Изобретение относится к обработке металлов давлением, в частности к изготовлению профилей из листовых заготовок профилированием в валках, и может быть использовано, в первую очередь, в авиакосмической отрасли, а также в машиностроении при изготовлении тонкостенных гнутых профилей из широкой номенклатуры материалов.
Заявляемое изобретение направлено на решение народнохозяйственной задачи, заключающейся в расширении технологических возможностей при изготовлении профилей из листовых заготовок различных материалов.
Известно а. с. N 1114482 СССР, МПК6 B 21 D 5/06, опубликовано 23.09.84, бюл. N 35, по которому гнутые профили из труднодеформируемых листовых материалов изготовляют в устройстве, содержащем установленные на станине формующие и тянущие клети с рабочими роликами, имеющими замкнутый калибр, и привод, посредством зубчатой передачи, когда формующие клети выполнены неприводными и установлены в чередующемся порядке с тянущими, при этом шестерни привода промежуточной тянущей клети имеют на 1-2 зубьев больше, чем шестерни привода первой и последней тянущих клетей.
Недостатки данного аналога:
не обеспечивается возможность изготовления профилей широкой номенклатуры материалов;
не обеспечивается возможность гибки профилей с продольной кривизной;
затруднена подача заготовки из первой пары роликов во 2 и 4-ю волочильные пары.
подъем каждого из верхних валов с помощью 2-х винтов не гарантирует требуемую точность настройки зазора в роликовых парах.
Известно также устройство для изготовления гнутых листовых профилей, содержащее установленные на станине в чередующемся порядке неприводные формующие и приводные тянущие клети с профилированными роликами, размещенными на валах один над другим с образованием замкнутого калибра, в котором шестерни привода имеют неодинаковое число зубьев; имеется узел гибки-калибровки, размещенный за последней тянущей клетью, снабженный профилированными роликами, валы которых размещены с возможностью перемещения в дугообразных концентрично расположенных пазах, выполненных в корпусе; при этом нижний ролик выполнен приводным, а межосевые расстояния тянущих клетей неодинаковые (см., например, а.с. N 1207557 СССР, МПК6 B 21 D 5/06, опубл. 30.01.86, бюл. N 4).
Недостатками этого аналога можно считать:
усложнение конструкции за счет увеличенного количества клетей, двух рядов зубчатых передач, обеспечивающих отключение формующих клетей;
размещение вспомогательных валов привода с зубчатами передачами также усложняет конструкцию и увеличивает металлоемкость.
Наиболее близким по технической сущности к заявленному изобретению является выбранное в качестве прототипа а.с. N 1215792 СССР, МПК6 B 21 D 5/06, опубл. 07.03.86, бюл. N 9, по которому устройство для изготовления тонкостенных профилей стесненным изгибом из плоской заготовки, содержащее установленные в технологической последовательности в чередующемся порядке приводные формующие и тянущие клети с роликовыми парами, имеющими замкнутый профилированный зазор, привод посредством шестеренной передачи с различным числом зубьев шестерен; шестерни формующих клетей не находятся в зацеплении, обеспечивая привод формующих роликов, расположенных на верхних и нижних валах в одном направлении с помощью паразитных шестерен, при этом межосевое расстояние у всех клетей одинаковое, а все зубчатые передачи расположены в одной вертикальной плоскости.
У прототипа и заявленного изобретения имеются следующие сходные существенные признаки:
на станине в корпусе в технологической последовательности установлены в чередующемся порядке формующие и тянущие клети, включающие роликовые пары с профилированным замкнутым зазором между роликами;
привод осуществляется посредством зубчатых передач, расположенных в одной вертикальной плоскости и установленных на валах роликов;
шестерни привода верхнего и нижнего валов тянущей клети установлены с возможностью зацепления с шестернями привода формующих клетей через паразитные шестерни, образуя единую кинематическую сеть;
шестерни привода формующих и тянущих клетей выполнены с различным числом зубьев, при этом шестерни привода верхних и нижних валов формующих клетей не находятся в зацеплении и обеспечивают вращение валов с роликами в одном направлении.
