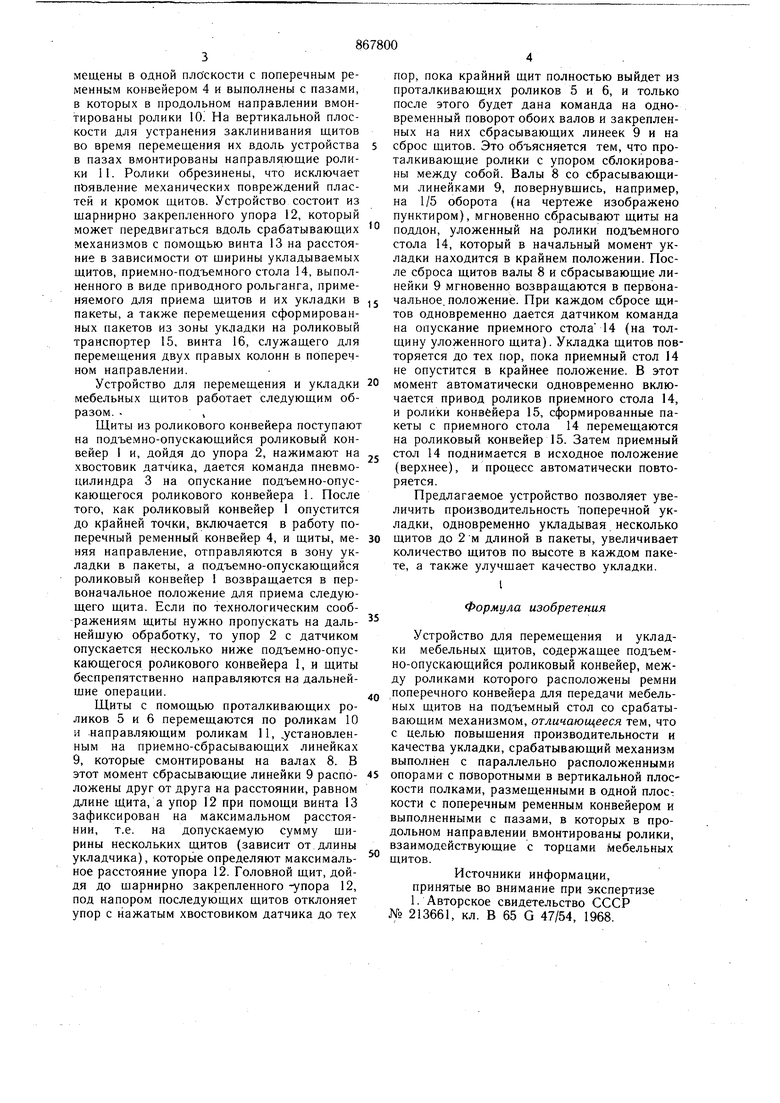
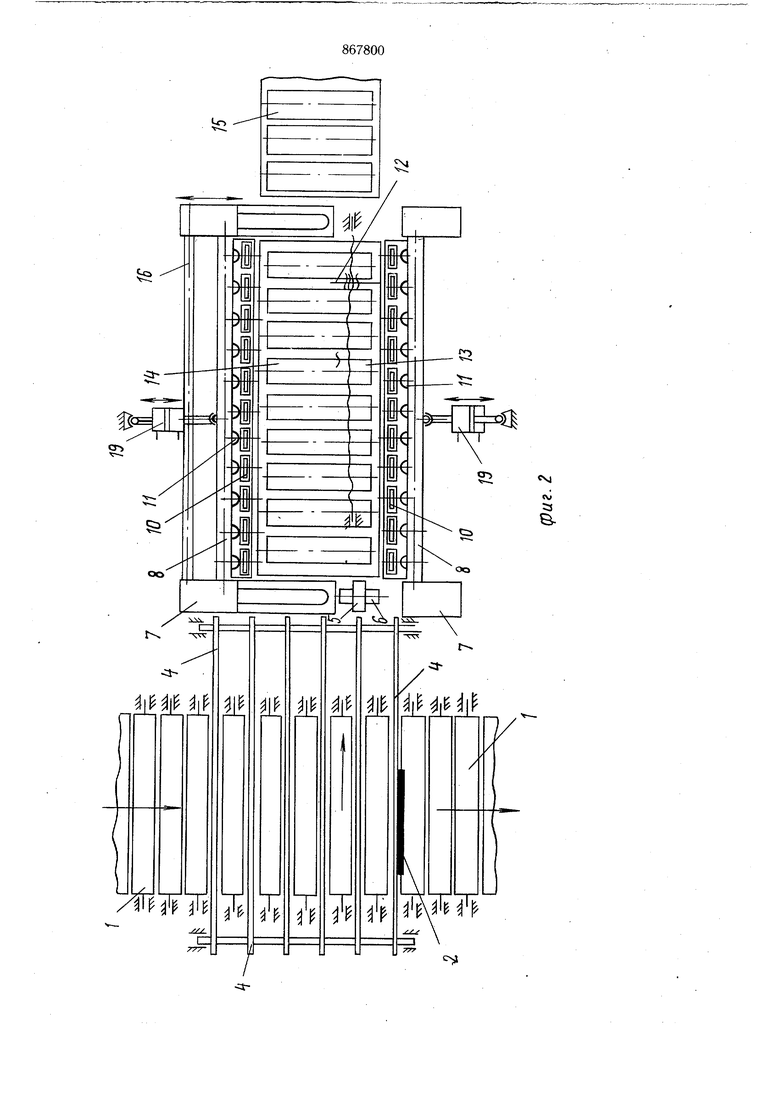
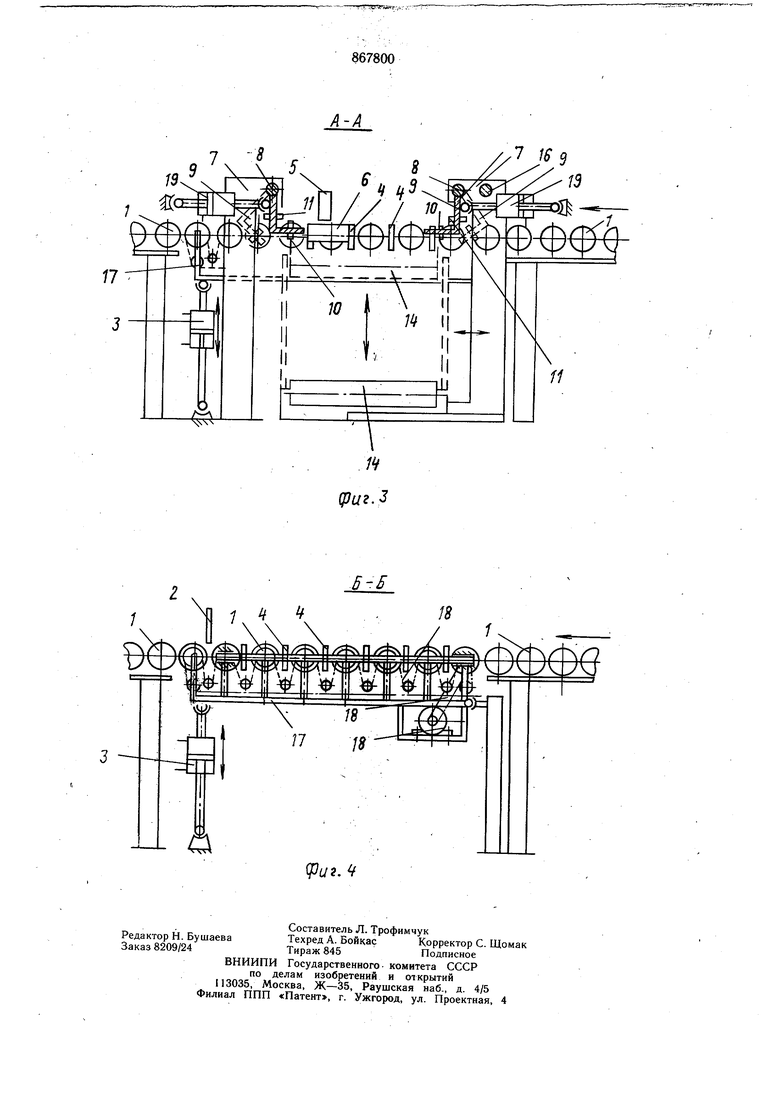
(54) УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ И УКЛАДКИ МЕБЕЛЬНЫХ ЩИТОВ Изобретение относится к устройствам, используемым для поперечной укладки мебельных щитов одновременно в несколько пакетов, и может применяться в мебельной и деревообрабатывающей промышленности. Известно устройство для перемещения и укладки мебельных щитов, содержащее подъ емноопускающийся роликовый конвейер, между роликами которого расположены ремни поперечного конвейера для передачи мебельных щитов на приемный стол со сбрасывающим механизмом 1. Недостаток известного устройства - низкие производительность и качество укладки. Цель изобретения - повышение производительности и качества укладки. Поставленная цель достигается тем, что сбрасывающий механизм выполнен с параллельно расположенными опорами с поворотными в вертикальной плоскости полками, размещенными в одной плоскости с поперечным ременным конвейером и выполненными с пазами, в которых в продольном направлении вмонтированы ролики, взаимодействующие с торцами мебельных щитов. На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид В плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1. Устройство для перемещения и укладки мебельных щитов состоит из подъемно-опускающего роликового конвейера 1 с упором 2, пневмоцилиндра 3, предназначенного для подъема и опускания роликового конвейера 1, поперечного ременного конвейера 4, расположенного между роликами несколько ниже уровня подъемно-опускающегося роликового конвейера 1. Поперечный конвейер 4 меняет направление подачи щитов в сторону разгрузочной зоны на 90°, обрезиненных проталкивающих роликов, одного верхнего 5 (неприводного, подпружиненного)- и двух спаренных нижних 6, которые являются