(5) СПОСОБ СОЕДИНЕНИЯ ПРОРЕЗИНЕННЫХ РЕМНЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ
Изобретение относится к машино- строению, а именно к изготовлению резинотехнических изделий, и может быть использовано для соединения методом вулканизации стыка приводных ремней и транспортных лент.
Известен способ соединения прорезиненных ремней, при котором поверхности стыка, подлежащие сращиванию подрезают шерохуют, промывают растворителем, помещают между ними слой связующего вулканизируемого материала, затем нагревают стык спомощью электрического тока высокой частоты и одновременно прессуют.
Известно устройство для осуществления этого способа, содержащее связанные между собой траверсу и основание, прижимную плиту, установленную на основании с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном основанию, и опорную плиту, расположенную над прижимной плитой и жестко соедиЭТОГО СПОСОБА
ненную с траверсой, причем обе плиты снабжены индукторами, питаемыми током высокой частоты ГП
Недостатком известного прессововулканизационного способа соединения прорезиненных лент является то, что нагрев соединительного слоя возможен только при нагреве всего массива ленты в зоне соединительного участка. А нагрев всего массива вызывает структурные изменения в материале ленты, что отрицательно сказывается на прочности соединения.
Для осуществления прессово-вулканизационного способа используются устройства различных конструкций.
Недостаток известных устройств заключается в том, что нагревательные плиты с тепловыми элементами расположены параллельно друг другу. В то же время известно, что широкое распространение получил способ соединения при помощи косого стыка. Поэтому параллельное расположение на392
гревательных элементов при сращивании ленты с помощью косого стыка не обеспечивает одновременный и равномерный прогрев зоны соединительного слоя, Это S значительной мере снижает на дежность соединения.
Цель изобретения - повышение качества соединения.
