Изобретение относится к литейному производству и может быть использовано для выбивки отливок, преимущественно коробчатой формы.
Известно, что при изготовлении отливок коробчатой формы, например отливок купальных ванн (картеров, корпусов коробок передач автомобилей; башней танков и др.), для обеспечения их, высокого качества определяющим является обработка поверхности (очисткой или зачисткой), особенно это касается внутренних поверхностей (полостей). Обработка внутренней поверхности ванн (площадь ее составляет 2,5 м2 для ванн L=1500 мм) производится вручную с применением механизированного абразивного инструмента и связаны с большими трудозатратами в неблагоприятных производственных условиях-наличия кварцевой и металлической пыли, шума, больших физических усилий.
Типовые выбивные решетки состоят из рабочего полотна с виброприводом, установленного с помощью амортизаторов на опорной раме. Проспект формы Кuttner (ФРГ) Ausschlagroste Тyреn WАF und DAF stationar und fahrbar.
Выбивные решетки, снабженные автоматизированными транспортными устройствами (типа роботов или манипуляторов) для установки и удаления выбиваемого изделия, что связано с необходимостью его позиционирования с большей или меньшей степенью точности, дополнены позиционирующим устройством, выполненным, например, в виде направляющих.
Известна выбивная решетка для выбивки отливки ванн (черт.90 РИВ-1 11.00СБ, "Сантехлит", г. Новокузнецк, 1987 г), содержащая устройство для позиционирования отливок в виде направляющих бортов, принята нами за прототип изобретения (Чертеж поперечного разреза выбивной решетки для отливок купальных ванн прилагается).
Недостатки ее заключаются в низкой точности позиционирования отливки на решетке из-за необходимости создания некоторого зазора между отливкой и направляющими и ограниченности позиционирования только боковыми сторонами.
Главный же недостаток выбивной решетки для выбивки отливок типа купальных ванн состоит из узости диапазона ее функций-разделения отливки и формовочной смеси. Это приводит к увеличению продолжительности технологического цикла получения готовой отливки за счет увеличения цикла ее обработки, включающего как необходимую - операцию абразивной зачистки внутренних поверхностей, которая производится при существующем сегодня уровне техники вручную с использованием механизированного абразивного инструмента; увеличению капитальных и эксплуатационных затрат за счет необходимости организации дополнительных технологических участков для проведения операции абразивной зачистки внутренних поверхностей отливок, увеличению занятых производственных площадей, ухудшению экологической обстановки в литейном цехе из-за увеличения количества источников выделения производственных вредностей (рабочие позиции зачистки характеризуются большими выделениями загрязненного металлической и наждачной пылью воздуха).
Цель изобретения - расширение технологических возможностей выбивных решеток за счет совмещения выбивки отливки с абразивной зачисткой внутренних поверхностей.
Сущность изобретения состоит в следующем. Выбивная решетка для выбивки отливок предпочтительно коробчатой формы содержит рабочее полотно с устройством для позиционирования отливок, вибропривод, раму.
Выбивная решетка отличается тем, что устройство для позиционирования выполнено в виде жестко укрепленной на рабочем полотне решетки абразивной головки с рабочей поверхностью, эквидистантной обрабатываемой внутренней поверхности отливки, и выполненных из подпружиненных элементов.
Выбивная решетка отличается так же тем, что абразивная головка выполнена в виде щетки, образованной гибкими элементами с укрепленным на них ворсом.
Выбивная решетка отличается также тем, что абразивная головка может быть выполнена из подпружиненных относительно друг друга долек абразивного камня с рабочей поверхностью различной кривизны. Существенность совокупности отличительных признаков состоит в том, что в процессе выбивки элемент выбивной решетки может воздействовать непосредственно на литую поверхность отливки и подвергать его частичной обработке, которая обычно в известных технологиях литейных цехов проводится на другом, отдельном оборудовании, в других отделениях, цехах, обычно обрубно-очистных.
Обычно зачистка внутренней поверхности отливок коробчатой формы типа купальных ванн производится в две стадии: дробеметной обработкой в дробеметных камерах и зачисткой ручным механизированным абразивным инструментом контурной обработкой.
Авторам не известны устройства, воздействующие одновременно на всю обрабатываемую абразивом поверхность.
При совмещении процесса обработки поверхности абразивной головкой и выбивки отливок на выбивной решетке между абразивной головкой и обрабатываемой поверхностью отливки скапливается выбитый слой песка от отработанной формовочной смеси, который также является абразивом. Последний позволяет увеличить площадь соприкосновения абразива с поверхностью отливки и в целом повышает эффективность зачистки и качество поверхности отливки.
