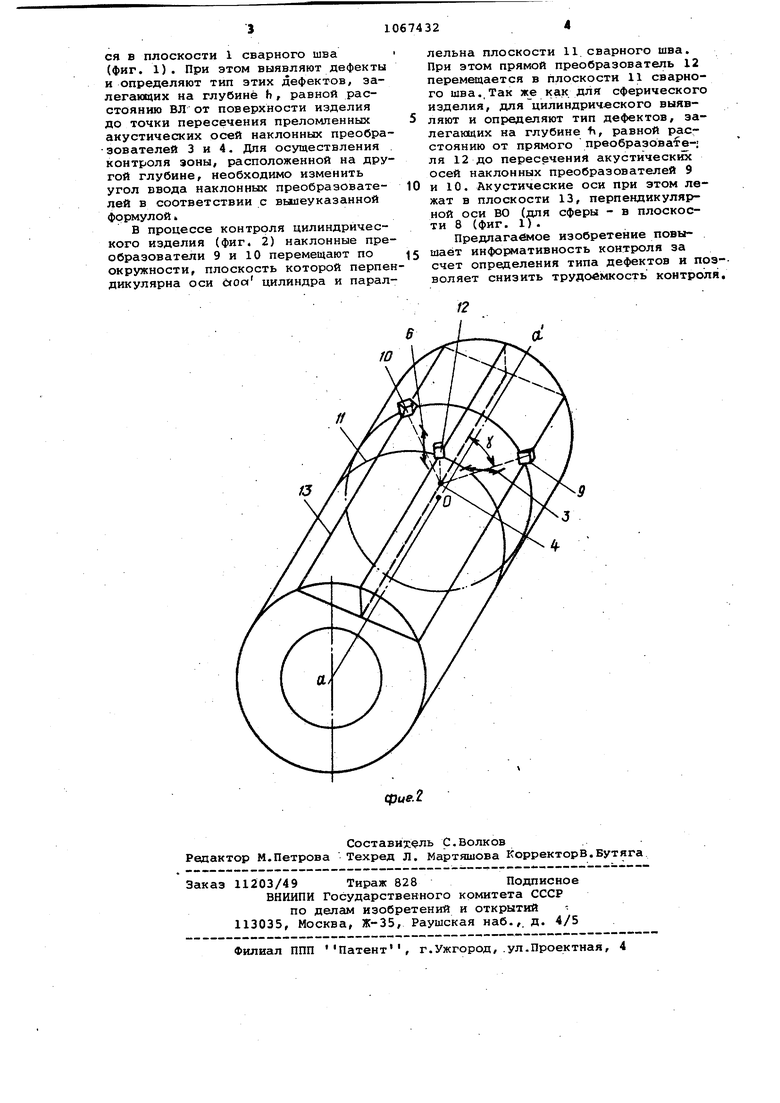
Изобретение относится к неразрушающему контролю и может быть испол зовано для ультразвукового контроля сварных шпс сферических и цилиндри ческих изделий. Известен способ ультразвукового контроля сферических изделий, заклю чающийся в том, что излучают сдвиго вые волны в изделие и принимают эхо сигналы, по наличию которых судят о дефекте 1J. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ ультразвукового контроля изделий со сферической и цилиндрической поверхностью, заключающийся в том, что на поверхность изделия устанавливают излучающий и приемный наклон ные преобразователия в плоскости, перпендикулярной оси изделия, излучают сдвиговые линейно-поляризованные волны, синхронно перемещают преобразователи в зоне контроля, пр нимают отраженные от дефекта сдвиго вые линейно-поляризованные волны, п наличию которых судят о дефекте 121 Общим недостатком известных способов является низкая информативность контроля вследствие невозможности определения типа дефекта. . Цель изобретения - повышение информативности контроля. Поставленная цель достигается тем, что согласно способу ультразвукового контроля изделий со сферической и цилиндрической поверхностью заключающемуся в том, что на поверхность изделия устанавливают излучающий и приемный наклонные преобразователи в плоскости, перпендикулярной оси изделия, излучают сдвиговые линейно-поляризоваыные волны, синхронно перемещают преобразователи по поверхности в зоне контроля, принимают отраженные от дефекта сдвиговые линейно-поляризованные волны, по наличию которых судят о дефекте, на поверхность изделия дополнительно устанавливают прямой приемный преобразователь так, чтобы его акустическая ось проходила через точку пересечения акустических осей наклонных преобразователей, бьша перпендикулярна плоскости, образованной ими, и оси контролируемого изделия, при этом по сигналу наклон ного приемного преобразователя определяют плоский дефект, а по сигналам обоих приемных преобразователей объемный. На фиг. 1 и 2 изображены схемы реализации предлагаемого способа при контролесоответственно сферического и цилиндрического изделия. Сущность изобретения заключается в том, что в случае излучения в направлении плоскостного дефекта и приема отраженной от дефекта сдвиговой волны, линейно-поляризова.