(5) УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Установка выбивки стопочных безопочных форм | 1981 |
|
SU982843A1 |
| Установка для выбивки стопочных форм | 1982 |
|
SU1072993A1 |
| Выбивная инерционная решетка | 1979 |
|
SU846096A1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Проходная выбивная установка | 1982 |
|
SU1052331A1 |
| Установка для выбивки безопочныхСТОпОчНыХ фОРМ | 1979 |
|
SU846095A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU884852A1 |
| Автоматическая линия для безопочной горизонтально-стопочной формовки | 1978 |
|
SU738766A1 |
| ВЫБИВНАЯ РЕШЕТКА ДЛЯ ОТЛИВОК | 1991 |
|
RU2015841C1 |
Изобретение относится к литейному производству, в частности к оборудованию для выбивки литейных форм из холодно-твердеющих смесей (ХТС), жидко-стекольных смесей (ЖСС) и песчано-глинистых смесей (ПГС).
Известны установки для выбивки литейных форм, содержащие опорную колонну, механизм выдавливания и устройство для его перемещения в вертикальной плоскости l.
Недостатком известных установок для выбивки, например форм из ХТС, ЖСС или прессовых форм, является низкая производительность разрушения кома, вследствие большой прочности смеси.
Наиболее близким к предлагаемому по технической сущности и достигаемо-; му эффекту является устройство для выбивки литейных форм, включающее выбивную инерционную решетку с полотном, механизм выдавливания (Ьорм и рольганг подачи форм 2.
Недостатком является то, что для извлечения отливки с полотна решетки на известных установках используются краны или дистанционные манипуляторы, работающие в эойе выбивки, где много пыли и вредных газов, что снижает производительность, надежность и ухудшает условия труда в зоне съема отливки.
Цель изобретения - увеличение производительности установки.
Указанная цель достигается тем, что установка, содержащая выбивную инерционную решетку с полотном, механизм выдавливания форм и рольганг подачи форм, снабжена манипулятором, установленным между механизмом выдавливания и полотном выбивной решетки и состоящим из камеры,внутренние стенки которой выполнены с отверстиями,
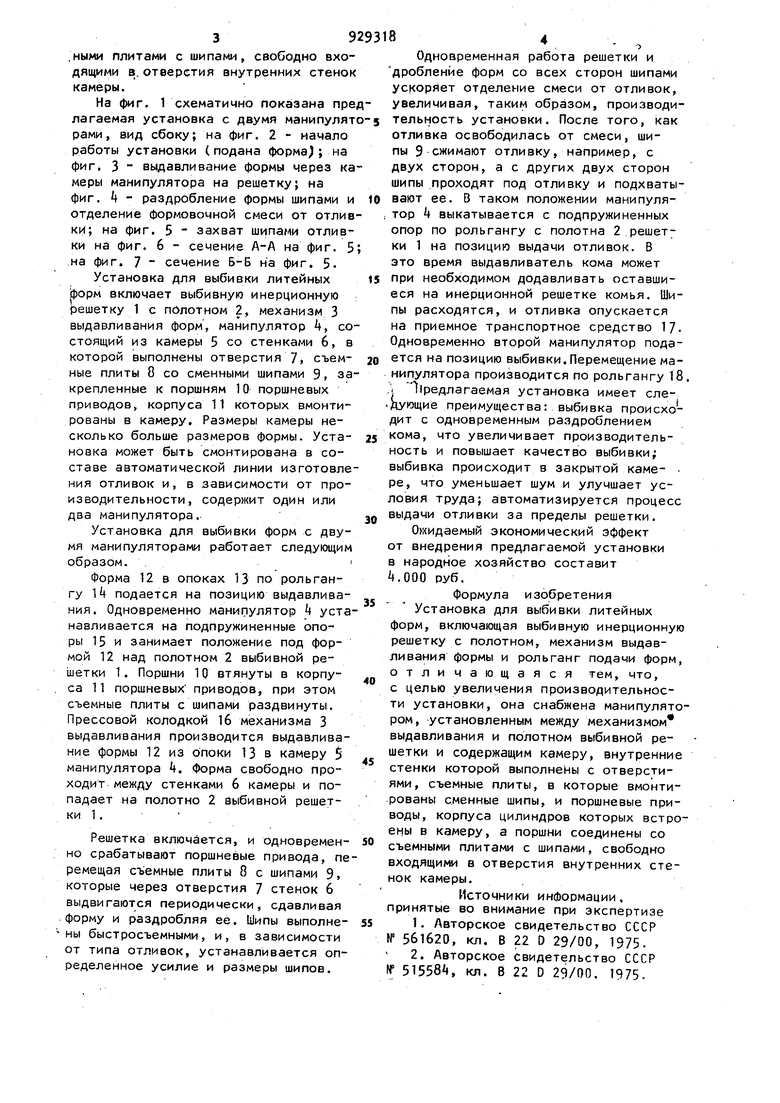