приводными. Верхний проталкивающий ролик 5 регулируется по высоте в зависимости от толщины укладываемых щитов. Проталкивающие ролики установлены для перемещения щитов в зону укладки. Сбрасывающие механизмы состоят из параллельно расположенных опор 7, из поворотных в вертикальной плоскости полок, состоящих из валов 8, на которых закреплены приемно-сбрасывающие линейки 9 Г-образного исполнения (закреплены штоком пневмоцилиндров). Полки размещены в одной плоскости с поперечным ременным конвейером 4 и выполнены с пазами, в которых в продольном направлении вмонтированы ролики 10. На вертикальной плоскости для устранения заклинивания щитов во время перемещения их вдоль устройства в пазах вмонтированы направляющие ролики 11. Ролики обрезинены, что исключает появление механических повреждений пластей и кромок щитов. Устройство состоит из щарнирно закрепленного упора 12, который может передвигаться вдоль срабатывающих механизмов с помощью винта 13 на расстояние в зависимости от ширины укладываемых щитов, приемно-подъемного стола 14, выполненного в виде приводного рольганга, применяемого для приема щитов и их укладки в пакеты, а также перемещения сформированных пакетов из зоны укладки на роликовый транспортер 15, винта 16, служащего для перемещения двух правых колонн в поперечном направлении. Устройство для перемещения и укладки мебельных щитов работает следующим образом. .1 Щиты из роликового конвейера поступают на подъемно-опускающийся роликовый конвейер 1 и, дойдя до упора 2, нажимают на хвостовик датчика, дается команда пневмоцилиндра 3 на опускание подъемно-опускающегося роликового конвейера 1. После того, как роликовый конвейер 1 опустится до крайней точки, включается в работу поперечный ременный конвейер 4, и щиты, меняя направление, отправляются в зону укладки в пакеты, а подъемно-опускающийся роликовый конвейер 1 