Дополнительный элемент вибрационной решетки-абразивная головка позволяет обеспечить совмещение функций позиционирования выбиваемого изделия (отливки), очистки и зачистки ее внутренней поверхности.
В результате, за счет расширения технологических возможностей выбивной решетки сокращается цикл получения готовой отливки, снижаются капитальные и эксплуатационные затраты, улучшается экологическая обстановка в литейном цехе путем локализации выделяемых вредностей.
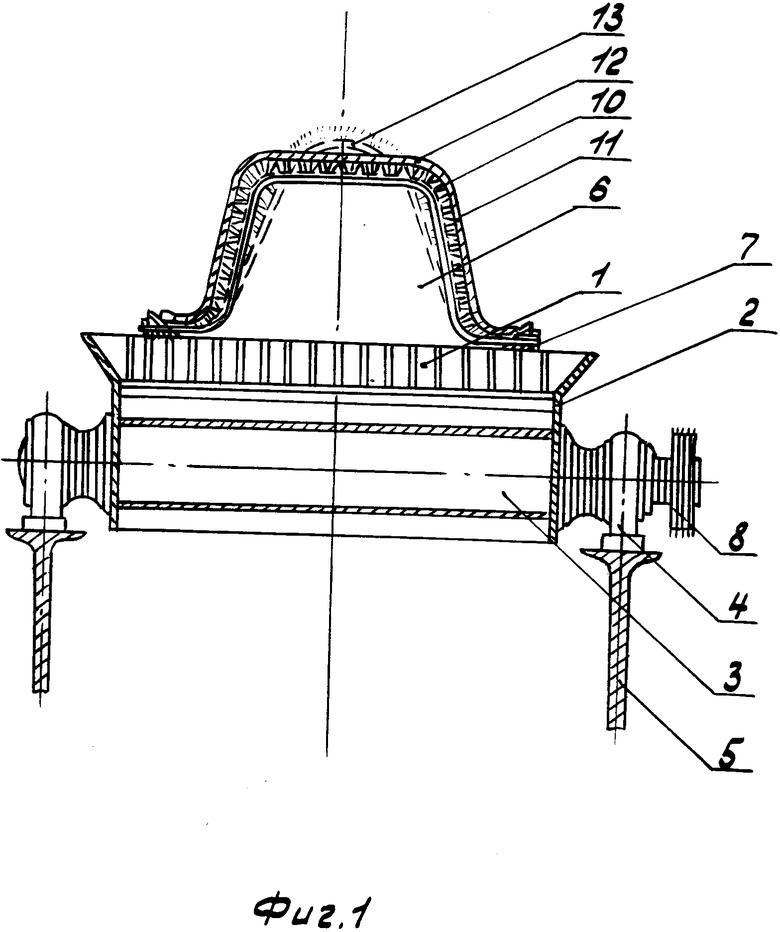
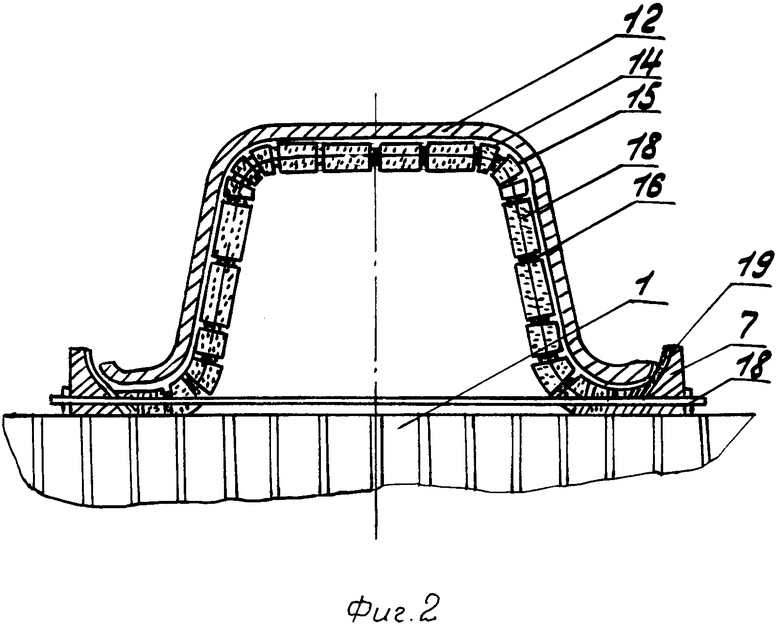
На фиг.1 показан поперечный разрез выбивной решетки с абразивной головкой в виде щетки; на фиг.2 - поперечный разрез выбивной решетки с абразивной головкой из подпружиненных абразивных элементов.
