Изобретение относится к неразрушающим средствам и методам контроля и может быть использовано при ультразвуковом контроле сварных соединений сферических и цилиндрических изделий.
Цель изобретения - повышение на- дежйости контроля за счет определения формы дефекта.
На чертеже показана схема реалиля сварных соединении.
На чертеже обозначены ультразвуковой наклонный преобразователь 1, установленный на изделие 2 со сварным швом 3. Позицией 4 обозначен дефект.
15
зации способа ультразвукового контро-Ю случае обнаружения объемного дефекта
эти амплитуды будут практически одинаковы и разность между ними будет значительно меньше указанной величины.
Отклонение плоских дефектов от радиуса изделия определяют по разности расчетного угла oi и первоначального угла ввода.
Таким образом, способ ультразвукового контроля сварньЕх соединений позволяет определять форму дефектов и их ориентацию в изделии, что позволяет значительно повысить надежность контроля .20
Способ ультразвукового контроля осутцествляется следующим образом.
В изделие 2 наклонным ультразвуковым преобразователем 1 вводят импульсы сдвиговых волн, принимают дефектоскопом (не показан) эхо-импульсы и определяют наличие дефекта 4 и- его глубину. По глубиномеру дефектоскопа определяют расстояние L ат пре- 25 образователя 1 до дефекта 4, вычисляют отношение L/R, где R - радиус изделия, и по номогрс1мме, построенной для плоскостных дефектов, распоФормула изобретения
Способ ультразвз кового контроля сварных соединений изделий, заключаложенных вдоль радиуса изделия, onpe-jo ющийся в том, что в изделие вводят
деляют глубину залегания дефекта и угол о. , получаемый из следующего выражения
0 iarcsin
h-l) .
наличие и глубину дефекта, о J5 Ч .а ю щ и и с я тем, что, с
наклоннь1м преобразователем импульсы сдвиговых волн, принимают эхо-импул сы, по параметрам которых определяю
т л и целью
где h - глубина залегания дефекта
Cg скорости сдвиговых и продольных волн в изделии соответственно.
По углом J вводят в изделие 2 ультразвуковые волны с горизонтальной и вертикальной поляризацией, прл- нимают отраженные от дефекта 4 эхоимпульсы, измеряют амплитуды и срав- 45 амплитуд эхо-импульсов для волн с
нивают их. Для данного изделия под расчетным углом ввода ot для плоскоРедактор Н,Киштулинец
Составитель Н.Слюсаренко
Техред Л.Олейник Корректор С.Черни
Заказ 771/46Тираж 777Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж--35, Раушская наб., д.4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
стного дефекта наблюдается минимум коэффициента отражения (R ) вертикально поляризованных и максимум горизонтально поляризованных волн. Поэтому, в случае плоскостного дефекта, амплитуда эхо-импульсов вертикально поляризованных волн меньше, чем амплитуда эхо-импульсов горизонтально поляризоваиньк волн на 15-18 дБ. В