возвращается в первоначальное положение для приема следующего щита. Если по технологическим соображениям щиты нужно пропускать на дальнейщую обработку, то упор 2 с датчиком опускается несколько ниже подъемно-опускающегося роликового конвейера 1, и щиты беспрепятственно направляются на дальнейшие операции. Щиты с помощью проталкивающих роликов 5 и 6 перемещаются по роликам 10 и направляющим роликам 11, установленным на приемно-сбрасывающих линейках 9, которые смонтированы на валах 8. В этот момент сбрасывающие линейки 9 расположены друг от друга на расстоянии, равном длине Щита, а упор 12 при помощи винта 13 зафиксирован на максимальном расстоянии, т.е. на допускаемую сумму щирины нескольких щитов (зависит от длины укладчика), которьш определяют максимальное расстояние упора 12. Головной щит, дойдя до шарнирно закрепленного -упора 12, под напором последующих щитов отклоняет упор с нажатым хвостовиком датчика до тех пор, пока крайний щит полностью выйдет из проталкивающих роликов 5 и 6, и только после этого будет дана команда на одновременный поворот обоих валов и закрепленных на них сбрасывающих линеек 9 и на сброс щитов. Это объясняется тем, что проталкивающие ролики с упором сблокированы между собой. Валы 8 со сбрасывающими линейками 9, ловернувщись, например, на 1/5 оборота (на чертеже изображено пунктиром), мгновенно сбрасывают щиты на поддон, уложенный на ролики подъемного стола 14, который в начальный момент укладки находится в крайнем положении. После сброса щитов валы 8 и сбрасывающие линейки 9 мгновенно возвращаются в первоначальное, положение. При каждом сбросе щитов одновременно дается датчиком команда на опускание приемного стола 14 (на толщину уложенного щита). Укладка щитов повторяется до тех пор, пока приемный стол 14 не опустится в крайнее положение. В этот момент автоматически одновременно