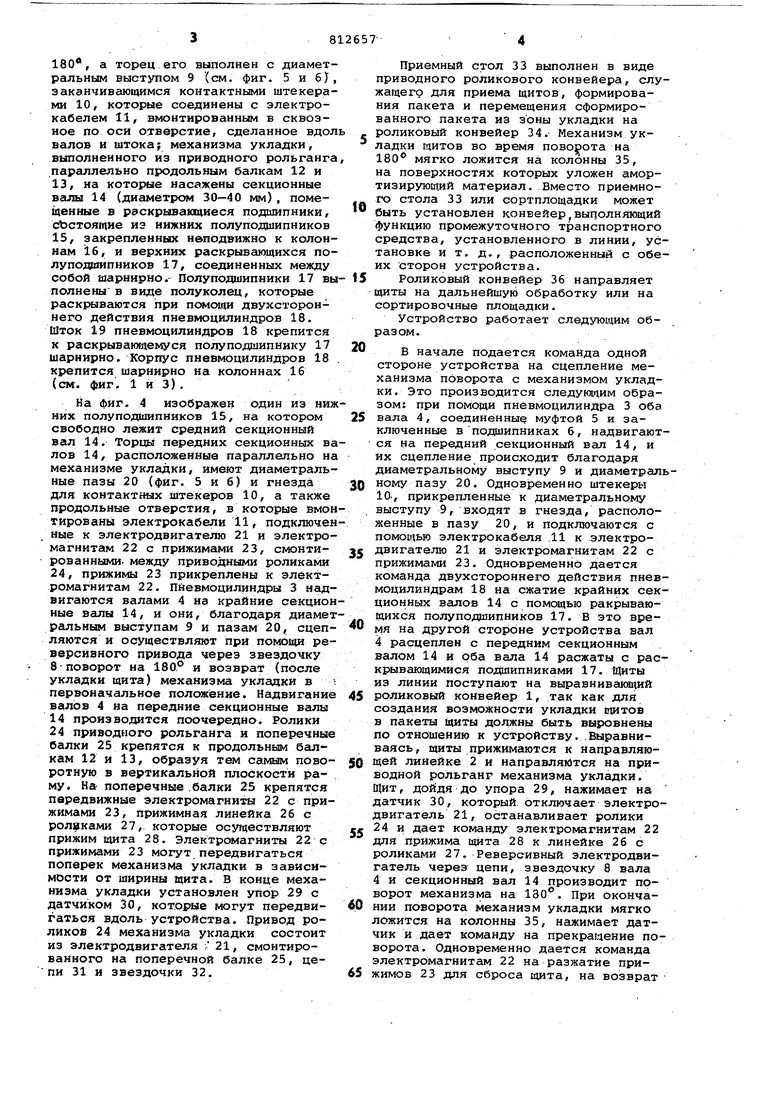
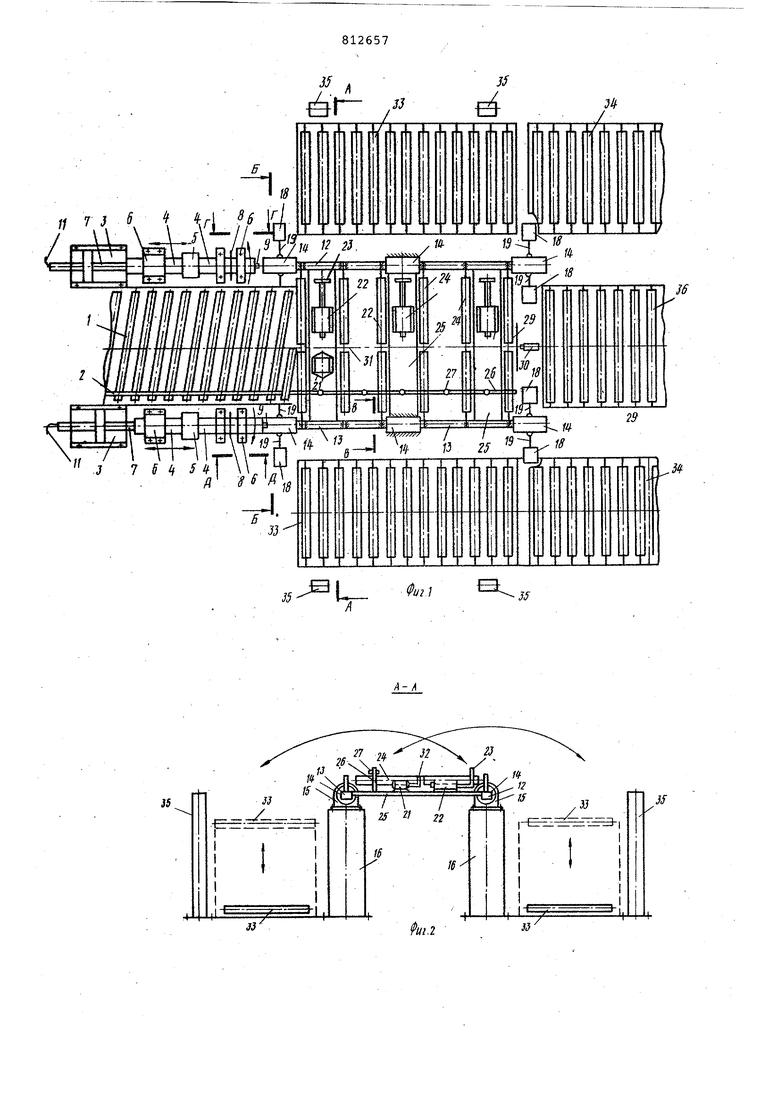
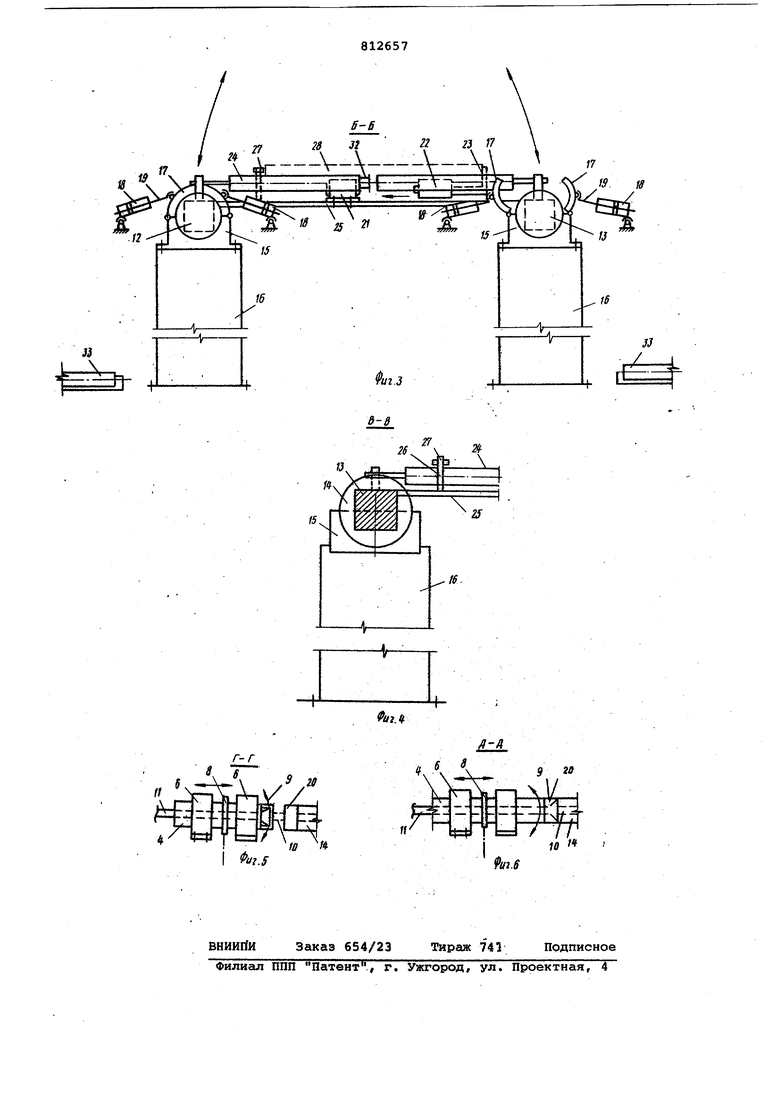
I Изобретение относится к устройствам для укладки мебельных, древесностружечных, металлических и т. п. щи тов в пакеты, преимущественно примен емым в мебельной и деревообрабатываю щей промышленности. Известно устройство для подачи и укладки мебельных щитов, содержащее конвейер для щитов, поворотную в вер тикальной плоскости paj с двумя про дольными балками, электродвигателем и электромагнитными прижимами, и реверсивный привод i. Недостатком этого устройства является то, что укладка щитов производится на подъемно-приемный стол, сортировочную площадку или на другую линию только с одной стороны конвейера, и поэтому у этого устройства производительность мала. Иель изобретения - повышение производительности путем укладки щитов с двух сторон конвейера. Для достижения этой цели продоль ные балки установлены в подшипниках с откидныгли верхними -полукольцами, и на торце балок образован диаметральный паз с контактами, которые подсоединены к электродвигателю и электро магнитым прижимам, при этом соосно каждой балке расположены два соосных вала, соединенных между собой муфтой, один из которых укреплен с возможностью осевого перемещения, а другой связан с реверсивным приводом, и на его свободном торце образован диаметральный вцступ с.контактами для паза и контактов продольной балки. На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - поперечный разрез А-А на фиг. 1; на фиг. 3 - поперечный разрез Б-Б на фиг. Ij на фиг. 4 - узел по разрезу В-В на фиг. на фиг. 5 - узел по разрезу Г-Г на фиг. 1; на фиг. 6 - узел по разрезу Д-Д на фиг. 1. Устройство для подачи и укладки щитов состоит из аыравнивающего роликового конвейера 1 и направляющей линейки 2f параллельно расположенных механизмов переворота, состоящих, например, из пневмоцилиндров 3, сообщающих двум соосным валам 4, соединенных муфтой 5, возвратно-поступательное движение и закрепленных на подшипниках б. Один из валов своим торцом прикреплен к штоку 7 пневмоцилиндров 3, второй вал имеет звездочку 8, которая соединена с реверсивным приводом