Недостатками прототипа являются:
для формообразования заготовки в первой формующей клети необходимо ее предварительно подгибать, иначе не обеспечить приведенную в описании степень деформации;
невозможно вести изготовление профилей с продольной кривизной;
сцепление верхних шестерен привода тянущих и формующих клетей существенно ограничивает диапазон профилей по глубине формования: снижается интенсификация процесса при отсутствии осевого подпора и аксиального растяжения в зонах пластического формоизменения в формующих клетях.
Технический результат - расширение технологических возможностей за счет установки подающей клети и узла гибки - калибровки, сменной внешней зубчатой передачи и повышение качества профилей за счет повышения точности настройки и жесткости привода.
Устройство для изготовления тонкостенных профилей из листовых заготовок содержит подающую роликовую пару, формующие клети, между которыми размещена тянущая клеть, и узел гибки-калибровки, включающие роликовые пары с профилированным замкнутым зазором соответственно толщине заготовки и привод посредством зубчатых передач, установленных на валах роликов и расположенных в одной вертикальной плоскости, при этом шестерни привода верхних и нижних валов подающей, тянущей клетей и узла гибки-калибровки находятся в зацеплении между собой и посредством паразитных шестерен связаны в единую кинематическую цепь, причем шестерни привода верхних и нижних валов формующих клетей имеют разное число зубьев и отличное от числа зубьев других клетей. Вспомогательные валы с паразитными шестернями расположены между верхними и нижними рабочими валами, паразитные шестерни находятся в зацеплении одновременно с шестернями привода верхних и нижних валов формующих клетей. При этом устройство становится более компактным, уменьшаются размеры по высоте, жесткость привода повышается и устраняются недостатки прототипа: незначительный диапазон глубины формовки профилируемой заготовки. Это расширяет технологические возможности устройства и повышает качество профилей.
Привод тянущей клети осуществляется через сменную зубчатую передачу внешнего зацепления. Это позволяет изменять скорости профилирования и вести изготовление профилей из широкой номенклатуры материалов, ибо скорость деформирования для разных материалов требуется различная. Таким образом, расширяются технологические возможности процесса.