Формула изобретения
Способ ультразвз кового контроля сварных соединений изделий, заключаналичие и глубину дефекта, о 5 Ч .а ю щ и и с я тем, что, с
0
наклоннь1м преобразователем импульсы сдвиговых волн, принимают эхо-импульсы, по параметрам которых определяют
т л и - целью
повьшения надежности контроля за счет определения типа дефекта, с учетом глубины дефекта и радиуса изделия определяют угол ввода поляризо- ванньж сдвиговых волн, вводят в изделие импульсы сдвиговых волн с горизонтальной и вертикальной поляризацией, измеряют амплитуды эхо-импульсов и по соотношению максимальных
горизонтальной и вертикальной поляризацией определяют тип дефекта.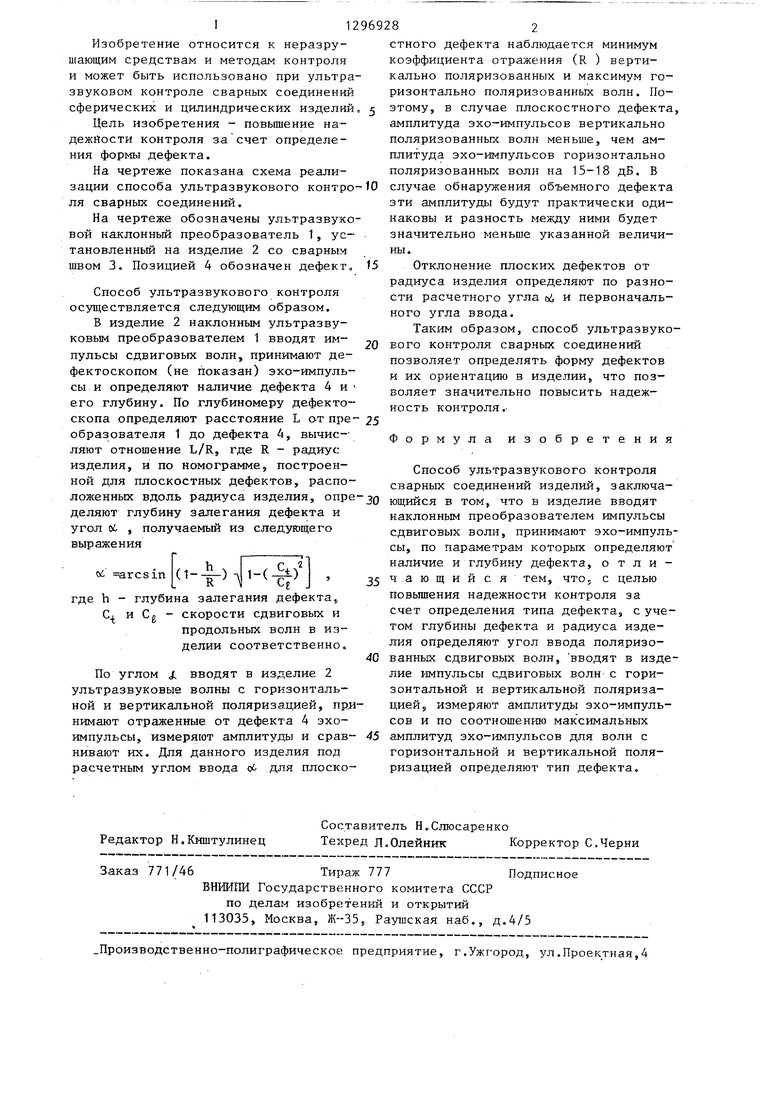
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
| Способ ультразвукового контроля изделий со сферической и цилиндрической поверхностью | 1982 |
|
SU1067432A1 |
| Способ ультразвукового контроля изделий | 1981 |
|
SU996934A1 |
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| Ультразвуковой способ измерения высоты вертикально ориентированных плоскостных дефектов в кварцевой керамике | 2023 |
|
RU2814130C1 |
| Способ ультразвукового контроля сварных соединений изделия | 1981 |
|
SU989472A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2057331C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
Изобретение относится к области неразрушающих средств и методов контроля и может быть использовано при ультразвуковом контроле сварных соединений цилиндрических изделий. Целью изобретения является повышение надежности контроля путем определения формы дефекта. Для осуществления способа используется ультразвуковой наклонный преобразователь 1, который устанавливается на изделие 2 со сварным швом 3. В изделие вводят сдвиговые волны, принимают дефектоскопом отражение эхо-импульсы и устанавливают наличие дефекта 4. По глубиномеру дефектоскопа определяют расстояние L от преобразователя до дефекта, L .вычисливают отношение - , где R К радиус изделия, а затем - , где h к глубина залегания дефекта, рассчитывают угол ввода об и под этим углом вводят в изделие сдвиговые волны с вертикальной (SV) и горизонтальной (SH) поляризацией, принимают отраженные от дефекта эхо-импульсы, измеряют их амплитуды и сравнивают их. Если Амплитуды SV-волн меньше амплитуды SH-волн, то имеет место плоскостной дефект. Если амплитуды SV- и UH- волн примерно одинаковы, то обнаружен объемный дефект. 1 ил. JХ Sfi (Л
| Гурвич А.К., Ермолов И.Н | |||
| Ультразвуковой контроль сварных швов | |||
| Киев, 1972, с.248-249, 262-267. |