с реверсированием до 180, а торец его выполнен с диаметральным выступом 9 (см. фиг. 5 и 6J, заканчивающимся контактными штекерами 10, которые соединены с электрокабелем 11, вмонтированным в сквозное по оси отверстие, сделанное вдол валов и штока; механизма укладки, выполненного из приводного рольганга параллельно продольным балкам 12 и 13, на которые насажены секционные валы 14 (диаметром 30-40 мм) , помещенные в раскрывающиеся подшипники, сЬстоягпие иэ нижних полуподшипников 15, закрепленных неподвижно к колоннам 16, и верхних раскрывающихся полуподшипников 17, соединенных между собой шарнирно. Полуподшипники 17 вы полнены в виде полуколец, которые раскЕйлваются при помощи двухстороннего действия пневмоцилиндров 18. Шток 19 пневмоцилиндров 18 крепится к раскрывающемуся полуподшипнику 17 шарнирно. корпус пневмоцилиндров 18 крепится шарнирно на колоннах 16 (см, фиг, 1 и 3). Ка фиг, 4 изображен один из ниж них полуподшипников 15, на котором свободно лежит средний секционный вал 14. Торцы передних секционных ва лов 14, расположенные параллельно на механизме укладки, имеют диаметральные пазы 20 (фиг. 5 и 6) и гнезда для контактных штекеров 10, а также продольные отверстия, в которые вмон тированы электрокабели 11, подключен ные к электродвигателю 21 и электромагнитам 22 с прижимами 23, смонтированными- между приводными роликами 24, прижимы 23 прикреплены к электромагнитам 22, Пйевмоцилиндры 3 надвигаются валами 4 на крайние секцион ные валы 14, и они, благодаря диамет ральным выступам 9 и пазам 20, сцепляются и осуществляют при помощи реверсивного привода через звездочку 8 поворот на 180. и возврат (после укладки щита) механизма укладки в первоначальное положение. Надвигание валов 4 на передние секционные валы 14 производится поочередно. Ролики 24 приводного рольганга и поперечные балки 25 крепятся к продольным 12 и 13, образуя тем самым поворотную в вертикальной плоскости раму. На- поперечные .