Подъем каждого из верхних рабочих валов клетей производят от одной винтовой пары. Концы валов заключены в ползуны, которые перемещаются по направляющим корпуса устройства.
Подъем валов и настройка профилированного зазора с использованием одной винтовой пары устраняет перекосы в зазоре, что повысит качество профилей за счет симметричного перетекания материала по зонам сгиба при пластическом деформировании.
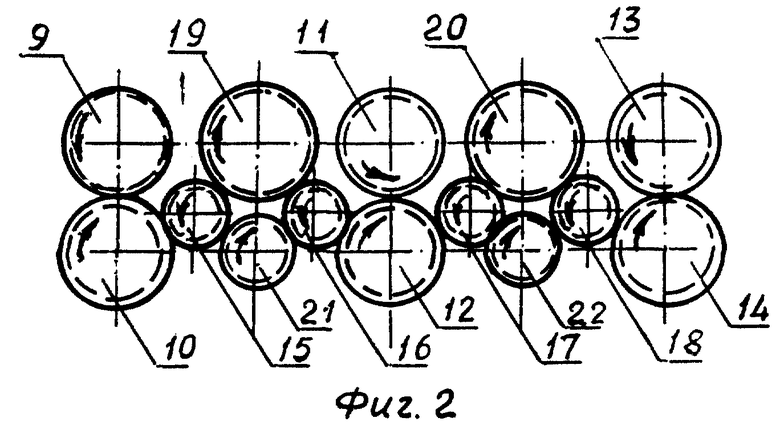
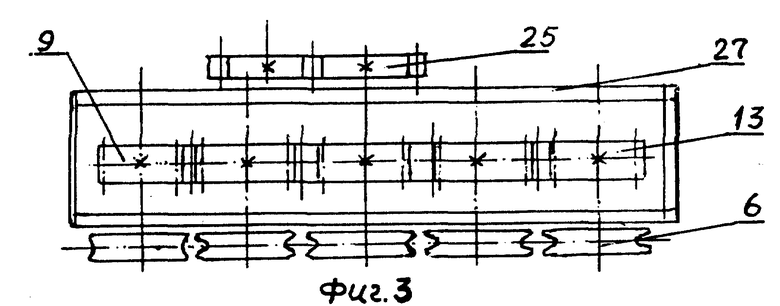
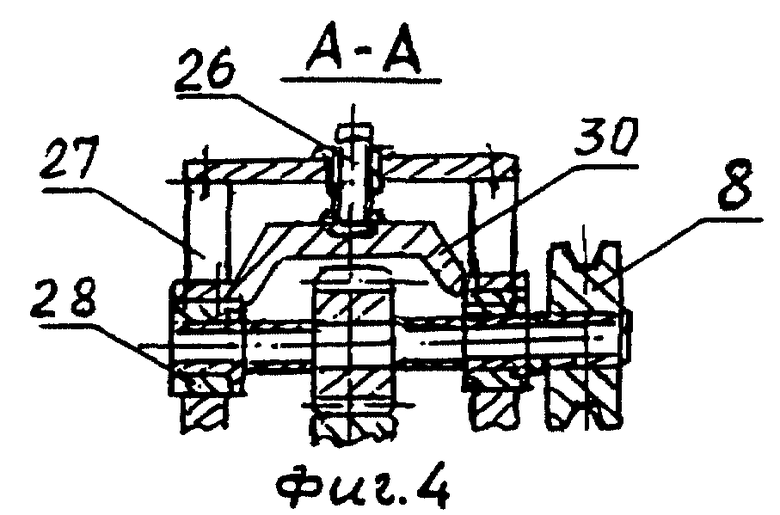
На фиг. 1 показана принципиальная схема работы устройства; на фиг. 2 - кинематическая схема привода роликовых пар; на фиг. 3 - кинематическая схема привода, вид в плане; на фиг. 4 - сечение А-А по фиг. 1.
Согласно первому пункту формулы устройство содержит подающую роликовую пару 1, формующие клети 2, 3, тянущую клеть 4, узел гибки-калибровки 5 (фиг. 1), включающие роликовые пары 6 с профилированным замкнутым зазором соответственно толщине заготовки 7, привод посредством зубчатых передач (фиг. 2, 3), установленных на валах роликов 8 (фиг. 4), при этом шестерни привода верхних и нижних валов подающей 9, 10, тянущей 11, 12 клетей и узла гибки-калибровки 13, 14 находятся в зацеплении межу собой и посредством паразитных шестерен 15, 16, 17 и 18 связаны в единую кинематическую цепь. Шестерни привода формующих клетей вращаются в одну сторону, по часовой стрелке, и не находятся в зацеплении между собой. Шестерни привода верхних валов 19 и 20 имеют большее и одинаковое число зубьев по сравнению с шестернями привода тянущих клетей и значительно большее, чем шестерни привода нижних валов 21 и 22, также с одинаковым числом зубьев. Паразитные шестерни 15, 16, 17 и 18 находятся в зацеплении как с шестернями привода тянущих клетей соответственно 10, 12 и 14, так одновременно и с шестернями привода верхних и нижних валов формующих клетей 19, 20 и 21, 22. Таким образом, вспомогательные валы с паразитными шестернями оказываются расположенными между верхними 23 и нижними 24 рабочими валами. Тянущая клеть 4 связана с электроприводом посредством внешнего зубчатого зацепления 25 (фиг. 3).
Каждый из верхних рабочих валов 23 для регулировки профилированного зазора и настройки на толщину заготовки имеет возможность перемещения от одной винтовой пары 26.
