(5) СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТВЕРСТИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления поковок с фланцем и ступицей | 1982 |
|
SU1090478A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки поковок | 1976 |
|
SU683844A1 |
| Способ получения изделий с отверстием | 1990 |
|
SU1761366A1 |
| Способ кузнечной прошивки заготовок | 1990 |
|
SU1759514A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
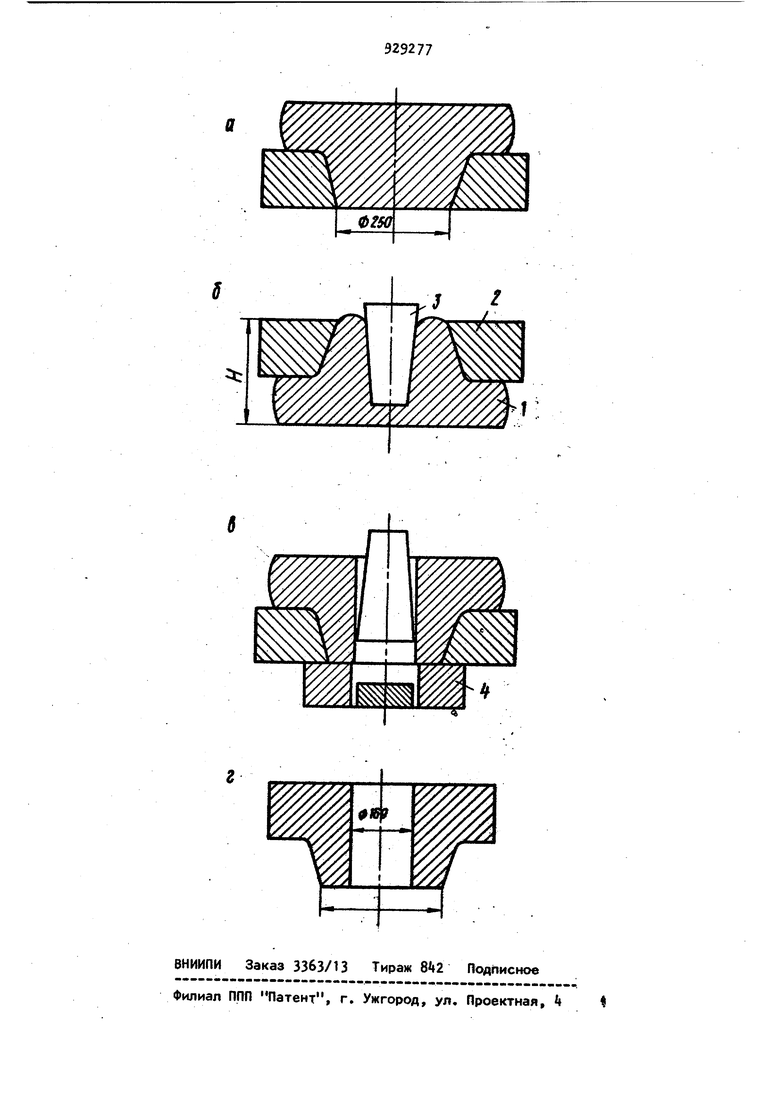
Изобретение относится к кузнечно прессовому производству, в частности к производству поковок с отверстием, выполняемых в подкладных коль цах на прессах и молотах. Известен способ изготовления поковок с отверстием типа втулки с фланцем или буртом, включающий прошивку отверст 1я со стороны фланца t Недостатком известного способа является то, что в момент вдавливания прошивня при выполнении отверст djy|.g- 0,5 ступицы получается утяжка на краях отверстия в результате течения нагретого от прошивня к периферии фланца. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ изготов ления полых деталей с фланцем или буртбм t2, Недостатком этого способа является то, что он может быть применен только для деталей с глухим отверстием. Кроме того, для выполнения отверстия в детали методом штамповки необходимо иметь специальную форму, соответствующую наружномуконтуру ланца, и кольцевой пуансон. Цель изобретения - снижение трудоемкости за счет уменьшения в поковках припусков на механическую обработку. Эта цель достигается тем, что прошивка отверстия производится со стороны ступицы диаметром прошивни больше 0,5 диаметра ступИцы. На чертеже представлена последовательность операций при осуществлении способа. Способ выполнения отверстия в поковках типа втулки с фланцем или буртом осуществляется следующим образом. Нагретая заготовка 1 вставляется в подкладное кольцо 2 и осаживается до поковочной высоты Н (см.чертеж). 39 Не снимай кольцо 2, переворачивают заготовку 1 на. 180° фланцем аниз и начинают прошивку отверстия прошивнем 3 со стороны ступицы, при этом углубляясь на высоту 2/3 Н общей заготовки 1 (фиг.1б). Затем возвращают заготовку 1 в первоначальное положение, фланцем вверх, а со стороны ступицы подставляют кольцо k для выбивки прошивня 3 другим прошивнем (не показан) со стороны фланца (фиг.1в). После этого заготовку 1 выбивают из кольца 2, правят по высоте и обкатывают фланец по диаметру (фиг.1 г} Способ выполнения отверстий в поковках Tffna втулки с фланцем или буртом дает возможность снизить тру.доемкость работ по выполнению отверс тия в поковках на Ц0% и сократить припуски на механическую обработку на ZQkQ%, .Формула изобретения Способ изготовлена поковок с отверстием типа ступицыс фланцем,включающий осадку поковки и прошивку отверстия , отличающийся тем,что, с целью снижения трудоемкости прошивки отверстия и уменьшения припусков на механообработку, прошивку отверстия выполняют со стороны ступицы диаметром прошивня, большим noi ловины диаметра ступицы. Источники информации, .принятые во внимание при экспертизе 1.Камнев П.В. Межзаводская передовая технология. Лениздат, 1957f - с. 96 рис. 69. 2.Патент Франции W 2368318, кл. В 21 О 53/36, 23.06.78 (прототип).