балки 25 крепятся передвижные электромагниты 22 с прижимами 23, прижимная линейка 26 с ролвками 27, которые осуществляют прижим щита 28. Электромагниты 22 с прижимами 23 могут передвигаться поперек механизма укладки в зависимости от ширины щита. В конце механизма укладки установлен упор 29 с датчиком 30, которые могут передвигаться вдоль устройства. Привод роликов 24 механизма укладки состоит из электродвигателя 21, смонтированного на поперечной балке 25, цепи 31 и звездочки 32. Приемный стол 33 выполнен в виде приводного роликового конвейера, служащегр для приема щитов, формирования пакета и перемещения сформированного пакета из зоны укладки на роликовый конвейер 34. Механизм укладки щитов во время на 180 мягко ложится на колонны 35, на поверхностях которых уложен амортизирующий материал. Вместо приемного стола 33 или сортплощадки может быть установлен конвейер,выполняющий функцию промежуточного транспортного средства, установленного в линии, установке и т. д,, расположенный с обеих сторон устройства. Роликовый конвейер 36 направляет щиты на дальнейшую обработку или на сортировочные площадки. Устройство работает следующим образом. В начале подается команда одной стороне устройства на сцепление механизма поворота с механизмом укладки. Это производится следук1пим образом: при помощи пневмоцилиндра 3 оба вала 4, соединенные муфтой 5 и заключенные в подшипниках 6, надвигаются на передний секционный вал 14, и их сцепление происходит благодаря диаметральному выступу 9 и диаметральному пазу 20, Одновременно штекеры 10., прикрепленные к диаметральному выступу 9, входят в гнезда, расположенные в пазу 20, и подключаются с помощью электрокабеля .11 к электродвигателю 21 и электромагнитам 22 с прижимами 23, Одно-временно дается команда двухстороннего действия пневмоцилиндрам 18 на сжатие крайних секционных валов 14 с помощью ракрывающихся полуподиипников 17, В это время на другой стороне устройства вал 4 расцеплен с передним секционным валом 14 и оба вала 14 расжаты с раскрывающимися подшипниками 17, Щиты из линии поступают на выравниваитдай роликовый конвейер 1, так как для создания возможности укладки сайтов в пакеты щиты должны быть выровнены по отношению к устройству. Выравниваясь, щиты прижимаются к направляющей линейке 2 и направляйтся на приводной рольганг механизма укладки. Щит, дойдя до упора 29, нажимает на датчик 