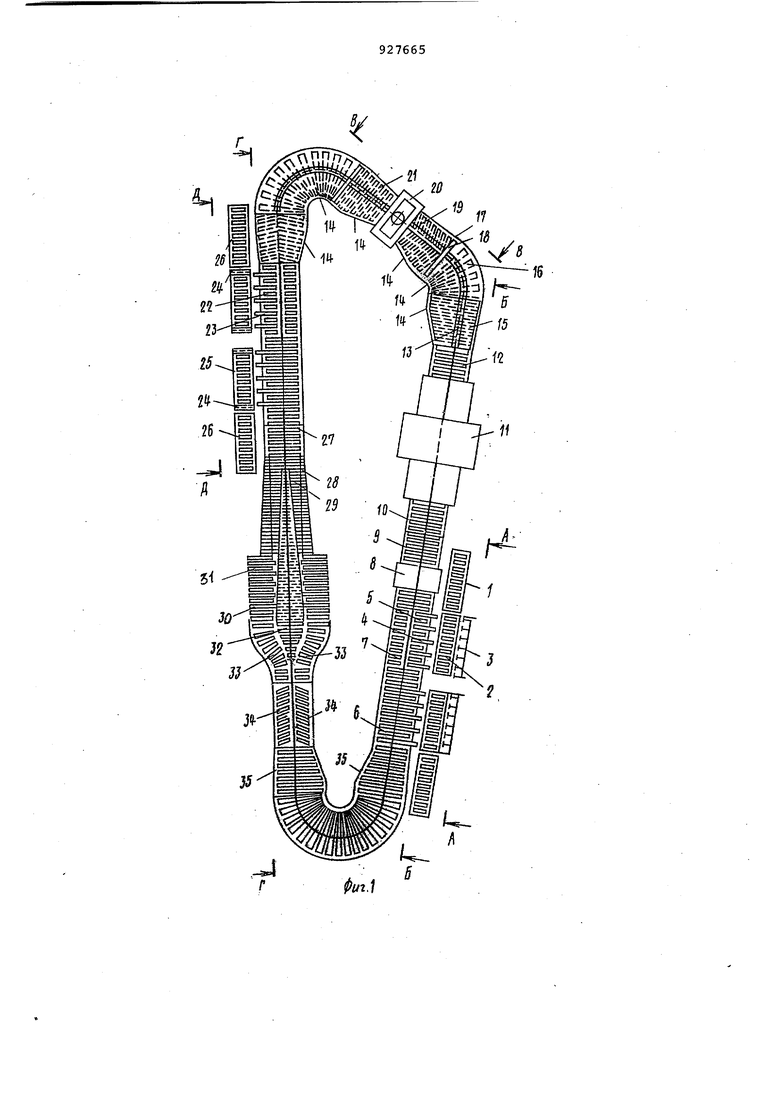
Изобретение относится к установка для перемещения и обработки мебельны щитов/ а именно для перемещения мебельных щитов при их Отделке полиэфи ными лакокрасочными материалами с помощью ускоренных электронов. Известно устройство для обработки и перемещения мебельных щитов, со держащее камеру для отверждения лакокрасочных покрытий, в которой расположено приспособление для полимеризации лакокрасочных покрытий в среде инертного газа, при этом с обе их сторон камеры расположены транс-портеры для перемещения мебельных щитов 1 13Недостаток известного устройства заключается в его низкой производительности . Цель изобретения - повьшзение производительности. Цель достигается тем, что устройство для обработки и перемещения мебельных щитов снабжено погрузочным механизмом, который выполнен с подъемным столом, имеющим пневматический толкатель, и роликовым конвейером, и разгрузочным механизмом, который оборудован сбрасывателями мебельных щитов, выполненными в виде Г-образных поворотных рычагов, при этом камера для отверждения лакокрасочных покрытий выполнена в виде тоннеля коленообразной формы, у входного и бьаходного проемов которого установлены конусные поворотные ролики. На фиг. 1 изображена предлагаемая установка дпя перемещения и обработки мебельных щитов, общий вид на фиг. 2 - разрез А-А на фйг1 1} на фиг. 3 - разрез Б-Б на фиг,If на фиг, 4- разрез В-В на фиг, 1; на фиг, 5- разрез Г-Г на фиг. 1; на фиг, 6разрез Д-Д на фиг,1, Устройство для перемещения и обработки мебельных щитов состоит из погрузочного устройства, которое содержит роликовый приемный стол 1, роликовый подъемный стол 2, пневматический толкатель 3, стреловидный поперечный ременный конвейер 4, подъемно-опускающиеся роликовые конвейеры 5 и 6, роликового конвейера 7, пылеудаляющего станка 8, промежуточного роликового конвейера 9, разгонного роликового конвейера10 с лаконапивным устройством 11 и тормозящего роликового конвейера 12, разграничительной линейки 13, камеры, для отверждения лакокрасочных покрытий, выполненной в виде проходного TOHHejifl 14, выполняющий функцию биологической защиты, имеющей у входного и выходного прЬемов коленообразную конструкцию. Это объясняется тем, что при облучении ускоренными электронами лучи имеют прямолинейное направление. Камера содер жит- роликовый конвейер 15, поворотные конусные роликовые конвейера 16 Устройство 17 для полимеризации лакокрасочных покрытий в инертном газе имееет вакуумные затворы 18, выравнивающий роликовый конвейер 19 ускоритель электронов 20 и роликовый конвейер 21. В конце камеры 14 для отверждения лакокрасочных покрытий установлен второй выравнивающий роликовый конвейер 19. Разгрузочное устройство состоит из подъемно-опускающих роликовых (онвейеров 22, стреловидных поперечных ременных конвейеров 23, приемных линеек-сб ЁэасывателеЙ 24, роликового подъемного стола 25 и роликового при емного стола 26; промежуточного роли кового конвейера 27; переворотнопропускного устройства, состоящего из опорно-прижимных конических роликовых конвейеров 28, консольно закрепленных к валу, имеющих винтообразный наклон по- движению щитов от вертикального к горизонтальному положению, осуществляющий прижим щитов к роликовым конвейерам 29, ролики которых также прикреплены консоль но вдоль вала под углом 90 по от-ношению к роликам прижимных ролико-,. вых конвейеров 28, имеют винтообразный наклон по движению щитов от гори зонтального к вертикальному положению и