(5) СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий со сферической и цилиндрической поверхностью | 1982 |
|
SU1067432A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ОБЪЕКТОВ ИЗ ТВЁРДЫХ МАТЕРИАЛОВ, УЛЬТРАЗВУКОВОЙ ВЫСОКОЧАСТОТНЫЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) И АНТЕННАЯ РЕШЁТКА С ПРИМЕНЕНИЕМ СПОСОБА | 2017 |
|
RU2657325C1 |
| Способ ультразвукового контроля | 2023 |
|
RU2801895C1 |
| Акустический способ контроля напряжений в твердых средах | 1971 |
|
SU493728A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |
| НЕЛИНЕЙНЫЙ АКУСТИЧЕСКИЙ СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН И ИХ МЕСТОПОЛОЖЕНИЙ В КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2274859C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ ТРУБ И ТРУБОПРОВОДОВ | 1999 |
|
RU2149394C1 |
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| Способ ультразвукового контроля сварных соединений | 1985 |
|
SU1296928A1 |
| СПОСОБ КОНТРОЛЯ РАВНОМЕРНОСТИ РАСПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ | 2008 |
|
RU2387985C1 |
1
Изобретение относится к йеразрушащему контролю и может быть использовано, при ультразвуковом конт роле изделий.
Известен способ контроля свойств материала, заключающийся в том, что в изделие вводят поляризованные сдвиговые волны, анализируют снятые с приемника два электрически разделенных сигнала, соответствующие двум сдвиговым волнам со взаимно перпендикулярной поляризацией, и по соотношению амплитуд этих сигналов судят о свойствах материалов fl.
Недостатком способа является невозможность определения вида дефекта.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ ультразвукового контроля изделий, заключающийся в том, что вводят в изделие сдвиговые линейно-поляризованные волны, принимают отраженные от дефекта сдвиговые ультразвуковые волны, по
параметрам которых судят о дефектности изделия 2j.
Недостатком известного способа является невозможность определения ориентации дефекта и характера дефектов, если рядом расположены объемный и плоскостной дефект, например когда от поры развивается трещина.
Цель изобретения - повышение информативности контроля.
10
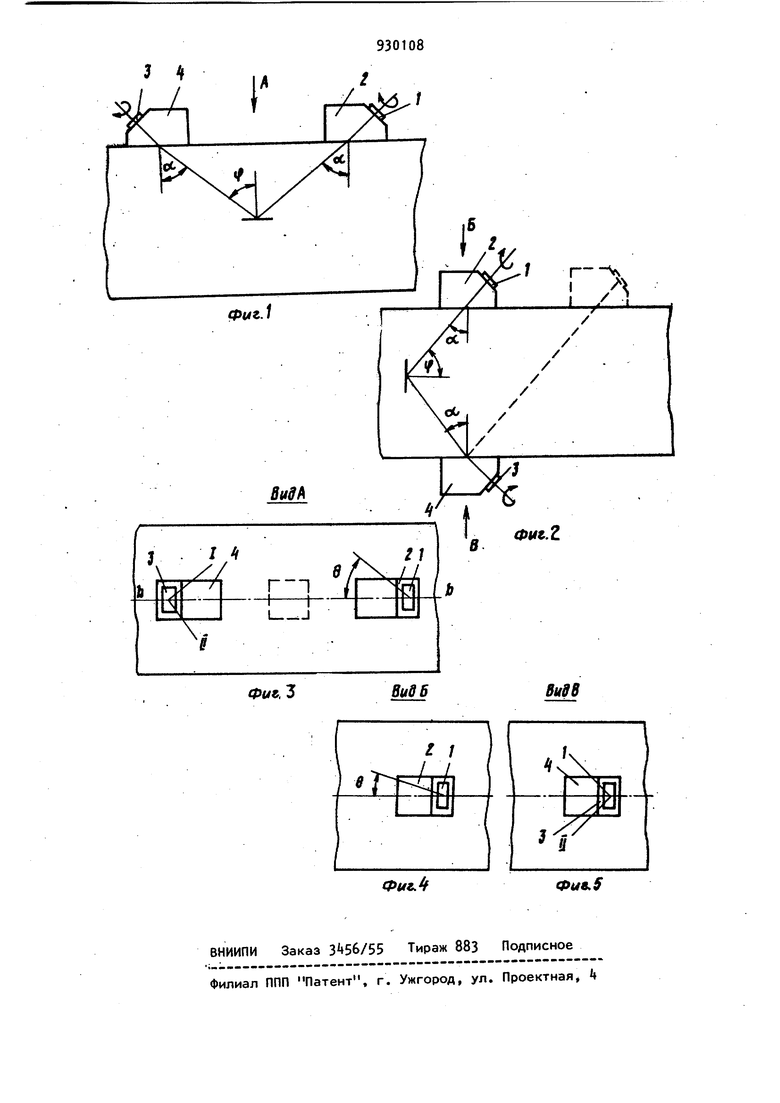
Поставленная цель достигается тем, что согласно способу ультразвукового контроля изделий, заключающемуся в том, что вводят в изделие сдвиговые линейно-поляризованные волны, приниtSма.ют .отраженные от дефекта сдвиговые ультразвуковые волны, по параметрам которых судят о дефектности изделия, вводят сдвиговые линейно-поляризованные волны при разном угле ме)«ду
20 плоскостью поляризации сдвиговой вйлны и плоскостью, проходящей через оси приемника и излучателя, в каждом случае определяют распределение амп393литуды отраженной от дефекта волны при вращении плоскости поляризации приемника и по скорости изменения .