1
Изобрегение относигся к реаисгоростроению, в частносги для изготовления ч переменных проволочных резисторов.
Известно устройство для иагоговления резисгивного элемента проволочного резистора, содержащее оправку оля каркаса, расклаачик микропровоца и емкость с лаком 1.
Изготовление резистивного элемента в известном устройстве производят следую- .д щим образом . Микропровод наматывают на каркас из медной гроволоки, покрытой эмалевой изолядией, после чего полученный резистивный элемент опускают в емг кость с лаком, а затем удаляют излишки лака тампоном, смоченным этилцеллозольвом.
Однако при изготовлении резистивных элементов на этом устройстве имеют место следующие недостатки,. JQ
При погружении резистивного элемента в емкость с лаком возможно образование пузырьков воздуха в местах прилегания резистивного микропровода « каркасу, а
также в межвитковом пространстве. (35разование полостей, заполненных воздухом, снижает прочность крепления микроТгровс да к каркасу. В этих местах возможен сдвиг и разрушение витков.
Для предотвращения образования полостей скорость погружения резистивиого элемента в лак должна быть мала и выбираться такой, чтобы лак успевал заполнить межвитковое пространство. Значение этой скорости зависит от вязкости лака, его температуры и др. Нахождение оптимального значения скорости погружения весьма трудоемко. Поэтому в практике назначают весьма малые скорости погружения, что существенно удлиняет время выполнения операции.
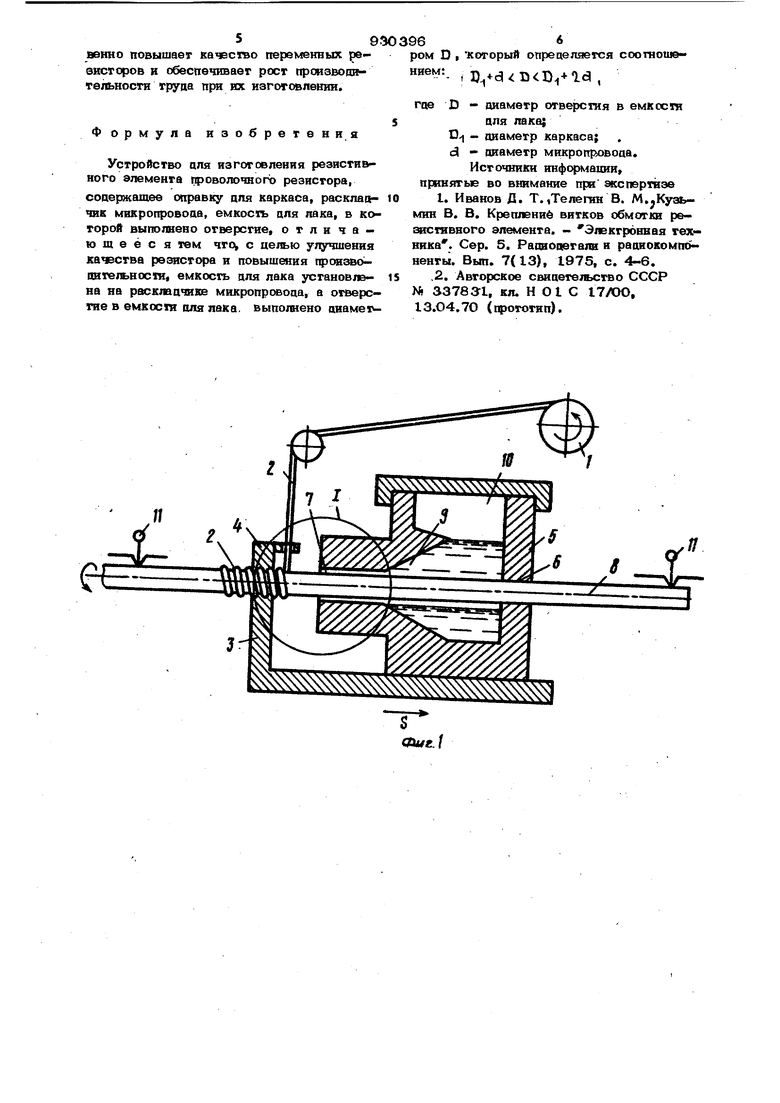
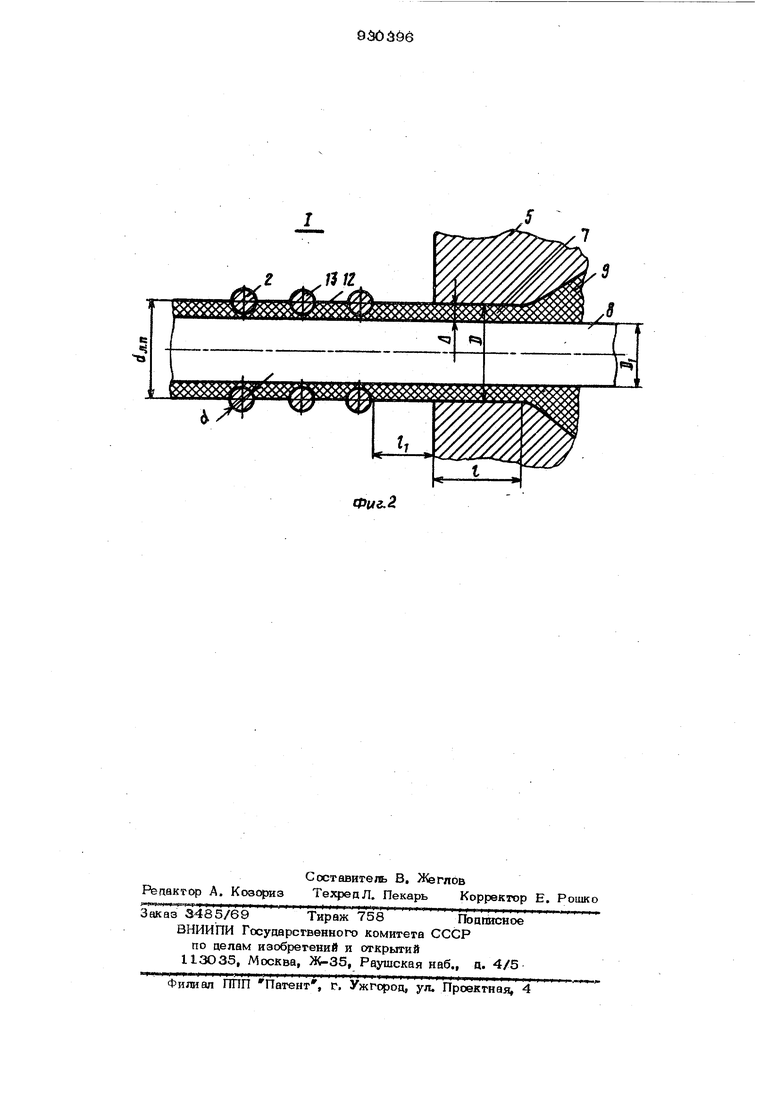
Контактная дорожка резистивного элемента оказывается покрытой лаком. Это требует введения операдии зачистки контактной дорожки, что удлиняет цикл изготовления резистора и удорожает прснз- водство. Кроме того, не обеспечивав ГС я получения равномерной толщины лаковой пленки, что приводит к существенному разбросу толщины пленки по плнне резнстивного элемента. Поскольку толщина пленки по цлине реанстивного элемента существенно разлнчна, то для зачистки отдельных участков требуется разное время. Поэтому может оказаться, что при малом времени зачистки отдельные участки контактной дорожки останутся покрьпгыми лаком. При увеличении времени зачистки до значения, необходймогх) для полной очистки контактной дорожки, может наступить разрушение или сильное ослабление намоток на участках с малой толщиной лака. Таким образом, неравномерность толщины пленки по длине резистивного элемента снижает качество изделия и увеличивает технологаческий брак. Более близким по технической сущноста является