нной в плоскости, образованной акустиче кой осью преобразователя и норяиалью к поверхности в точке ввода волны, с помощью преобразователей, преломленные акустические оси которых образуют плоскость, перпендикулярную плоскости дефекта, указанные волны, имеквдие по отношению к этому дефекту горизонтальную поляризацию, независимо от угла их падения на дефектр имеют коэффициент отражения от плоскостного дефекта равный единице и в другие типы волн не трансформируется. Способ осуществляется следующим образом. При контроле, например, плоскости 1 сварного шва сферического изделия 2 на поверхности последнего размещают три преобразователя: два наклонные излучакщий 3 и приемный 4 преобразователи - в плоскости, параллельной оси oiopt изделия, а третий прямой преобразователь 5 - так, чтобы его точка ввода лежала на перпендикуляре ОВ к оси скоск, проходящем через точку пересечения преломленных акустических осей преобразователей 3 и 4. Углы ввода оС наклонных преобразователей 3 и 4 выбирают из соотношения 9Sinc5t l- , где R - наружный радиус изделия; Ь- глубина залегания от поверхности изделия контролируемой зоны, т.е. глубина залегания точки пересечения преломленных акустических осей наклонных преобразователей 3 и 4. При таких углах ввода наклонных преобразователей 3 и 4 их преломленные акустические оси КЛ и МЛ нормальны перпендикуляру ОВ. Угол падения волНы на дефект, выбирается исходя из конкретных условий контроля от 10 до 70°. Излучают преобразователем 3 сдвиговые линейно-поляризованные вол ны плоскость(б поляризации), принимают преобразователем 4 сдвиговые линейно-поляризованные волны (плоскость 7 поляризации), отраженные от дефекта, по которым судят о наличии дефекта, принимают прямым преобразователем 5 сигнал о дефекта и при Нсшичии его считают дефект объемным, а при его отсутствии - плоским, В процессе контроля расположенной на заданной глубине зоны наклонные преобразователи перемещают синхронно по окружности, плоскость которой перпендикулярна плоскости 8 и параллельна плоскости 1 сварного шва, а , прямой преобразователь 5 перемещает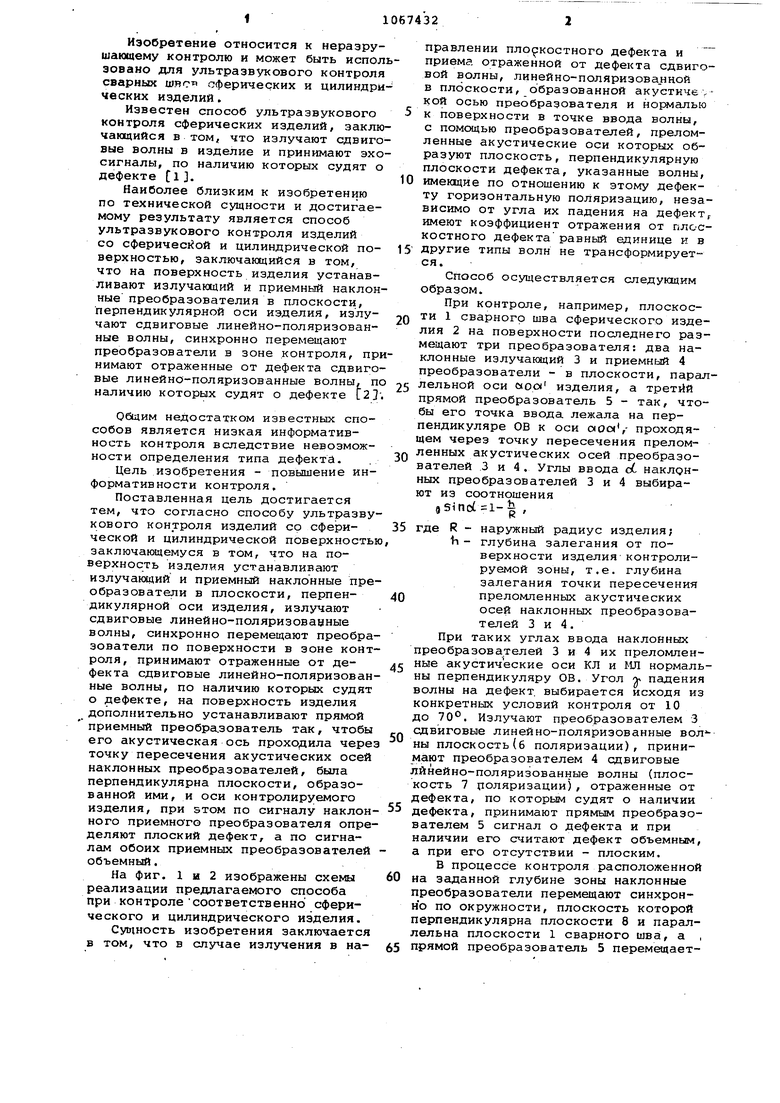
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий | 1980 |
|
SU930108A1 |
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| СПОСОБ КОНТРОЛЯ ОДНОРОДНОСТИ МЕХАНИЧЕСКИХ СВОЙСТВ ЛИСТОВОГО, СОРТОВОГО ПРОКАТА И ТРУБ | 2003 |
