1
Изобретение относится к устройствам, используемым для укладки мебельных, древесностружечных, металлических и т. п. щитов в пакеты, преимущественно применяемым в мебельной и деревообрабатывающей промышленности.
Известно устройство для перемещения и укладки мебельных щитов, содержащее установленный на опорах подающий рольганг с выравнивающей линейкой и нодъемвый стол с механизмом для укладки щитов.
Данное устройство нельзя компоновать в линиях между оборудованием, на котором выполняются две технологические операции, например в отделочных линиях. Также такой конструкции укладывающее устройство нельзя использовать для укладки щитов после линии калибрования древесностружечных плит по толщине, так как после калибрования древесностружечные плиты сортируются и укладываются па сортировочные площадки, расположенные вдоль транспортера, а данное устройство не может пропустить плиты на следующую площадку.
Целью изобретения является расширение технологических возможностей устройства.
Достигается это тем, что на опорах одна параллельно другой установлены две продольные балки, на одну из которых насажены секционные валы, причем продольные балки снабжены понеречнььми балками, несущими приводной рольганг, ролики которого расположены вдоль продольных балок, пневмоцилиндры с прижимами, установленными между роликами приводного рольганга, и прижимную линейку, неподвижно закрепленную на поперечных балках, а ролики подающего рольганга установлены под углом к продольной оси рольганга.
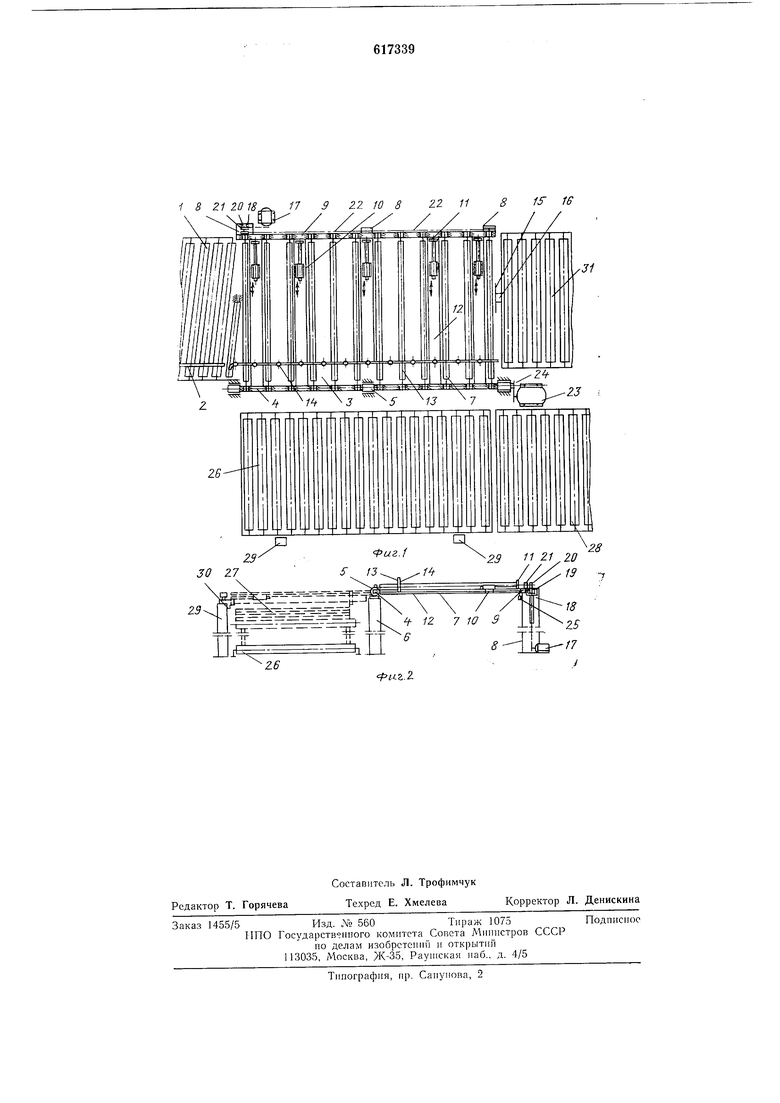
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - то же, поперечный разрез.
Устройство состоит из выравнивающего рольганга 1, выполненного в виде роликов, смещенных в отношении продольной оси рольганга под некоторым углом, для выравнивания щитов во время их движения и прижима их к базовой линейке 2, консольного переворотного устройства, снабженного приводным рольгангом 3 и продольной балкой 4, на которую насажены секционные валы 5, подшипниками прикрепленные к опорам 6. Ролики 7 приводиого рольганга 3 одним концом прикреплены к продольной балке с насаженными секционными валами, а другим - к свободно лежащей на опорах 8 продольной балке 9. Между роликами нриводного польганга размещены
писвмоцилиндры 10 с прижимами 11, приKpeii.ieniibie к Г1011е)ечным балкам 12, которые закреплены па продольных балках 4 п 9. На поперечных балках 12 пеподвижно закреплена прижимпая липейка 13 с вертикальными роликами 14. Во избежание цараппп, рисок, вмятин на кромках обрабатываемых пдитов плоскости лапок прижимов и ролики 14 покрыты резиной. В коппе консольного переворотпого устройства установле1г упор 15 с датчиком 16, который при помощи випта может передвигаться вдоль предлагаемого устройства. Впит расположен под приводпым рольгангом. Привод рольгапга состоит из электродвигателя 17, звездочек 18, цилиндрической шестерни 19, которая свободно спеилена при помощи своих зубьев с зубьями цилиндрической щестерип 20 рольганга. Шестерня 20 соедппена со звездочкой 21, которая передает вращение роликам с помощью цепи 22. Реверсивный электродвигатель 23 через звездочку 24 осуществляет поворот консольпого переворотного устройства, а при помощи датчика 25-команду для останова переворота и для вращения роликов 7 нриводного рольганга 3.