возможность повернуться и занять горизонтальное положение (изображено пунктирными линиями); воздушных камер 30, предназначенных для создания воздушной подушки для мяг-. кого падения щита на другую пласть, роликового конвейера 31, роликовых конвейеров 32, поворотных конических роликовых конвейеров 33; выравниваю щего роликового конвейера 34, ролики которого установлены под углом по отношению к разграничительной Линей ке 13; роликовых конвейеров 35, оди из которых стыкуется с выравни;вающим роликовым конвейером 34; поворо ного конического роликового конвейер 36, стыкующего со вторым роликовым конвейером 35, с другой стороны который стыкуется с подъемно-опускающимся роликовым конвейером 6.1 Установка для перемещения и обра ботки мебельных щитов работает следующим образом. Зафанерованные щиты электропогру чиком укладываются на роликовый при емный стол 1 погрузочного устройств после чего пакет роликами направляется на роликовый подъемный стол 2. С роликового подъемного стола 2 щиты из пакета с каждого погрузочного устройства одновременно по одному выдаются в поперечном напрввлении при помощи пневматического толкателя 3 на стреловидный поперечный конвейер 4, который подхватывает щит и направляет его на подъемные роликовые конейеры 5 и 6, которые в этот момент находятся в опущенном положении, т.е. ниже верхнего уровня стреловидных поперечных ременных конвейеров 4. Как только поперечная кромка щита достигает крайней точки ременных конвейеров 4, подъемно-опускающиеся роликовые конвейеры 5 и 6 поднимаются выше верхнего уровня стреловидных поперечных ременных конвейеров 4, подхватывают щиты и направляют вдоль устройства. Подъемно-опускакяциеся роликовые конвейеры 5 и 6 опускаются для приема следующих щитов.Один из щитов направляется по внутреннему потоку роликового конвейера 7, а/ второй - по внешнему потоку. Потоки разделены разграничительной линейкой 13, которая установлена по оси симметрии установки, кроме зоны загрузки и выгрузки щитов. Кроме того, разграничительная линейка 13 в сочетании с ррликами, установленныг Еи под углом, служит для выравнивания и точного направления щитов при входе в зону работы ускорителя электронов 20 и в погрузочно-выгрузочную зону, так как при выходе щитов из поворотного участка иногда нарушается параллельность по отношению оси симметрии установки, в свяЗи с чем может произойти частичное облужение щитов и поломки выгрузочного приспособления. Затем щиты направляются к пылеудаляющему станку 8, промежуточному роликовому конвейеру 10, лаконаг ливному устройству 11, где и производится нанесение на пласти щитов полиэфирного лака или полиэфирной грунтовки. Далее щиты по тормозному роликовому конвейеру 12 поступают в зону отверждения полиэфирного покрытия, т.е. в камеру для отверждения лакокрасочных покрытии. Щиты в начале поступают на роликовый конвейер 15, затем на поворотный конический роликовый конвейер 16. Далее щиты поступают в зону устройства 17 для полимеризации лакокрасочных покрытий в инертном газе на выравнивающий роликовый конвейер 19-, ролики которого расположены по отношению к разграничительной линейке 13 под неткоторым углом, который зависит от длины конвейера и скорости подачи, За счет этого угла щиты во время движения начинают постепенно прижиматься к разграничительной линейке 13 и таким образом, они полностью выравниваются. В устройстве для пол меризации установлены вакуумные затворы 18,которые перед пуском в работу устройства закрывают проемы и заполняют устройство инертным газ а после заполнения - открывают прое до минимально допустимого предела (только для прохода щитов) . Щиты.