30, который, отключает электродвигатель 21, останавливает ролики 24 и дает команду электромагнитам 22 для прижима щита 28 к линейке 26 с роликами 27. Реверсивный электродвигатель через цепи, звездочку 8 вала 4 и секционный вал 14 производит поворот механизма на IBO, При окончании поворота механизм укладки мягко ложится на колонны 35, нажимает датчик и дает команду на прекращение поворота. Одновременно дается команда электромагнитам 22 на разжатие прижимов 23 для сброса щита, на возврат механизма укладки в исходное положе- ние для приема следующего щита и на опускание вниз приемного стола 33 на толщину щита. По окончании формирова ния пакета через пульт управления дается команда двухстороннего действия пневмоцилйндрам 18 на разжатие крайних секционных валов 14, т. е. откидываются раскрывающиеся прлуподшипники 17, расцепляется вал 4 с пе- редним секционным валом 14 при помощи пневмоцилиндра 3, отключаются электрокабель 11, электродвигатель 21 и электромагниты 22 с прижимами 23 механизма укладки. После этого дается команда другой стороне устройства , которая аналогично первой производит сцепление механизма переворота с механизмом укладки с одновр менным подключением электродвигателя 21, электромагнитов 22 с прижимами 23 и пневмоцилиндров 18 на сжатие крайних секционных валов 14 при по МО1ЩИ раскрывающихся полуподшипников. Укладка щитов в пакеты на другой стороне устройства аналогична описан ным операциям. Упор 29 с датчиком 30 могут перемещаться вдоль устройства. Это осуществляется следующим образом Приподнимается механизм укладки, упор 29 и датчик 30 при помощи винта расположеннохю под механизмом укладки, перемещаются на расстояние, ра:вное длине Щита, после этого механизм укладки возвращается в исходное положение. Вели по технологическим соображениям щиты нужно пропускать на дальнейшую обработку, то упор 29 с датчиком 30 опускается несколько ниже механизма укладки, и гциты беспрепятственно направляются на роликовый конвейер 36. Такая конструкция устройства позволяет укладывать щиты или древесностружечные плиты различных размеров с двух сторон. Укладка щитов на сортировочные площадки с обеих сторон значительно