(54) KAfiEPa ТЕРМООБРАБОТКИ ИЗДЕЛИЙ
из ДРЕВЕСИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Камера термообработки изделий из древесины | 1976 |
|
SU672460A1 |
| Сушильная полка для мебельных щитов | 1984 |
|
SU1179060A1 |
| Устройство для перемещения и укладки мебельных щитов | 1977 |
|
SU617339A1 |
| Устройство для перемещения и укладки мебельных щитов | 1979 |
|
SU867800A1 |
| Устройство для выдержки изделий | 1976 |
|
SU808801A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Установка для сушки изделий | 1979 |
|
SU840638A1 |
| ЛИНИЯ ДЛЯ ТЕПЛОВОЙ РЕЗКИ ЛИСТОВ | 1991 |
|
RU2093327C1 |
| Устройство для обработки и перемещения мебельных щитов | 1979 |
|
SU927665A1 |
| Линия для лакирования и сушки щитовых изделий | 1979 |
|
SU856581A1 |
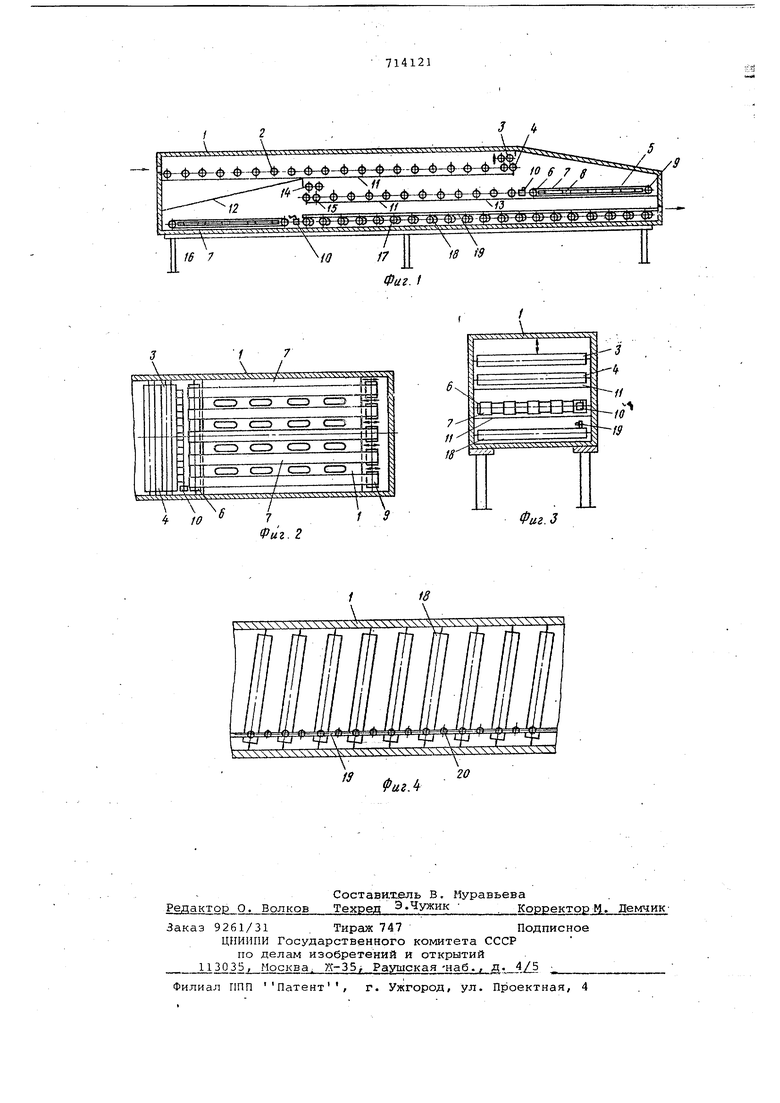
. ,. . / , .; Изобретение откосится к оборудованию для термообработки изделий из древесины, гфимеияеМого lipeHMyHSe ственно в мебельной и деревоо&раьбатываюгчёй промьвиланности, например, охлаждения ьгитов. . /: v-. , Известно устройство для охлаждения древесных материалов, состоящее из камеры, цепного транспортера я: отражательных перегоррдок для направленного движелия воздуха tU - Недостаток известного устройства - возможность.охлаждать толькйп ты одного размера. Наиболее близким техническ11 М решением из известных является,кам ра термообработки, предназначенная дря охлаждения мебельных щитов,. Камера содержит корпус с поярусно размещенными внутри рольгангами для перемещения ащтов от загрузочHoilo конца камеры к разгрузочному; 2 .. Недостатком известной камеры явл .ется то, что скорость перемещения щитов мала и разгрузка щитов осуществляется вручную. Целью настоящего изобретения явл ется создание возможности механизаххии выгрузки и повышение производительности камеры. Это достигается тем, что рольганги промежуточных ярусов имеют меньшую длину по сравнению с рольгангами верхнего и нижнего ярусов, примыкающих к загрузочному и разгрузочному концам камеры, и в плоскостях всех рольгангов, кроме верхнего, установлены в чередующемся порядке перегружаюсцие ленточные транспор ёры, на выходном конце каждого рольганга, кроме нижнего, расположена пара удерживающих роликов, над которыми со смещением установлена пара регулируемых по высоте опорных роликов, а нижний рольганг вьшолнен со смещенными роликами и размещенной у боковой стенки .камеры базовой линейкой, снабженной вертикальныьда неприводными роликами.. На фиг.. 1 изображен продольный разрез камеры охлаждения; на фиг. 2 вид сверху приемного плоскоременного транспортера; на фиг. 3 - поперечный разрез камеры охлаждения; на фиг. 4 - вид сверху выравнивающего рольганга. Камера термообработки состоит из корпуса 1, имеющего несколько прусов. Верхний ярус снабжен приводным рольгангом 2, на выходном ко це которого имеются опорные приводные ролики 3, регулируемые по высоте, которые смещены по отношению к удерживающим приводным роликам 4. Ролики опорные 3 и удерживающие 4 имеют шероховатую поверхность для лучшего сцепления с пластами щитов. Средний ярус снабжен транспортером 5, состоящим из приводного ролика 6, на котором одеты плоские ремни 7, а между ремнями перфориров