устройство для изготовления резистивных эдаментов проволочных резне торов, содержащее оправку для каркаса, раскладчик микропровода, емкость дпя( лака, в Которой выполнено отверстие 12}. В процессе намотки микропроводас на каркас происходит приклеивание его. Однако известное устройство также не лишено указанных недостатков, а именно после намотки резистивного элемента тре буется зачистка контактной дорожки. Цель изобретения - улучшение } чесгв и повышение производительности. Это достигается тем, что в устройст- ве для изготсвления резистиш ых эпемен- тов проволочных резистфов, содержащем оправку для каркаса, раскладчик микропровода, емкость для лака, емкость для лака устансжлена на раскладчике микропровода, а отверстие в емкости для лака выполнено диаметром D , который определяется соотношением; D fd D Di4-1d, D - диаметр отверстия в емкости для лака} D - диаметр каркаса; d - диаметр микропровода. На фиг, 1 изображена кшструктивная схема устройства;на фиг. 2 - узел Г. Устройство содержит огдаюшую катуга- ку I с лоткропроводом 2, раскладчик 3 с напрйвляюшей 4 для микропровода 2, емкость S с лаком. Емкость 5 установлена ка ршзкладчике 3. В емкости 5 выполнено два соосных отверстия 6 и 7, отверстие 7 явлжтся калибрующим. Его диаметр Э определяется соотнсяаением D + ), где D - диаметр катбрутощего отверстия в емкости 5; DI - диаметр каркаса 8j d - диаметр микропровода 2. У выхода калибрующее отверстие 7 7 выполнено цилиндрическим на длине е(2-5)сЗ , затем цилиндрическая часть плавно переходит в конус 9, соединенный с внутренней полостью 10 емкости 5. От верстие 6 вьшолнено цилиндрическим без плавных входа и выхода. Устройство работает следующим образом. Каркас 8, на который наматывается реаистивный мйкропровод 2, пропускается через отверстия б и 7 емкости 5 и закрепляется в оправке 11. Микропровод 2 закрепляется на каркасе и включается пршесс намотки .Лак, находящийся в по лости Ю, смачивает каркас и при движедни раскладчика 3 в направлении стрелки 3 , наносится на каркас тшким слоем, Плавность перехода от плоскости 1О к отверстию 7 и малость зазора гарантирует соосность расположения каркаса 8 в отверстии 7. Толщина пленки лака не превышает зазора Л О,5(Б - D), Поскольку каркас вращается, то пленка лака остается равномерной на участке 2-,. jraKHM образом, намотка микропровоца осуществляется на каркас, на который предварительно (с некоторь1М опережением по длине р хода раскладчика 3) наносится слой лака тол&иной Д . Толщина слоя лака д гарантируется постоянством разности диаметров каркаса D-, и отверстия