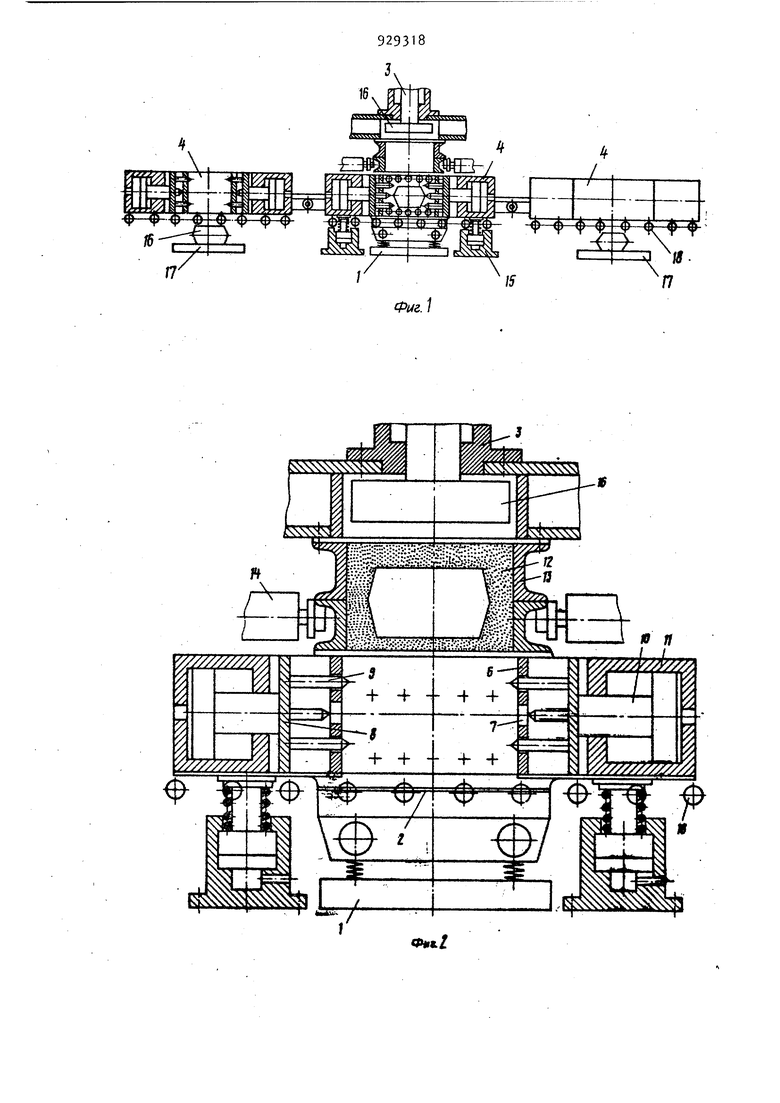
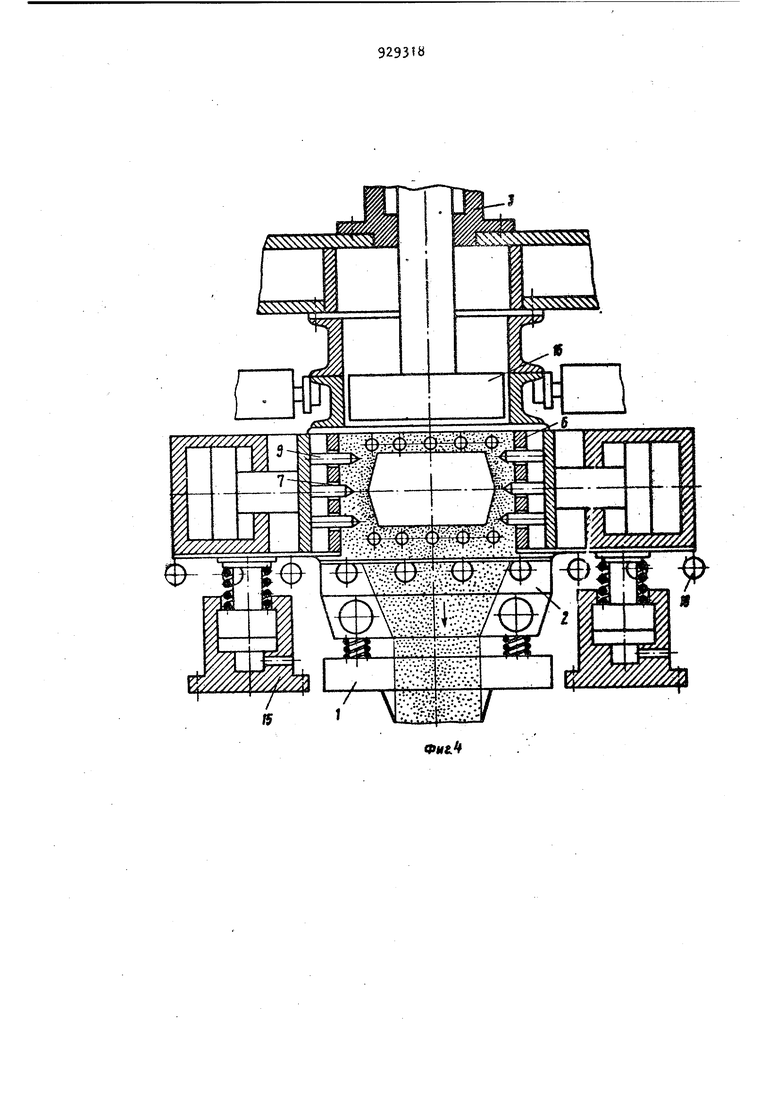
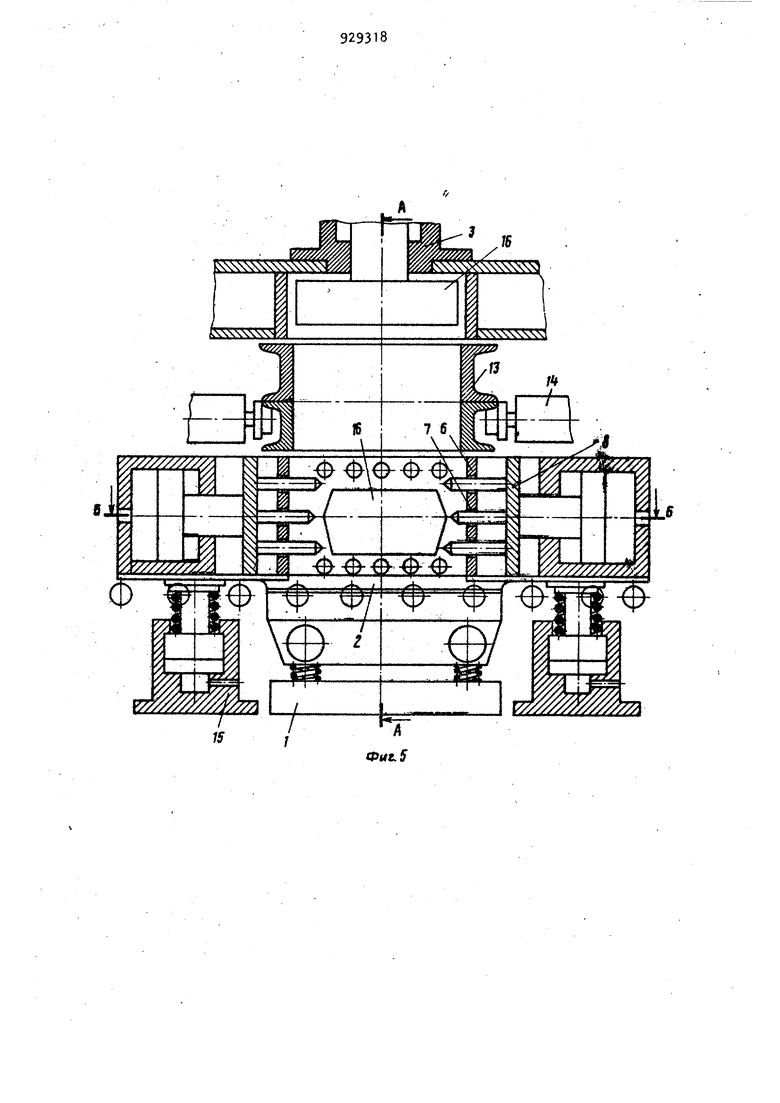
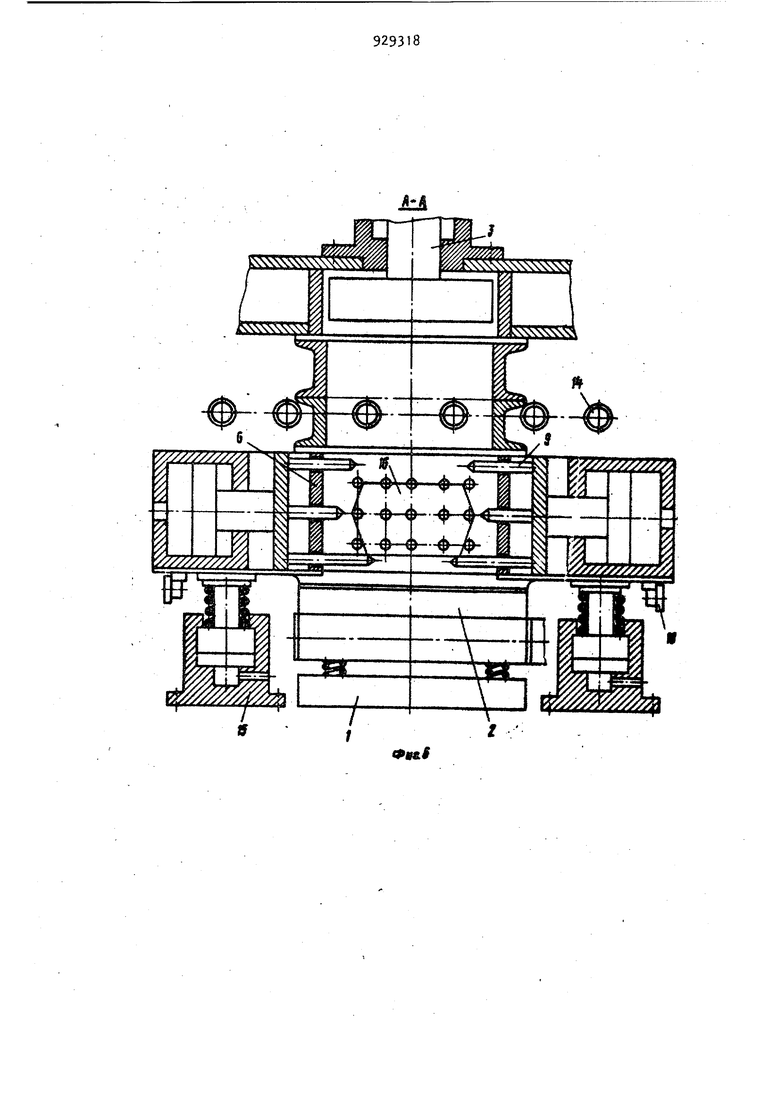
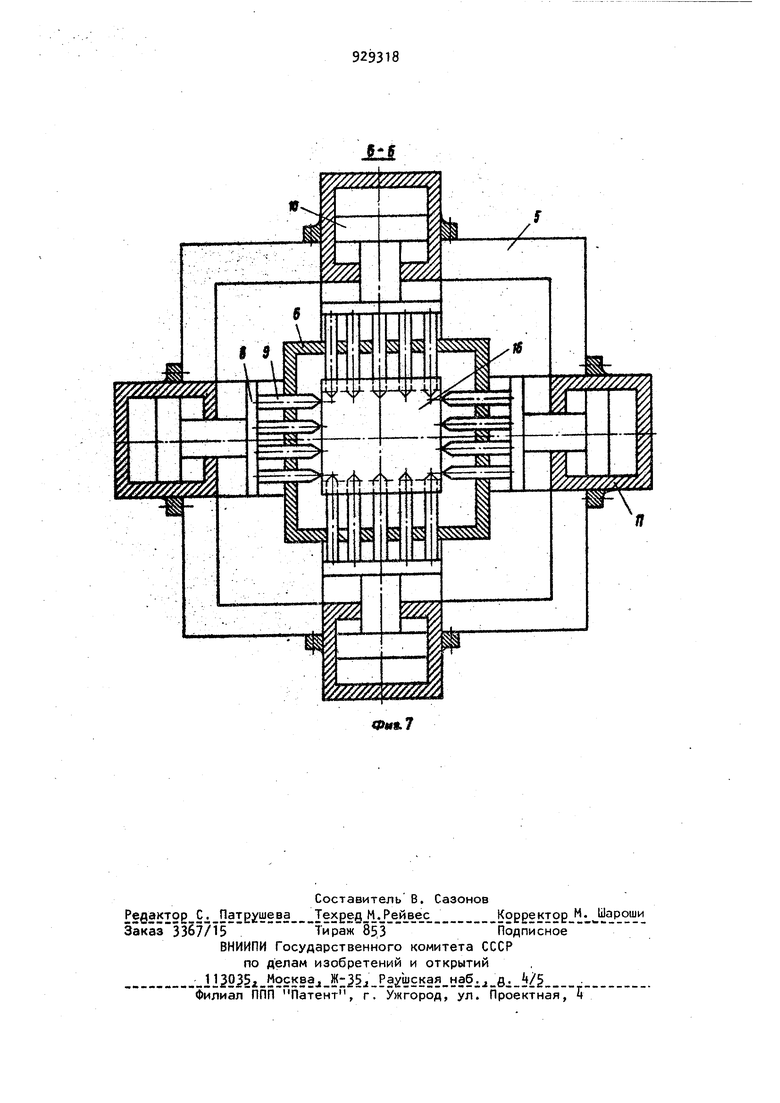
Ж съемных .плит, в которых вмонтированы съемные шипы, и поршневых приводов, корпуса цилиндров которых, встроены в камеру, а поршни соединены со съем39 .ными плитами с шипами, свободно входящими в.отверстия внутренних стенок камеры. На фиг. 1 схематично пока|3ана пре лагаемая установка с двумя манипулят рами, вид сбоку; на фиг. 2 - начало работы установки (подана форма ; на фиг. 3 выдавливание формы через ка меры манипулятора на решетку; на фиг. 4 - раздробление формы шипами и отделениа формовочной смеси от отлив ки; на фиг. 5 - захват шипами отливки на фиг. 6 - сечение А-А на фиг. 5 на фиг. 7 - сечение Б-Б на фиг. 5. Установка для выбивки литейных форм включает выбивную инерционную {эешетку 1 с пО лотном 2, механизм 3 выдавливания форм, манипулятор k, со стоящий из камеры 5 со стенками 6, в которой выполнены отверстия 7, съемные плиты 8 со сменными