализация установки за счет обеспечения возможности выполнения различных видов резов торцов труб, при этом исключаются трудозатраты на предварительную разметку длины отрез емой трубы и устанойку резака по раз метке. По предварительным расчетам производительность установки по срав нению с известным возрастает в 1,61,8 раза. Формула изобретения Устройство для тепловой резки труб, содержащее размещенные на фундаменте механизм вращения трубы, свя занный с ним кривошипный механизм перемещения резака вдоль оси вращения трубы и мерное устройство в виде установленных на фундаменте, параллельно оси вращения трубы, направляющих с указателем начала отсчета со стрелкой и кареткой, на которой закреплена линейка, отличающееся тем, что, с целью уменьшения вспомогательного времени на настройку, устройство снабжено установленной на указателе начала отсчета дополнительной шкалой для установки величины, равной радиусу кривошипа, а стрелка установлена на упомянутом указателе с возможностью настроечного перемещения вдоль дополнительной шкалы. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство CtCP № ZtlZIO, кл. В 23 К Т/О, II.06.69. 2.Патент ФРГ f 152736i, кл. 9 h 7/0, 27.07.72 (прототип). -