D . При этом вязкость лака не сказывается на качестве получающейся пленки лака. После намотки лак удерживается в межвитковом пространстве 12 за счет сил сцепления лака с поверхностями каркм:а 8, микропровода 2 и сил поверхноспшго натяжения. Контактная дорожка 13 остается чистой от лака, что позволяет существенно сократить продолжительность последующей операции зачистки, либо вовсе устранить эту операцию. Вследствие того, что микропровод наматывается на каркас с жидким слоем лака, исключается образование воздущных пузырей и полостей. Отсутствие воздушных полостей и пузырей в лаковом слое. а также малая продолжительность операции зачистки или ее отсутствие гарантирует отсутсгеие сдвига витков или ослабление их крепления к каркасу. Это сущест593веяно повышает качестео переменных реэисторов и обеспечиваег рост прдазводительности груда при их изготовлении. Формула изобретен и. я Устройство для изготовления резистивиого элементе проволочнопо резистора, содержащее оправку для каркаса, раскладчик микропровоаа, емкоси, для лака, в которой выполнено отверстие, о т л и ч а ю щ е ё с я тем что с целью улучшения качества резистора и повышения произвоиигельносте, емкосгъ для лака установдана на раскдацчике микропровоаа, а отверстие в емкссга для лака, выполнено аиаме L D , -который опрецеляется соошоше6яем:. i , D - диаметр отверстия в емкссги для лака; О - диаметр каркаса; d - диаметр микропровода. Источники инфорк аиии, принятые во внимание п{и экспертизе 1.Иванов Д. Т.,Телегин В. М.,Кузьмии В. В. Крепление витков обмотки реаисгавного элемента. - Электронная техника Сер. 5. Радиоиетага и рациокомпоненты. Вып. 7(13), 1975, с. 4-6. 2.Авторское свидетельство N 337831, кл. Н 01 С 17/ОО, 13.O4.7O (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛАКА НА КАРКАС РЕЗИСТИВНОГО ЭЛЕМЕНТА | 2007 |
|
RU2334295C1 |
| Низкоомный прецизионный постоян-Ный пРОВОлОчНый РЕзиСТОР | 1979 |
|
SU809407A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО ЭЛЕМЕНТА ПРОВОЛОЧНОГО МНОГООБОРОТНОГО ПОТЕНЦИОМЕТРА | 1966 |
|
SU182212A1 |
| Способ изготовления резистивного элемента | 1970 |
|
SU656112A1 |
| Устройство для намотки резистивных элементов | 1981 |
|
SU997104A1 |
| Полуавтомат для намотки резисторов | 1974 |
|
SU568088A1 |
| Устройство для намотки резисторов | 1979 |
|
SU1014048A1 |
| Способ изготовления резисторов из микропровода в стеклянной изоляции | 1971 |
|
SU479158A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1981 |
|
SU978208A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1988 |
|
SU1653008A1 |
Фиг,2.