Приемный подъемный стол 26 служит для приема щитов, формирования пакетов 27 п перемещения сформированного пакета из зоны укладки на роликовый транспортер 28 и снабжен опорами 29, на поверхпостях которых уложеп амортнзирующий материал для мягкого нрпема консольного переворотного устройства со щитом. Датчик 30 дает команду пневмоцилиндрам с прижимами на сброс щита, приемному столу на опускание вниз па толщину щита и консольному переворотному устройству на возврат в исходное положение.
Рольганг 31 направляет щнты на дальнейщую обработку.
Устройство работает следующим образом.
Щиты из линии поступают на выравнивающий рольганг 1, так как для создания возможности укладки щитов в пакеты щиты быть выравнены но отнощению к предлагаемому устройству. Выравниваясь, щиты прижимаются к базовой линейке 2 и направляются на приводной рольганг 3. Щит, дойдя до упора 15, нажимает на датчик 16, который отключает электродвигатель 17, останавливает ролики 7 приводного рольганга 3, дает ко.манду пневмоцилиндрам 10 с прижимами 11 для прижима щита к базовой линейке 13 с роликами 14 и консольному нереворотному устройству для поворота на 180°. По окончании поворота консольного переворотного устройства он мягко ложится на опоры 29, нажимает датчик 30 и дает команду на прекращение поворота. Одновременно дает команду иневмоцилиндрам 10 на разжим прижимов И аля сброса щита и на возврат консольного
переворотного устройства на исходное положение и на опускание вниз приемного подъемного стола на то.;1щипу щита. Укладка щитов повторяется до тех пор, пока приемпый подъемный стол 26 не опускается на крайнее нижнее положение. В этот момент автоматически включается привод роликов приемного стола, и на роликах сформированный пакет 27 перемещается на роликовый транснортер 28, подхватывается электрокарой, которая отвозит пакет щитов на склад готовой продукции. После возврата консольного нереворотного устройства в исходное ноложение датчик 16 дает команду для остановки реверсивному электродвигателю 23, а электродвигатель 17 через звездочку 18, цилиндрическую щестерню 19, которая свободно сцеплена с цилиндрической шестерней 20, через звездочку 21 и цепь 22 для приема следующего щита.
Перемещение упора 15 с датчиком 16 вдоль устройства производится следующим образом.
Приподнимается консольное переворотное устройство, упор с датчиком при помощи винта перемещается на расстояние, равное длине щита, и консольное переворотное устройство опускается.
Если по технологическим соображениям щиты нужно пропускать на дальнейшую обработку, то упор с датчиком онускается несколько ниже консольного переворотного устройства, и щиты беспренятственно неремещаются но рольгангу 31.
Такая конструкция устройства позволяет укладывать щиты или древесностружечные илиты различных размеров. При укладке исключена возможность повреждепия лаковой пленки, появления царапип, рисок, вмятин. В отличие от известных устройств создана возможность пропускать щиты через него без укладки на дальнейшую обработку.
Формула изобретения
Устройство для перемещения и укладки мебельных щитов, содержащее установленные на опорах подающий рольганг с выравнивающей линейкой и подъемный стол с механизмом для укладки щитов, отличающееся тем, что, с целью расщирения технологических возможностей устройства, на опорах установлены взаимно параллельно две продольные балки, на одну из которых насажены секционные валы, на балках закреплены поперечные балки, несущие приводной рольганг, ролики которого расположепы вдоль продольных балок, пневмоцилипдры с прижимами, установленными между роликами нриводного рольганга, и прижимную линейку, неподвижно закрепленную на поперечных балках, а ролики подающего рольганга установлены под углом к продольной оси рольганга.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи и укладкищиТОВ | 1979 |
|
SU812657A1 |
| Устройство для перемещения и укладки мебельных щитов | 1979 |
|
SU867800A1 |
| Устройство для обработки и перемещения мебельных щитов | 1979 |
|
SU927665A1 |
| Устройство для укладки заготовокВ СТОпу | 1979 |
|
SU850530A1 |
| Приводная тележка | 1976 |
|
SU602435A1 |
| Камера термообработки изделий из древесины | 1975 |
|
SU714121A1 |
| Установка для охлаждения древесностружечных плит | 1980 |
|
SU935309A1 |
| УСТРОЙСТВО для УКЛАДКИ в СТОПУ плоских | 1973 |
|
SU393177A1 |
| Линия изготовления древесных облицовочных щитов | 1989 |
|
SU1636211A1 |
| Устройство для укладки сортового проката | 1983 |
|
SU1154020A1 |
I
29 11 2.1 20
Puz.f 19