шипами 9, за крепленные к поршням 10 поршневых приводов, корпуса 11 которых вмонтированы в камеру. Размеры камеры несколько больше размеров формы. Установка может быть смонтирована в составе автоматической линии изготовле ния отливок и, в зависимости от производительности, содержит один или два манипулятора. Установка для выбивки форм с двумя манипуляторами работает следующим образом. , Форма 12 в опоках 13 по рольгангу 14 подается на позицию выдавливания. Одновременно манипулятор k уста навливается на подпружиненные опоры 15 и занимает положение под формой 12 над полотном 2 выбивной решетки 1. Поршни 10 втянуты в корпуса 11 поршневых приводов, при этом съемные плиты с шипами раздвинуты. Прессовой колодкой 16 механизма 3 выдавливания производится выдавливание формы 12 из опоки 13 в камеру $ манипулятора . форма свободно проходит между стенками 6 камеры и попадает на полотно 2 выбивной решетки 1 . Решетка включается, и одновременно срабатывают поршневые привода, пе ремещая схемные плиты 8 с шипами 9, которые через отверстия 7 стенок 6 выдвигаются периодически, сдавливая форму и раздробляя ее. Шипы выполне ны быстросъемными, и, в зависимости от типа отливок, устанавливается определенное усилие и размеры шипов. Одновременная работа решетки и дробление форм со всех сторон шипами ускоряет отделение смеси от отливок, увеличивая, таким образом, производительность установки. После того, как отливка освободилась от смеси, шипы 9 сжимают отливку, например, с двух сторон, а с других двух сторон шипы проходят под отливку и подхватывают ее. В таком положении маиипулятор Ч выкатывается с подпружиненных опор по рольгангу с полотна 2 решетки 1 на позицию выдачи отливок. В это время выдавливатель кома может при необходимом додавливать оставшиеся на инерционной решетке комья. Шипы расходятся, и отливка опускается на приемное транспортное средство 17. Одновременно второй манипулятор подается на позицию выбивки. Перемещение манипулятора производится по рольгангу 18. Предлагаемая установка имеет следующие преимущества: выбивка происходит с одновременным раздроблением кома, что увеличивает производительность и повышает качество выбивки; выбивка происходит в закрытой каме- ре, что уменьшает шум и улучшает условия труда; автоматизируется процесс выдачи отливки за пределы решетки. Ожидаемый экономический эффект от внедрения предлагаемой установки в народное хозяйство составит .000 руб. формула изобретения Установка для выбивки литейных форм, включающая выбивную инерционную решетку с полотном, механизм выдавливания формы и рольганг подачи форм, отличающаяся тем, что, с целью увеличения производительности установки, она снабжена манипулятором, установленным между механизмом выдавливания и полотном выбивной решетки и содержащим камеру, внутренние стенки которой выполнены с отверстиями, съемные плиты, в которые вмонтированы сменные шипы, и поршневые приводы, корпуса цилиндров которых встроены в камеру, а поршни соединены со съемными плитами с шипами, свободно входящи м в отверстия внутренних стенок камеры. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 561620, кл. В 22 D 29/00, 19752.Авторское свидетельство СССР № 51558, кл. 8 22 D 29/00. 1975.
Фма7