этой амплитуды судят о виде дефекта, а по углу между плоскостями поляризации и падения ультразвуковой волны, при котором скорость изменения минимальна, об ориентации плоскостного дефекта. -v На фиг, 1 представлен вариант конт роля при одностороннем доступе к изделию; на фиг. 2 - то же, при двухстороннем доступе к изделию; на фиг,3 вид А на фиг,1; на фиг. - вид Б на фиг.2; на фиг. 5 - вид В на фиг,2 При контроле используются излучающий преобразователь 1 сдвиговых кол баний с призмой 2 и преобразователь 3 с призмой 4. Способ осуществляется следующим образом. Призмы 2 и t приклеивают к изделию (например, смесью воска с канифолью, нитролаком и др.) или соединяют с ним через слой высоковязкой смазки. Излучающий преобразователь 1 сдвиговых колебаний устанавливают на призме 2 так, чтобы угол отклонения плоскости поляризации от плоскости, проходящей через оси излучателя и приемника,был равен нулю. Излучают в изделие сдвиговые линейно-поляризованные колебания и принимают преобразователем 3 отраженные от дефекта сдвиговые колебания. При отражении сдвиговых линей но-поляризованных колебаний от объемных, дефектов типа пор, включений и т.д.j поляризация не изменяется, и отраженные колебания будут также линейно, -поляризованными. При отражении же линейно-поляризованных колеба ний от плоскостного дефекта типа несплавления, трещины и т.д. поляризация при отклонении плоскости поляризации от плоскости, проходящей через оси излучателя и приемника, и равенства этого .угла отклонения 0 и угл падения tf колебаний на дефект изменяется и становится эллиптической. Вращают приемный преобразователь 3 и определяют характер распределения амплитуды отраженной от дефекта волны в зависимости от угла ее приема. Поворачивают .излучающий преобразователь 1 вокруг ег9 оси, совпадающей с направлением излучения, на определенный угол и для этого положения излучающего преобразователя вновь определяют характер изменения амплит ды. причем шаг углового поворота выбирают исходя из требуемой точности определения дефекта.Поляризацию отраженной от дефекта волны определяют по скорости изменения ее амплитуды в зависимости от угла приема. При приеме сдвиговых волн с линейной поляризацией происходит изменение амплитуды на . В случае приема сдвиговых колебаний с эллиптической поляризацией разница значений амплитуд сигналов зарегистрированных приемником в разных угловых положениях минимальная и равна k-5 дБ. Таким образом, анализируя поляризацию отраженной от дефекта волны, можно определить вид дефекта, а по значению угла & , при котором наблюдается наибольшее изменение поляризации ориентацию плоскостного дефекта. Применение способа позволяет повысить информативность контроля, так как позволяет определять вид дефекта и его ориентацию. Формула изобретения Способ ультразвукового контроля изделий, заключающийся в том, что вводят в изделие сдвиговые линейнополяризованные волны, принимают отраженные от дефекта сдвиговые ультразвуковые волны, по параметрам которых судят о дефектности изделия, отличающийся тем, что, с целью повышения информативности контроля, вводят сдвиговые линейнополяризованные волны при разном угле между плоскостью поляризации сдвиговой.волны и плоскостью, проходящей через оси приемника и излучателя, в каждом случае определяют распределение амплитуды отраженной от дефекта волны при вращении.плоскости поляризации приемника и по скорости изменения этой амплитуды судят о виде дефекта, а по углу между плоскостями поляризации и падения ультразвуковой волны, при котором скорость распределения минимальна, об ориентации плоскостного дефекта. Источники информации, принятые во внимание при экспертизе 1 . Авторское свидетельство .СССР , кл. G 01 N 23/01, 2..67. 2. Авторское свидетельство СССР № 61361, кл. G 01 N 29/0к31.01.73 (прототип)о