в течение доли секунды в среде инертного газа облучаются ускоренными электронами при помощи ускорителя электронов 20, от чего происходит п лимеризация полиэфирного покрытия. Затем щиты роликовым конвейером 21 поступают на поворотный конический роликовый конвейер 16 и на второй роликовый конвейер 19, ролики которого -установлены под углом. Для нанесения второго слоя полиэфирного покрытия щиты направляются минуя выгрузочную зону, на подъемно опускающиеся роликовые конвейеры 22 и промежуточный роликовый конвейер 27.Затем щиты поступают на поворот но-пропускное устройство. Ролики переворотно-пропускного роликового конвейера 29 в этом случае уложены горизонтальное положение для пропус ка щитов без переворота на 180°. Далее- щиты направляются на ролико вый конвейер 32, на поворотные кони ческие роликовые конвейеры 33 и к в равнивающему роликовому конвейеру 3 который выравнивает щит за счет роли ков., установленных под уголом по от ношению к разграничительной линейке 13.. Это необходимо для того, чтобы щиты, покидая роликовый конвейер...35 и поворотный конический роликовый конвейер 36, имели параллельность по отношению к оси симметрии устройства так как зона погрузки не имеет разграничительной-линейки 13. Затем щиты, минуя зону погрузки, поступают в пылеудаляющий станок 8 на лаконаливное устройство 11 и т.д .Для нанесения на вторую пласть щитов полиэфирного покрытия переворотнопропускным устройством щиты перево рачиваются на 180. Это осуществляет ся следующим образом: ролики переворотно-пропускного роликового конвейе ра 29 в этом случае подняты, по мере продвижения щита постепенно его наклоняет и при выходе из переворотнопропускного роликового конвейера щит принимает вертикальное положение, т.е.становится на ребро. Для того, чтобы щиты не сползл они прижаты i к роликам при помощи опорно-прижимных конических роликовых конвейеров 28.Когда щит доходит до последнего ролика переворотно-пропускного роликового конвейера 29, который имеет угол наклона больше 90°, тогда он на чинает падать на другую пласть, т.е. происходит переворот щита на . При падении щита на другую пласть, т.е. переворота его на 180, воздушные камеры 30 включаются для подачи через отверстия сжатого воздуха, за счет чего щит мягко укладывается на роликовый конвейер 31. Роликовый конвейер 31 подхватывает щит и посылает к поворотному коническому роликому конвейеру 33 и выравнивающему роликовому конвейеру 34, на которых происходит выравнивание щитов. Затем щиты направляются на лаконаливное .устройство для нанесения полизфирного покрытия на вторую пласть и далее поступают в зону облучения ускоренными электронами для отверждения лаковой пленки. Если технологическим процессом не предусмотрено второе покрытие, то щиты выгружаются с устройства следующим образом. После, выхода щитов из устройства биологической защиты они перемещаются по роликам подъемно-опускающихся роликовых конвейеров 22, передней кромкой нажимают на упоры, на которых установлены конечные выключатели, расположенные в концах конвейеров. Последние даю.