ный щит-настила 8. На конце щита настила 8 для натяжения каждого рем ня 7 расположены натяжные ролики 9. Лeнтo iный транспортер 5 снабжен выключате ем 10. Для создания повышенной скорости движения воздуха служат перегородки 11 и 12. Приводной рольганг 13 среднего яруса снабжен на конце опорными 14 и удерживающими 15 роли ками . Нижний ярус камеры снабжен ленточным транспортером 16, рольгангом 17, выполненным в виде роликов 18, установленных под углом к продольной оси рольганга 17 для выравнивания щитов ,во время движения и прижима их к базовой линейке 19, по длине которой установлены вертикальные неприводные резиновые ролики 20. Камера термообработки работает следующим образом. Щиты, покрытые лакокрасочными веществами, поступают на.верхний ярус корпуса 1, где направляются приводным рольгангом в зону передачи щитов на средний ярус. При выходе с верхнего яруса передний конец щита при помощи опор ных роликов 3 находится на весу, Как только задний конец щита пройд опорные 3 и приводные 4 ролики, щи падает с вМсоты 80-100 мм на непод вижный ленточный транспортер 5 сред него яруса. При этом щит нажимает выключатель 10, включая транспорте 5, который направляет его по привод ному рольгангу 13 к опорным 14 йу .живающим 15 роликам для перегрузки щитов на нижний ярус. Для устранения прогиба плоских ремней 7 установлен перфорированный щит-настил Транспортер 16 направляет щиты на выравнивающий рольганг 17. Щиты при движении по рольгангу 17 выравниваются за счет смещения роликов 18, и прижимаются к базовой линейке 19. РОЛИКИ 20 предохраняют кромки щитов от механических повреждений. По рольгангу 17 щиты направляются к выходу из камеры на механизированную укладку в пакеты. Эффективность камеры определяется большими скоростями (до 25 м/мин), и многоярусным исполнением , что позволяет сэкономить производственную площадь. Формула изобретения , 1. Камера термообработки изделий из древесины, например, охлаждения мебельных щитов, содержащая корпус с поярусно размещенными внутри рольгангами для перемещения щитов от загрузочного конца камеры к разгрузочному, отличающаяся тем, что, с целью механизации выгрузки и повышения производительности, рольганги промежуточных ярусов имеют меньшую длину по сравнению с рольгангами верхнего и нижнего ярусов, примыкающих соответственно к загрузочному и разгрузочному концам камеры, и в плоскостях всех рольгангов, кроме верхнего, установлены в чередующемся порядке перегружающие ленточ-ные транспортеры. 2.Камера по п. 1, отличающаяся тем, что на выходном конце каждого рольганга, кроме нижнего, расположена пара удерживающих роликов, над которыми со смещением установлена пара регулируемых по высоте опорных роликов. 3.Камера по п. 1, отлича ющ а я с я тем, что нижний рольганг выполнен со смещенными роликами и размещенной y боковой стенки камеры базовой линейкой, снабженной вертикальными неприводными роликами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 207802, кл. F 26 В 15/12, 1966. 2.Стерлин Д.М. Сушка в производстве фанеры. М., Лесная промышленность , 1968, с. 163.
W 7
10
W
17 |
18 id Фиг. / -Ф-ф-; -(1) ф-ф ф ф ф-ф-Ф-ф-ф-ф-Ф 10 S а - - V/f Ф Ф ф ф-ф Ь ф Ф О / V/ /3 )