включается привод роликов приемного стола 14, и ролики конвейера 15, сформированные пакеты с приемного стола 14 перемещаются на роликовый конвейер 15. Затем приемный стол 14 поднимается в исходное положение (верхнее), и процесс автоматически повторяется. Предлагаемое устройство позволяет увеличить производительность поперечной укладки, одновременно укладывая несколько щитов до 2 м длиной в пакеты, увеличивает количество щитов по высоте в каждом пакете, а также улучшает качество укладки. 1 Формула изобретения Устройство для перемещения и укладки мебельных щитов, содержащее подъемно-опускающийся роликовый конвейер, между роликами которого расположены ремни поперечного конвейера для передачи мебельных щитов на подъемный стол со срабатывающим механизмом, отличающееся тем, что с целью повышения производительности и качества укладки, срабатывающий механизм выполнен с параллельно расположенными опорами с поворотными в вертикальной плоскости полками, размещенными в одной плоскости с поперечным ременным конвейером и выполненными с пазами, в которых в продольном направлении вмонтированы ролики, взаимодействующие с торцами мебельных щитов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 213661, кл. В 65 G 47/54, 1968.
M
lil
11
iii
M
vj
oj 5S
/
ММ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки и перемещения мебельных щитов | 1979 |
|
SU927665A1 |
| Устройство для подачи и укладкищиТОВ | 1979 |
|
SU812657A1 |
| Устройство для перемещения и укладки мебельных щитов | 1977 |
|
SU617339A1 |
| Устройство для перемещения и укладкиМЕбЕльНыХ щиТОВ | 1974 |
|
SU833467A1 |
| Устройство для укладки заготовокВ СТОпу | 1979 |
|
SU850530A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШТАБЕЛЕЙ И ПАКЕТОВ ПИЛОМАТЕРИАЛОВ | 2008 |
|
RU2372269C1 |
| Линия для изготовления древесных щитов | 1989 |
|
SU1636210A1 |

/УХ
d
777mW