Поставленная цель достигается тем, что в способе соединения прорезииенных ремней, при котором поверхности стыка подлежащие сращиванию, пЬдрезают,шерохуют, проьадвают растворителем, помещают между ними слои связующего вулканизируемого материала, с последующим нагревом током высокой частоты и одновременным прессо ванием, в связующий вулканизируемый материал предварительно вводят ферромагнитные частицы.
В устройстве для осуществления этого способа, содержащем связанные между собой траверсу и основание, прижимную плиту, установленную на основании с возможностью еозвратно-поступательного перемещения в направлении, перпендикулярном основанию, и опорную плиту, расположенную над прижимной плитой и жестко соединенной с траверсой, и плиты, снабженные индукторами, питаемыми током высокой частоты, индукторы связаны с плитами одними концами шарнирно, а другими посредством регулируемой винтовой пары..
Предлагаемый способ включает следующие операции: подготовку поверхности сращиваемых участков, которые прорезают , шерохуют, промывают растворителем, вводят в связующий слой ферромагнитный порошок, например опилками из стали, устанавливают между сращиваемыми участками связующего слоя, нагревание сращиваемого участка ленты непосредственно в зоне соединительного слоя с помощью электрического поля токов высокой частоты с одновременным прессованием.
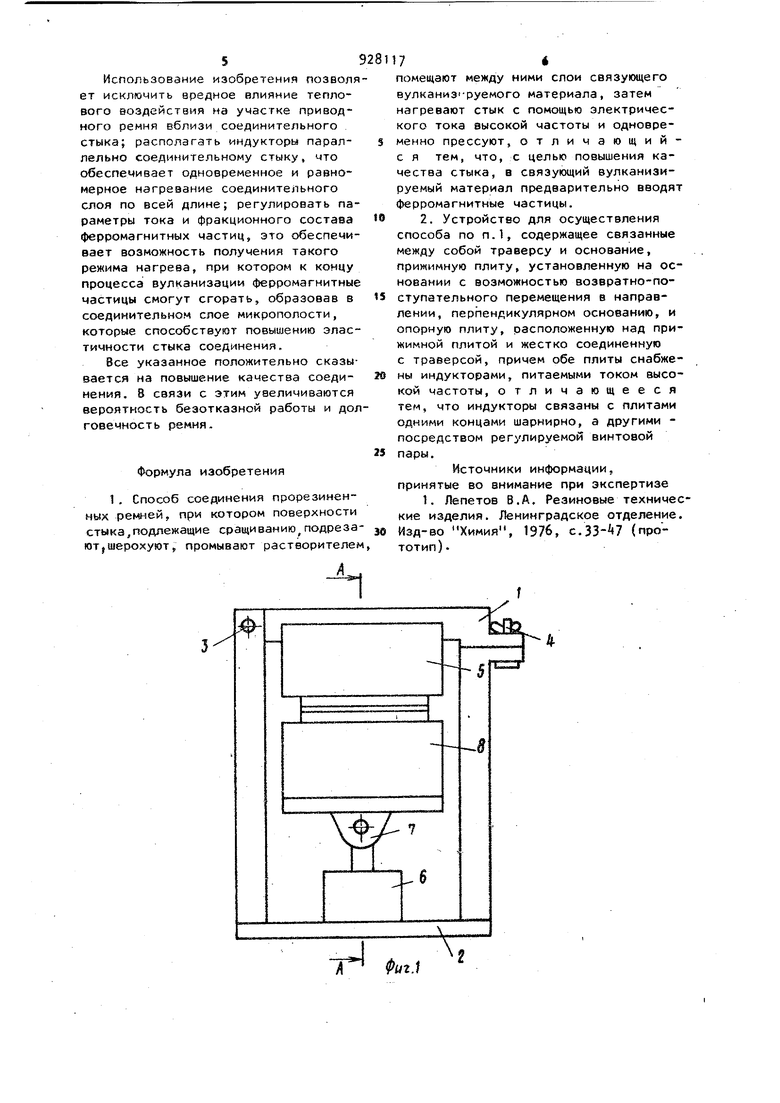
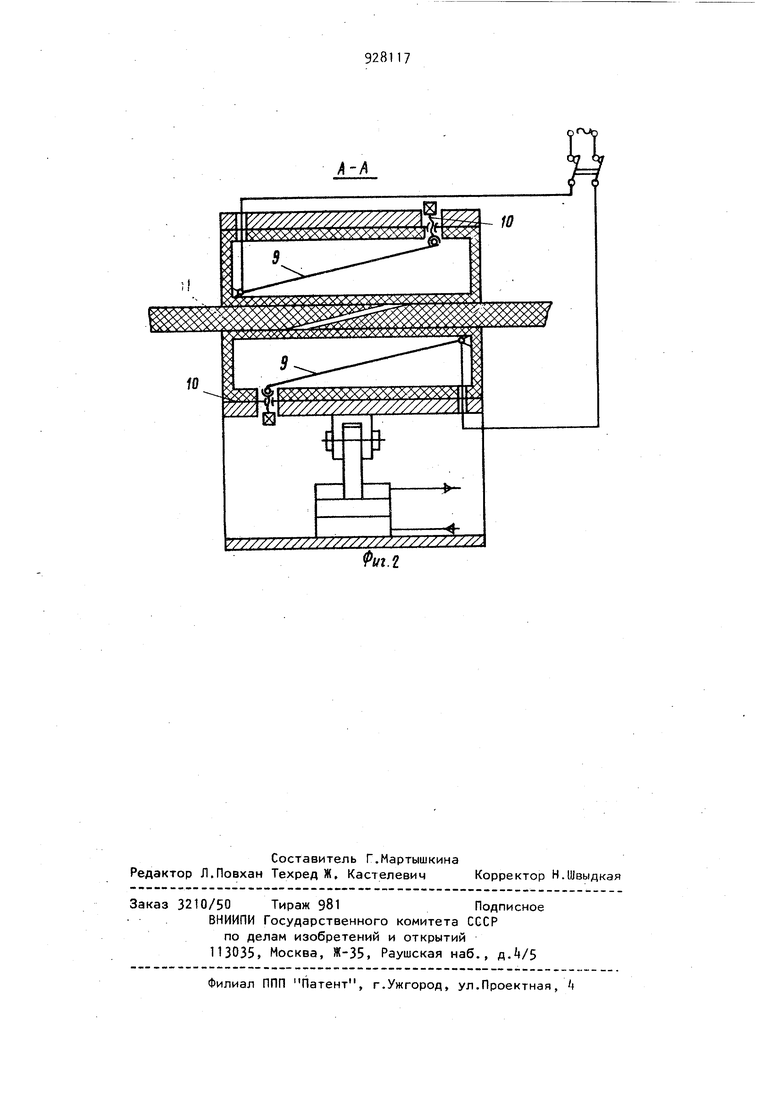
На фиг.1 показано устройство для соединения ремней; на фиг.2 - разрез А-А на фиг.1.
Устройство для осуществления предлагаемого способа выполнено в виде пресса, который содержит траверсу 1 и основание 2, соединенные вертикальными связями. Траверса снабжена шарниром 3 и замком f, с-траверсой жестко соединена опорная плита 5. Нижняя
74
часть пресса состоит из комплекта цилиндров 6, штоки которых соединены с башмаками 7, установленными на прижимной плите 8, Опорная и прижимная плита выполнены из диэлектрического термоизоляционного материала. Внутри плит выбраны полости, куда шарнирно установлены индукторы 9 выполия ОЦ{ие функцию нагревательных элементов. Индукторы подсоединены к электрической цепи тока высокой частоты. Свободные концы индукторов снабжены поворотными механизмами, выполненными, например, в зиде винтовой пары 10. С помощью винтовых пар индукторы могут быть установлены параллельно косому стыку соединений.