Все элементы устройства установлены в едином корпусе 27 (фиг. 1,3).
Согласно второму пункту формулы изобретения в заявленном устройстве верхние валы 23 всех клетей заключены в ползуны 28, перемещающиеся при подъеме по направляющим стенок корпуса 27 (фиг. 4).
В процессе работы роликовая пара 1 подает заготовку 7 со скоростью на выходе V1 в формующую клеть 2, ролики которой вращаются по часовой стрелке, чем значительно снижается вредное воздействие касательных сил трения по поверхности боковых стенок деформируемой заготовки при большой глубине формовки. На выходе из формующей клети профилированная заготовка со скоростью V2<V1 подается в тянущую клеть 4, ролики которой имеют ту же угловую скорость, что и роликовая пара 1, создается в формующей клети 2 осевой подпор на входе и аксиальное растяжение на выходе, V3 = V1 > V2. В роликовой паре формующей клети 3 в условиях стесненного изгиба получают профиль 29 заданной формы поперечного сечения. Затем профиль 29 подается в ролики узла гибки-калибровки со скоростью V4 < V5 = V3, благодаря чему в формующей клети 3 также создается осевой подпор и аксиальное растяжение. При необходимости ролики клети 5 обеспечивают изгиб профиля 29 с радиусом Rиз в вертикальной плоскости, для чего узел гибки - калибровки поворачивают на нужный угол β.
Для настройки профилированного зазора роликов на толщину заготовки перемещают верхние валы 23 с помощью винтовой пары 26 и коромысла 30 (фиг.4). Валы, установленные в ползуны 28, перемещают по направляющим стенок корпуса.
Меняя комплект зубчатой передачи 25 внешнего зацепления (фиг. 3), при сохранении межосевого расстояния, создают возможность профилирования заготовок из материалов с различными механотехнологическими свойствами. Это расширяет технологические возможности устройства, равно как и создание осевого подпора и аксиального растяжения на каждом формующем переходе за счет вращения роликов формующих клетей в одном направлении. При изготовлении тонкостенных профилей (толщиной 0,6-1,5 мм) смена зубчатых колес внешнего зацепления также позволит изменить величину осевого подпора и аксиального растяжения и устранит опасность потери продольной устойчивости профилируемой заготовки, что расширяет технологические возможности и повышает качество профилей.
Установка паразитных шестерен привода 15, 16, 17 и 18 на вспомогательных валах, расположенных между рабочими валами создает компактность, снижает габариты устройства, а зацепление шестерен одновременно с приводом и обеими шестернями привода верхних и нижних валов, кроме оптимальности кинематической цепи, обеспечивает жесткость и надежность кинематики, что повышает возможности устройства и качество изготовленных профилей.
Подъем верхних валов 23 по жестким направляющим корпуса от одной винтовой пары устраняет возможность перекоса в профилированном зазоре роликовых пар и повышает качество изготовленных профилей.
Экспериментальная отработка отдельных существенных признаков производилась на установке ВПУ-120/7,5, где шестерни привода тянущих и формирующих клетей имеют различное число зубьев (изготовлена согласно А.с. N 1114482). По проведенным расчетам и конструкторской проработке изготовлена экспериментальная гибочная установка ЭГУ-1, где удалось использовать различный комплект внешнего зубчатого зацепления.
Вышеизложенное подтверждает, что заявляемое изобретение может быть использовано в народном хозяйстве и в сравнении с прототипом обладает рядом преимуществ.
Заявляемое изобретение "Устройство для изготовления тонкостенных профилей из листовых заготовок" представляет интерес для промышленности, так как позволит:
изготовлять в холодном состоянии длинномерные гнутые профили из широкой номенклатуры материалов, в том числе из новых, труднодеформируемых, малых толщин 0,6...1,0 мм, с созданием благоприятной схемы деформирования в очаге пластического течения металла, без опасности потери продольной устойчивости профилей;
оптимизировать параметры устройства и снизить его металлоемкость в пределах 20-25 %;
повысить точностные возможности процесса и качество профилей за счет повышения жесткости привода при двухстороннем зацеплении шестерен привода формующих клетей.