уменьшает занимаемую производственную площадь. Расширяются технологические возможности: например вместо приемного стола или сортировочной площадки можно установить кон-, вейер, выполнякхций функцию промежу точного транспортного средства, установленного в -линии. Формула изобретения Устройство для подачи и уклгщки щитов, содержащее конвейер для щи;Тов, поворотную В вертикальной плоскости раму с двумя продольными балками, электродвигателем и электромагнитными прижимами, и реверсивный привод, отлич ающееся тем, что, с целью повьашения производительности путем укладки пдатов с двух сто)рон конвейера, продольные балки ус тановлены в подшипниках с откиднь1ми верхними полукольцами, и на торце балок образован диаметральный паз с контактами, которые подсоединены к электродвигателю, и электромагнитным прижимам, при этом соосно каждой 5алке расположены два соосных вала, соединенные Между собой муфтой, один из которых укреплен с возможностью осевого перемещения, а другой связан с реверсивйым приводом, и на его свободном торце образован диаметральный выступ с кочтакталш для паза и контактов продольной балки. Источники информации, принятые во внимание при экспертизе , 1. Авторское свидетельство СССР 617339, кл. В 65 G 57/32, 1977. , / ,ff 3 25

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения и укладки мебельных щитов | 1977 |
|
SU617339A1 |
| Переворотно-пропускное устройство | 1979 |
|
SU772953A1 |
| Раздвижной роликовый конвейер | 1985 |
|
SU1361065A1 |
| Устройство для перемещения и укладки мебельных щитов | 1979 |
|
SU867800A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Устройство для укладки заготовокВ СТОпу | 1979 |
|
SU850530A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СБРАСЫВАНИЯ И ТОРЦОВКИ КРУГЛОГО ЛЕСА | 1968 |
|
SU220843A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Устройство для боковой разгрузки плоских деталей с роликового конвейера с их разворотом | 1989 |
|
SU1692919A1 |
| СОРТИРОВОЧНЫЙ СТОЛ ДЛЯ ЛИНИИ АВТОМАТИЗИРОВАННОЙ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2352408C2 |
1 и
35
„ 4
п
J5
JJ-
и 2.1
55
16
33
r-r . 7
-E
10 V4
ff.f W.
16
J3
/
25
111
S 9
г.е 18