|
RU2258217C2 |
| СПОСОБ КОНТРОЛЯ РАВНОМЕРНОСТИ РАСПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ | 2008 |
|
RU2387985C1 |
| Способ ультразвукового контроля сварных соединений изделия | 1981 |
|
SU989472A1 |
| Способ промышленной ультразвуковой диагностики вертикально ориентированных дефектов призматической металлопродукции и устройство для его осуществления | 2015 |
|
RU2651431C1 |
| Способ ультразвукового контроля изделий | 1985 |
|
SU1293638A1 |
| Способ ультразвукового контроля изделий | 1981 |
|
SU996934A1 |
| Способ ультразвукового контроля поверхностных и подповерхностных дефектов металлопродукции и устройство для его осуществления | 2016 |
|
RU2644438C1 |
| Способ определения подверженности металлопроката изгибу и устройство для его осуществления | 2021 |
|
RU2780147C1 |
СПОСОБ УЛЬТРАЗВУКОВОГО КОН РОЛЯ ИЗДЕЛИЙ СО СФЕРИЧЕСКОЙ И ЦИЛИН РИЧЕСКОЙ ПОВЕРХНОСТЬЮ, заключающийс в том, что на поверхность издеАяя устанавливают излучающий и приемный наклонные преобразователи в плоскости, перпендикулярной оси изделия, излучают, сдвиговые линейно-поляризованные волны, синхронно-перемещают преобразователи по поверхности в зоне контроля, прийимают отраженные от дефекта сдвиговые линейно-поляризованные волны,- по наличию которых судят о дефекте, отличающийс я тем, что, с целью повыиения информативности контроля, на поверхность изделия дополнительно устанавлирают прямой Приемный преобразователь так, чтобы его акустическая ось проходила через точку пересечения акустических осей наклонных преобразователей, была перпендикулярна плоскости, образованной ими, и оси контролируемого изделияj при этом по сигнёшу наклонного приемного преобразователя определяют плоский дефект, а по сигналам обоих приемных S преобразователей - объемный. 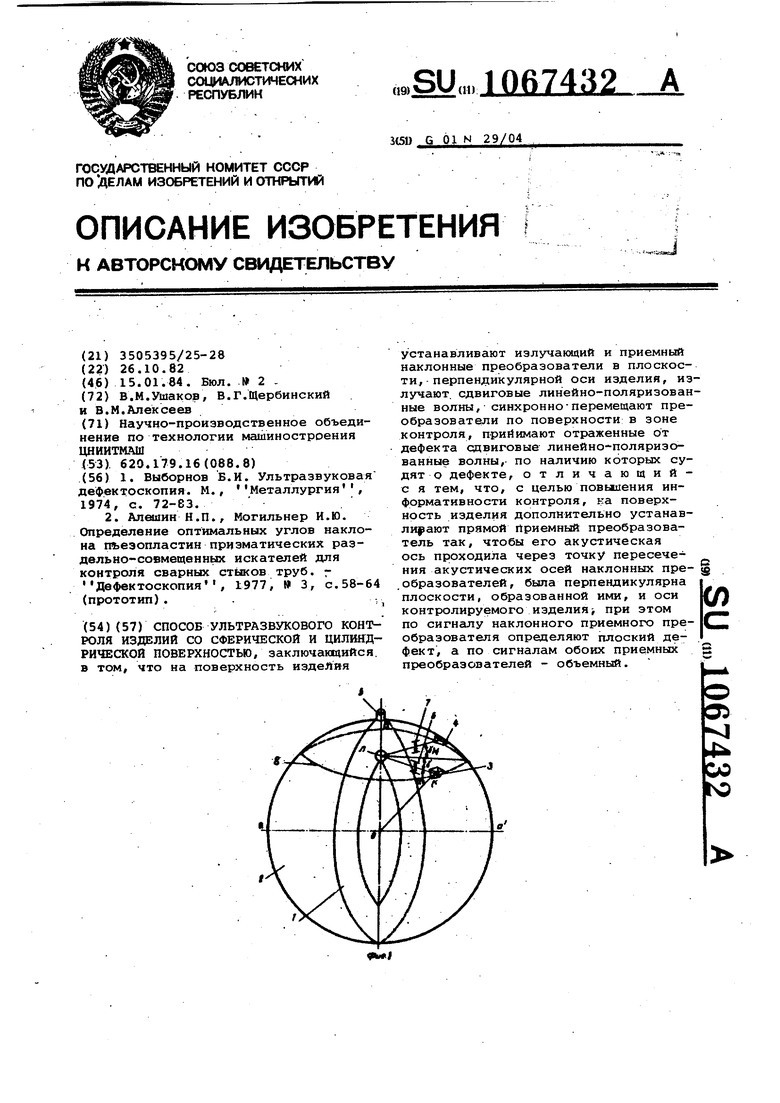
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выборнов Б.И | |||
| Ультразвукова дефектоскопия | |||
| М., Металлургия, 1974, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Алаинн Н.П., Могильнер И.Ю | |||
| Определение оптимальных углов накло на шьеэопластин призматических раздельно-совмещенных искателей для контроля сварных стыков труб, г Дефектоскопия, 1977, 3, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