Заявляемое техническое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1999 |
|
RU2148454C1 |
| Способ изготовления тонкостенных профилей и устройство для его осуществления | 1984 |
|
SU1215792A2 |
| Устройство для изготовления тонкостенных профилей | 1985 |
|
SU1319967A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ГНУТЫХ ПРОФИЛЕЙ | 2000 |
|
RU2184634C2 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| Устройство для изготовления гнутых листовых профилей | 1983 |
|
SU1207557A2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
Изобретение относится к обработке металлов давлением, может использоваться в авиакосмической отрасли и машиностроении при изготовлении тонкостенных гнутых профилей с целью расширения технологических возможностей и повышения качества профилей. Устройство содержит установленные на станине в технологической последовательности подающую роликовую пару, формующие клети, между которыми размещена тянущая клеть и узел гибки-калибровки, включающие роликовые пары с профилированным замкнутым зазором и их привод посредством зубчатых передач, установленных на валах роликов и расположенных в одной вертикальной плоскости. Шестерни привода верхних и нижних валов подающей, тянущей клетей и узла гибки-калибровки находятся в зацеплении между собой и посредством паразитных шестерен связаны в единую кинематическую цепь. Шестерни привода формующих и тянущих клетей выполнены с разным числом зубьев, вспомогательные валы с паразитными шестернями расположены между верхними и нижними рабочими валами, паразитные шестерни находятся в зацеплении одновременно с шестернями привода верхних и нижних валов формующих клетей. Привод тянущей клети осуществляется через сменную зубчатую передачу внешнего зацепления, при этом подъем каждого из верхних валов клетей производят от одной винтовой пары. Верхние валы всех клетей заключены в ползуны, перемещающиеся при подъеме по направляющим стенок корпуса. Техническим результатом является расширение технологических возможностей и повышение качества профилей за счет обеспечения точности настройки и жесткости привода. 1 з.п. ф-лы, 4 ил.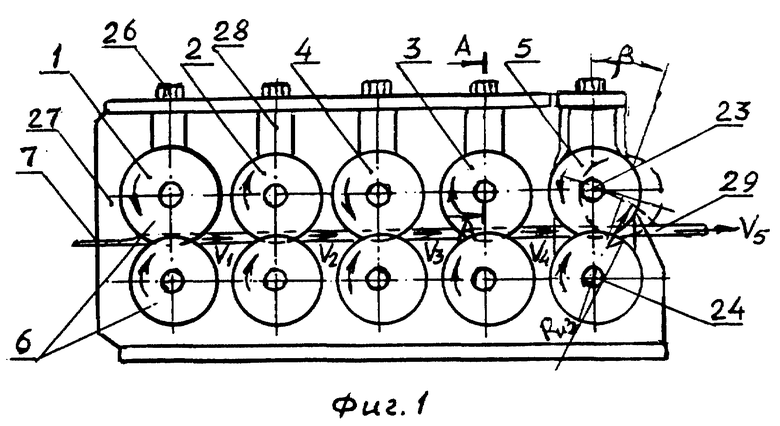
| Способ изготовления тонкостенных профилей и устройство для его осуществления | 1984 |
|
SU1215792A2 |
| Способ изготовления гнутых профилей из труднодеформируемых листовых материалов и устройство для его осуществления | 1982 |
|
SU1114482A1 |
| SU 1334461 A1, 27.12.1984 | |||
| Спуск для корнеплодов | 1986 |
|
SU1498670A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЗОЛОКЕРАМИЧЕСКИХ КАМНЕЙ И КИРПИЧЕЙ | 2006 |
|
RU2308439C1 |