Способ соединения прорезиненной ленты и работа пресса осуществляются следующим образом.
Концом ремня стыкам, подлежащим соединению, придают форму косого стыка. Концы ремня скашивают на длине 20-25-кратной толщине ремня, поверхности стыка, подлежащие сращиванию, подчищают напильником с мелкой накачкой, зачищают стеклянной бумагой среднего номера и промывают бензином В стык укладывают слой связующего вулканизируемого материала, например прокладку из сырой резины толщиной 0,3-0,5 мм, в которую предварительно введены ферромагнитные частицы, например, стальные опилки..
Подготовленный к соединению стык кладут на прижимную плиту 8 устройст опорную плиту 5 устанавливают в рабочее положение, фиксируют замком Ц. Индукторы 9 с помощью винтовых пар 10 устанавливают параллельно плоскости соединения косого стыка. Замыкают электрическую цепь индукторов. Одновременно цилиндры подключают к гидросистеме. Удельное давление при вулканизации стыка в прессе поддерживают около 1 МПа.
Под воздействием электрического поля токов высокой частоты ферромагнитные частицы разогреваются и передают тепловую энергию зоне соединительного слоя. Температура подогрева 70-80 С. Прогрев осуществляют 2025 мин. После прогрева индукторы обесточивают. Ремень выдерживают в зажатом состоянии до 6 ч, после чего цилиндры отключают от гидросистемы, открывают замок k, откидыоают плиту 5 и вынимают склеенный ремень. 5 Использование изобретения позволя ет исключить вредное влияние теплового воздействия иа участке приводного ремня вблизи соединительного стыка; располагать индукторы параллельно соединительному стыку, мто обеспечивает одновременное и равномерное нагревание соединительного слоя по всей длине; регулировать параметры тока и фракционного состава ферромагнитных частиц, это обеспечивает возможность получения такого режима нагрева, при котором к концу процесса вулканизации ферромагнитные частицы смогут сгорать, образовав в соединительном слое микрополости, которые способствуют повышению эластичности стыка соединения, Все указанное положительно сказывается на повышение качества соединения. 8 связи с этим увеличиваются вероятность безотказной работы и дол говечность ремня. Формула изобретения 1. Способ соединения прорезиненных ремней, при котором поверхности стыка,подлежащие сращиванию подреза гот,шерохуют промывают растворителем
17«помещают между ними слои связующего вулканиз-руемого материала, затем нагревают стык с помощью электрического тока высокой частоты и одновременно прессуют, отличающийс я тем, что, с целью повышения качества стыка, в связующий вулканизируемый материал предварительно вводят ферромагнитные частицы. 2. Устройство для осуществления способа по П.1, содержащее связанные между собой траверсу и основание, прижимную плиту, установленную на основании с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном основанию, и опорную плиту, расположенную над прижимной плитой и жестко соединенную с траверсой, причем обе плиты снабжены индукторами, питаемыми током высокой частоты, отличающееся тем, что индукторы связаны с плитами одними концами шарнирно, а другими посредством регулируемой винтовой пары. Источники информации, принятые во внимание при экспертизе 1. Лепетов 8.А, Резиновые технические изделия. Ленинградское отделение. Изд-ао Химия, 1976, с. (прототип).
4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТКАНЕВЫХ ЛЕНТ | 2013 |
|
RU2544072C1 |
| Пресс для соединения прорезиненных лент | 1977 |
|
SU749680A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ РАЗВЕТВЛЕНИЯ КАБЕЛЯ | 1997 |
|
RU2170486C2 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ сращивания силовых кабелей с резиновой изоляцией | 1990 |
|
SU1785060A1 |
| Устройство для сращивания кабельных изделий | 1976 |
|
SU736234A1 |
| СПОСОБ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН И МЕЖСОЕДИНЕНИЕ | 1997 |
|
RU2182345C2 |
| РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ КАТУШЕК МАТЕРИАЛА В ВИДЕ ЛЕНТЫ, ИМЕЮЩЕЕ НАКОПИТЕЛЬНЫЕ ЭЛЕМЕНТЫ ВРЕМЕННОГО ДЕЙСТВИЯ ДЛЯ МАТЕРИАЛА, РАЗМАТЫВАЕМОГО В ФАЗЕ ЗАМЕНЫ КАТУШЕК, И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2004 |
|
RU2344064C2 |
| БЕСКОНЕЧНЫЙ ПРЕССУЮЩИЙ РЕМЕНЬ ДЛЯ РУЛОННОГО ПРЕСС-ПОДБОРЩИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2512166C2 |
Фиг.1
K-f