т команду на опускание конвейеров 22 (после того, как пакет сформирован, упоры убираются для пропуска щитов) и, как только они опускаются ниже уровня стреловидных поперечных ременных конвейеров 23, щиты подхватываются ими и уносятся в поперечном направлении на приемные линейки-сбрасыватели 24. После того, как щиты проходят стреловидные -поперечные ременные конвейеры 23, задняя поперечная кромка щитов освобождает конечный выключатель и дает команду на подъем роликовым конвейером 22 для приема следующих щитов. Щиты, по инерции двигаясь по роликам приемных -линеексбрасывателей 24, передней попаречной кромкой нажимают на конечные выключатели, которые вмонтированы в упЬры (упоры вместе с конечным выключателями могут передвигаться вдоль щитоуклсщчика и фиксироваться на расстоянии в зависимости от ширины щитов),которые расположены в конце щитоукладчика и дают команду на сброс щитов. Приемные линейкисбрасыватели 24 сбрасывают щиты и возвращаются в первоначальное положение для приема следующих щитов. Щиты падают на роликовые подъемные столы 25, которые в этот момент находятся в верхнем положении. Высота падения щита 8-10 см. Во время падения между лежащими щитами на роликовых подъемных столах 25 и падающими щитами ,,создается воздушная подушка, за счёт чего щиты мягко укладываются. Во время сброса щитов роликовые подъемные столы 25 опускй- ются на шаг, равный толщине щита.
Таким образом, после окончания формирования пакета, т.е.когда роликовые подъемные столы 25 опускаются до крайней точки, дается команда на отправление пакетов на роликовые приемные столы 26, откуда пакеты увоэятся в комплектовочное отделение.
Конструкция предлагаемого устрой,ства для перемещенияи обработки мебельных щитов позволяет одновременно покрывать лаком два щита,работать на больших скоростях. Преимущество изобретения в том,что все агрегаты могут работать на больших скоростях подачи (13-130 м/мин). При внедрении предлагаемой установки по сравнению .с другими устанЬвками такого назначения требуется меньше производственной площгади и повышается производительность труда.
Формула изобретения
Устройство для обработки и перемещения мебельных щитов, содержащее камеру для отверждения лакок)расочных покрытий, в которой распо 1ожено приспособление для полимеризации лакокрасочных покрытий в среде инертного газа, при этом с обеих сторон камеры расположены транспортеры для перемещения мебельных щитов, отличающее с .я тем, что, с целью повышения производительности устройства, оно снабжено погрузочным механизмом, который выполнен с подъемным столом, имеющим пневматический толкательiи роликовым ковейером, и разгрузочным механизмом, который оборудован сбрасывателями мебельных щитов, выполненными в виде Г-образных поворотных рычагов, при этом камера для отверждения лакокрасочных покрытий выполнена в виде тоннеля коленообразной формы, у входного и выходного проемов которого установлены конусные поворотные ролики.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии 52-127738, кл. В 05 D 3/06, 197J
т


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения и укладки мебельных щитов | 1977 |
|
SU617339A1 |
| Устройство для перемещения и укладки мебельных щитов | 1979 |
|
SU867800A1 |
| Переворотно-пропускное устройство | 1979 |
|
SU772953A1 |
| Устройство для подачи и укладкищиТОВ | 1979 |
|
SU812657A1 |
| Устройство для полимеризации лакокрасочных покрытий | 1979 |
|
SU887024A1 |
| Устройство для укладки заготовокВ СТОпу | 1979 |
|
SU850530A1 |
| Линия для лакирования и сушки щитовых изделий | 1979 |
|
SU856581A1 |
| Вертикальная конвейерная установка для транспортирования листового материала | 1991 |
|
SU1792399A3 |
| Камера термообработки изделий из древесины | 1975 |
|
SU714121A1 |
| Лаконаливная машина | 1972 |
|
SU527214A1 |