Выбивная решетка (фиг.1,2) состоит из рабочего полотна 1, закрепленного в корпусе 2, приводного инерционного вала 3, установленного в подшипниках 4 на раме 5, абразивной головки 6, жестко закрепленной с помощью направляющих 7 на рабочем полотне 1. Передача вращения на вал 3 производится через шкив 8.
Корпус 2 рабочего полотна 1 установлен на раме с помощью виброопор (на фиг. не показаны).
Абразивная головка 6 (фиг.2) состоит из гибкой решетки, образованной гибкими элементами 10 с закрепленными на них щетками 11. Ворс щеток при установке на абразивную головку 6 отливки 12 (в данном случае отливки купальной ванны) образует внешнюю поверхность абразивной головки, эквидистантную внутренней поверхности отливки 12.
В свободном состоянии поверхность абразивной головки может быть несколько иной. 13-форма поверхность абразивной головки в свободном состоянии.
На фиг. 2 изображена выбивная решетка с абразивной головкой, состоящей из долек 14 абразивного камня с криволинейной поверхностью 15 разной кривизны, подпружиненных между собой с помощью упругих элементов 16, например, из резины.
Абразивная головка 6 конструктивно может быть выполнена различно, что является предметом отдельной заявки.
Выбивная решетка работает следующим образом.
Отливку 12 устанавливают на рабочее полотно 1 выбивной решетки обычно сверху с помощью манипулятора (на фиг. не показан).
Манипулятор позволяет устанавливать изделие (отливку 12) с большой точностью (позиционировать). Отливку 12 устанавливают манипулятором на абразивную головку 6. При этом поверхность абразивной головки 6 принимает форму внутренней поверхности отливки.
Таким образом, при позиционировании на выбивной решетке с помощью абразивной головки 6 отливка 12 всей своей поверхностью, подлежащей обработке (для ванн, включая борта), соприкасается с абразивной поверхностью головки 6. При этом кромки бортов 17 опираются на наклонные поверхности 18 направляющих 7, которые тоже могут быть выполнены из абразивного материала.
При выбивке отливка 12 подвергается, за счет воздействия вибраций на нее, перемещению относительно поверхности абразивной головки 6. При этом происходит удаление прилипшей отработанной формовочной смеси, пригара и сглаживание уступов и неровностей на литой поверхности ванны. Амплитуда колебаний при выбивке должна быть более расстояния между этими уступами (что в действительности и имеет место).
Отделившаяся отработанная формовочная смесь просыпается сквозь гибкую решетку абразивной головки 6 и рабочее полотно 1 и собирается в бункере.
Отливку 12 после зачистки захватывают манипулятором и удаляют с выбивной решетки.
Технико-экономическая эффективность предлагаемого технического решения состоит в следующем:
расширяется диапазон функциональных возможностей выбивной решетки за счет совмещения выбивки отливки с абразивной зачисткой внутренних поверхностей;
сокращается продолжительность технологического цикла обработки отливки после удаления ее из литейной формы;
сокращается продолжительность технологического цикла получения готовой отливки;
сокращаются капитальные и эксплуатационные затраты на организацию участка абразивной зачистки внутренних поверхностей отливок;
ликвидируется источник выделения вредностей при абразивной зачистке внутренних поверхностей отливок;
улучшается экологическая обстановка в литейном цехе;
повышается качество отливок при обработке их на первичных переделах обработки отливок;
ликвидируется ручной труд при абразивной зачистке внутренних поверхностей отливок;
снижается трудоемкость обработки отливок;
снижается себестоимость изготовления отливок типа купальных ванн.
Изобретение создано в порядке выполнения работ по теме: "Разработка технического предложения по механизации и автоматизации процесса выбивки в литейном цехе Новокузнецкого предприятия "Универсал" на базе действующих в отрасли техники и технологии выбивки отливок купальных ванн", шифр темы 02. 90. 91. 073.
Сущность изобретения: устройство для позиционирования выполнено в виде жестко закрепленной на рабочем полотне решетки абразивной головки с рабочей поверхностью, эквидистантной обрабатываемой поверхности полости отливки и выполненной из подпружиненных элементов. Абразивная головка выполнена в виде щетки, образованной гибкими элементами с укрепленным на них ворсом или из подпружиненных относительно друг друга частей абразивного камня. 2 з. п. ф-лы, 2 ил.
| Устройство для выбивки | 1980 |
|
SU950498A1 |
