1
Изобретение относится к обработке металлов давлением, в частности к гибке длинномерного листового и полосового материала, и может быть использовано в промышленности при изготовлении гнутых профилей
По основному авт.ев, № 653000 известен способ изгoтoв 1eния гнутых профилей путем жесткого изгиба концевых участков плоской заготовки и последующего растяжения до получения заданной конфигурации по всей ее длине tl.
Недостатком такого способа гибки является невысокая точность форма гнутых деталей из малопластичнь1х материалов (высокопрочных сталей, титановых сплавов и т.п.) вследствие возможности обрыва заготовок в захватах при растяжении.
Цель изобретения - повышение качества профилей из высокопрочных материалов.
2
С этойсцелью согласно способу изготовления гнутых профилей после снятий изгибаюи их моментов на концах заготовки одновременно с приложением растягиващих усилий производят по едовательный изгиб у мает ков заготовки по длине в плоскости, пер- пендикулярной ее продольной оси.
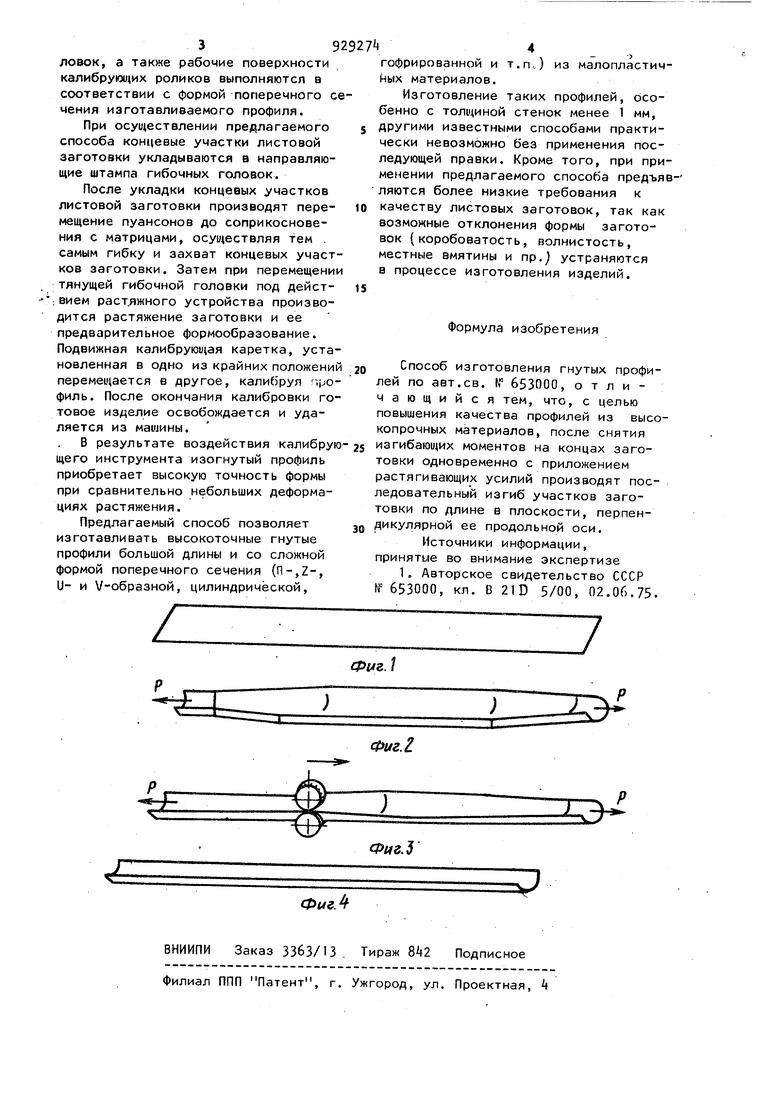
.1 показана исходная заготовка на фиг.2 - местный изгиб концевых участков и приложение растягивающего УСИЛИЯ) на фиг.З - калибровка заготовки с помои ью пары роликов; на Оиг. - готЪвое изделие.
Предлагае1шй способ может быть осуществлен с помощью специальной гибочной растяжной машины. Такая машина содержит неподвижную ii тянущую гибочные головки со штампами для осуществления местного изгиба концевых участков и захвата заготовки, а также подвижную калибрующую каретку с калибрующими роликами. Пуэнсон и матрица штампов гибочных гокалибрущих роликов выполняются в соответствии с формой поперечного се чения изготавливаемого профиля. При осуществлении предлагаемого способа концевые участки листовой заготовки укладываются в направляющие штампа гибочных головок. После укладки концевых участков листовой заготовки производят перемещение пуансонов до соприкосновения с матрицами, осуществляя тем . самым гибку и захват концевых участков заготовки. Затем при перемещении тянущей гибочной головки под дейст, вием раст.яжного устройства производится растяжение заготовки и ее предварител ьное формообразование. Подвижная калибрующая каретка, установленная в одно из крайних положений перемещается в другое, калибруя г.рофиль. После окончания калибровки готовое изделие освобождается и удаляется из машины. В результате воздействия калибрую
щего инструмента изогнутый профиль приобретает высокую точность формы при сравнительно небольших деформациях растяжения.
Предлагаемый способ позволяет изготавливать высокоточные гнутые профили большой длины и со сложной формой поперечного сечения (n-,Z-, и- и V-образной, цилиндрической.
товки одновременно с приложением растягивающих усилий производят последовательный изгиб участков заготовки по длине в плоскости, перпендикулярной ее продольной оси.
Источники информации, принятые во внимание экспертизе
1. Авторское свидетельство СССР № 653000, кл. В 21D 5/00, 02.06.75.
ф14гЛ
5
Фиг.1 йых материалов. Изготовление таких профилей, Особенно с толщиной стенок менее 1 мм, другими известными способами практически невозможно без применения последующей правки. Кроме того, при применении предлагаемого способа предъявляются более низкие требования к качеству листовых заготовок, так как возможные отклонения формы заготовок (коробоватость, волнистость, местные вмятины и пр.) устраняются в процессе изготовления изделий. Формула изобретения Способ изготовления гнутых профилей по авт.св. № 653000, отличающийся тем, что, с целью повышения качества профилей из высокопрочных материалов, после снятия изгибающих моментов на концах заго